一款高精度铸造机液压控制系统的特性研究
2020-07-29戴启鹏王朝辉王志波吕昌龙包明迅
戴启鹏,王朝辉,王志波,吕昌龙,包明迅
(辽宁忠旺机械设备制造有限公司机械设计院,辽宁 辽阳 111000)
由于铝及铝合金具有良好的物理性能 ,易于成型及可回收等特点,故被广泛应用于航空航天、交通运输、建筑装饰、电子家电、印刷包装、文体卫生等国防和民用领域。近年来,我国铝型材需求量也随之迅速增长,2020年,预测达到3680万吨。然而,由于我国铝加工业起步较晚,技术仍然比较落后,各类产品较为低端,竞争能力弱。这也必然要求我国铝加工企业及科研机构不断加快铝加工技术的研发,加大投入,迎头赶上,在竞争中求生存求发展。
1 铸造机的工艺流程和铸造原理
1.1 铝合金圆棒/扁锭工艺流程简述
采用电解原铝液与中间及重熔铝锭配料生产圆铸锭,一般的铝合金圆棒生产工艺,是采用熔炼炉-保温炉-熔体在线处理-铸造-均热炉-锯切的生产技术。中间合金与重熔铝锭、返回废料及电解原铝液经配料后装入熔炼炉熔炼,通过扒渣、搅拌及取样分析和调整合金成分合格后,再转入倾翻式保温炉进行精炼,铝液经熔体在线处理装置除气、除渣,最后,经内导式液压半连续铸造机铸成铝合金圆棒/扁锭,检验合格后方为成品。
1.2 铸造原理
融化的铝水在进入结晶器与引锭头形成的碗装空间内,经过结晶器和引锭头的冷却(固体之间热传递)形成碗状固体硬壳,铸造开始后,引锭头缓慢移动,金属硬壳跟随下降,与此同时,石墨环周围继续形成新的金属硬壳(见图1),结晶器出口拉出的铝棒经过结晶器上高速喷出的冷却水第二次更高效地冷却。铝棒中间位置的铝水完全凝固成铝棒/锭。在此过程中,熔融铝的凝固速度和引锭头的下降速度必须完美地配合才能做出好的铝棒/锭,如下降速度过快轻则铝棒/锭出现中心裂纹,重则铝液完全泄漏铸棒/锭失败。如下降速度过慢,则铝棒/锭表面光洁度不好,且影响铸造效率。

图1 金属硬壳形成示意图
2 铝合金圆棒铸造机设备构成及功能
铸造机结构图如图2。
(1)铸造机液压站:控制铸造油缸升降,倾翻装置倾翻/回落动作。
(2)铸造盘:与引锭头机构同时使用,相当于铸造铝棒的模具,包括分配流道、结晶器、水箱、油气润滑管道等。
(3)副井排水系统:在铸造过程中,维持铸井内水位。
(4)冷却水供水系统:为铸造盘提供持续不断的冷却水水源,包括常规供水水路和应急供水水路。
(5)倾翻装置:用于铸造结束后移走铸造盘,铸造开始前铸造盘归位。
(6)铸造平台/引锭头:可上升下降,用于牵引圆棒铸造。
(7)内导式油缸及扭矩限制器:为铸造平台升降提供动力,径向力过大时,保护液压缸。
铸造机这些结构中倾翻装置的安装精度、内导式液压油缸的质量和安装精度是直接影响整套设备质量的关键因素。倾翻装置安装时,要保证铸造盘的水平度,铸造盘与油缸位置的相对位置误差不能超过允许范围。内导式油缸不得有爬行现象。铸造过程中,偏移量不得超过允许范围。这些要求都是为了保证铸造过程中每对结晶器和引锭头的相对位置基本一致。这是能保证整个铸造平台铝棒完整铸造不出现局部漏铝现象的先决条件。
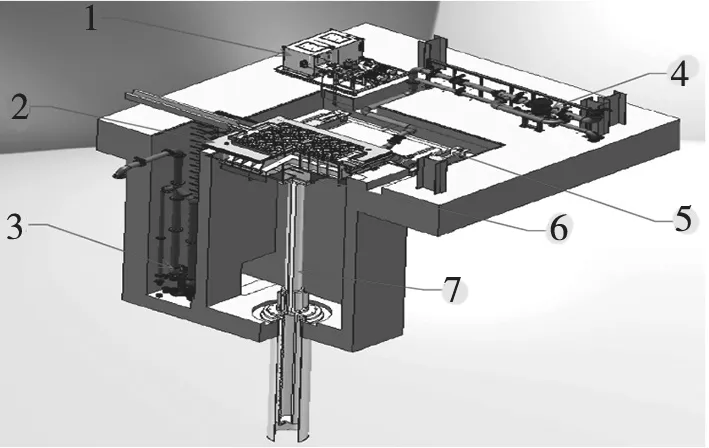
图2 铸造机结构图
3 内导式铝合金铸造机的发展概况
国外早在20世纪50年代就己经开始对铝及铝合金圆棒液压半连续铸造机进行研究,但是,受当时的液压元件性能、自动化控制水平,尤其是内导式液压缸 运行平稳性的限制,其优势(平稳性、可靠性、承载能力等)无法显现出来,而且弊病较多(液压泄漏大、平稳性差等),故未能得到广泛的应用。近30年来,随着高质量高性能的液压元件与低摩擦液压缸的不断问世,以及自动化控制水平的显著提升,为研发高性能的内导式铝合金圆悻铸造机提供了可能。现代化的铝合金圆棒铸造机具有稳定性高、铸速范围宽、精度高、负载能力大及结构简单、机械磨损小、寿命长、维护方便等特点,特别适用于高质量、大吨位、大规格断面的铝锭铸造,图3所示为铝合金半连续铸造机铸造过程示意图。

图3 铝合金半连续铸造机铸造过程示意图
在国内,铝合金铸造的研发起步较晚。生产厂商主要为一些小型民企,其生产的铸造机也基本上为传统的外导式结构。传统的外导式铸造机一般将其导轨固定在铸井的井壁上,而将导轮或滑板安装在运动的顶板侧面,引锭平台及顶板的升降运动是靠安装在铸井地基上的液压缸实现的,液压缸杆端则装有一个万向接头。(图4所示为外导式铸造机。)这种结构的致命缺点:要保证铸造运行过程中不出现爬行,保证圆铸锭的质量,则需要花大量的时间来锥护导轨和支挿,而且为了液压缸下降(铸造速度)平稳,导轮与导轨的间隙不能过于小,而间隙大了,又会影响圆铸锭的直线度。同时,由于导轨加工精度等因素影响也制约了液压系统性能在铸速精度上的发挥。因此,无法满足高质量的圆铸锭及硬合金产品对铸速稳定性要求高的特点。同时,具有设备维护频繁、故障率高,生产安全性差等缺点。而采用内导式液压缸代替外导即可消除以上的弊端,液压缸活塞杆头部与铸造平台采用刚性连接并且不与铸井井壁接触,大大增加了铸造平台运行的平稳性,同时,通过液压缸内部的导向装置确保了在铸造的整个过程防止铸造平台的偏转,大大提高了产品的品质及降低设备的故障率。再配以精确的液压控制系统,使得产品性能有了较大的提升。

图4 外导式铸造机
4 高精度铸造机产品研发的背景与意义
随着铝合金材料在航天航空、交通运输等领域的高精密零件的广泛应用,必然对材料的性能要求提出了更高的要求,从而对铝合金材料的生产工艺控制也提出了更苛刻的条件,进一步对生产装备水平、控制精度等要求也不断地提高,尤其是对于硬质合金7★★★系的难于成型、易于开裂的工艺特点尤为突出。国内在经过从引进吸收国外技术到逐步尝试自主研发过程中也积累了不少经验,为研发适合高品质铝合金铸造工艺的装备提供了条件。
近几年,我国铝合金铸造生产线项目每年均以几十套的速度在增长,而生产线的设备主要依赖进口,主要以美国的瓦格斯达夫(Wagstaff)、奥尔梅斯 (Almex)、加拿大的罗马(Loma)等厂家为代表。随着中国市场的扩大,2009年开始,海德鲁铝业(Hydro)旗下的海卡斯特(Hycast)装备公司也进军中国市场。而这些生产线装备制造商对铸造机的主要元件内导式液压缸也均未全部自己能够生产的,其主要集中为德国的洪格尔(Hunger)、罗马(Loma)的迈格纳 以及力士乐(Rexroth)等少数专业厂家在生产。中国企业在面对这些少数生产装备制造商及内导式液压缸的专业厂商,不得不承受高昂的价格和漫长的生产周期。
本次设计的铝合金铸造机的内导式液压油缸是通过韶关液压缸厂依图制作,已经经过初次实验,如果调试安装后达到预期效果,在生产成本上,将比照采购国外厂家大大缩小;在生产周期上,也将比照采购国外厂家大大缩小。
5 半连续铸造机63T的液压系统设计要求
液压控制系统是内导式铝合金圆棒铸造机的核心,其性能直接决定铸造机整机的质量。它为铸造速度精度、铸长的精度及安全铸造提供保证,对产品质量及设备的稳定起着关健性的作用。本章着重介绍铸造机液压系统的设计。
5.1 铸造机结构对液压系统的要求
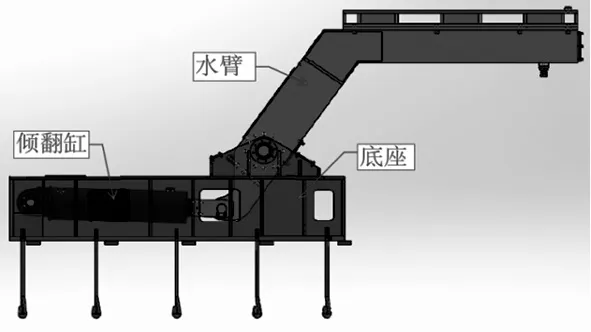
图5 铸造机液压系统
通过设备的结构不难看出,这个系统有两组执行装置,内导式柱塞油缸和两个倾翻油缸。倾翻油缸负责带动铸造盘倾翻和回落,两个倾翻油缸机械同步。倾翻缸最大倾翻角度90°左右,可在任意位置停止不动。倾翻过程不能抖动。所以,控制倾翻油缸的阀组内应该有液压锁或者平衡阀等装置。
内导式柱塞缸负责铸造平台的升降,液压油缸耐压值小于6MPa,油缸在上升时为液压泵提供动力,下降是靠自重提供动力,铸造过程一直靠重力提供动力,随着铸造的进行重力越来越大。铸造不同规格铝棒时的铸造速度不同,铝棒直径越大,铸造速度越慢;直径越小铸造速度越快。且内导式铸造油缸的直径大行程长,工作中油箱内液位变化必然很大。油箱体积需要足够大。铸造平台在铸造开始前,需要快速准确地完成引锭头和结晶器的合模,所以,需要铸造油缸能够快速升降和慢速升降。引锭头和结晶器合模后不会立刻开始铸造,需要等待铝水情况合适才会开始,时间较长,所以需要油缸能够保证位置,在无动作时,油缸下落速度小于1mm/30min,所以在铸造缸控制中多采用球阀结构。
5.2 安全铸造对液压系统的要求
(1)由于高温液态铝水(820℃)具有很大的危险性,如与很多材料接触会引起燃烧,飞溅到人身上会导致烫伤,严重时可能致命,更危险的是当高温铝水直接与冷却水接触时,会因为热能从液态铝水转移到液态的水,而造成水蒸气爆炸,液态水迅速转化为气态水,气体压力以极快的比例增大,从而产生爆炸,随着热气(水蒸气)的爆炸,液态铝水与爆炸气体一起喷溅,伤物伤人,严重时,可能导致整个车间的摧毁。因此,铸机对安全铸造提出很高的要求。除对冷却水与铝液间的密封性严格要求外,对内导式液压缸运行速度稳定性要求也很高,以避免在铸造过程由于铸速突变引起圆铸锭在未完全冷却成型时的塌陷,从而导致铝液直接外溢至铸井,与冷却水直接接触带来的危险。
(2)在铸造过程中,出现突然停电或电气故障,很容易出现铝水外溢的危险,或铸造机停止铝水凝固在铸盘上损坏设备。为避免突发危险,需要液压系统在突然停电或电磁阀故障的情况下,也能保证铸盘上的铝水完成铸造。需要旁路不受电气控制的铸造回路。
(3)由于在铸造机工作过程中,铸造井内一直存在温水和水蒸气,容易造成管道锈蚀,所以,液压系统管道选择不锈钢材质,且井下管道尽量少用接头,减少漏油概率。
5.3 铸棒工艺对液压系统的要求
铸造工艺要求圆铸锭铸造过程的铸速误差为控制在速度设定值的±1.5%,铸速的不稳定可能增加圆铸锭的内部裂纹、柱状晶粒等的工艺缺陷。铸造平台在铸造开始前需要快速准确完成引锭头和结晶器的合模,所以,需要铸造油缸能够快速升降和慢速升降。引锭头和结晶器合模后,不会立刻开始铸造,需要等待铝水情况合适才会开始,时间较长,所以需要油缸能够保证位置。在无动作时,油缸下落速度小于1mm/30min,所以,在铸造缸控制中多采用球阀结构。此外,在工艺上铸造机要求设备满足气滑铸造和油滑铸造两种铸造工艺。
6 半连续铸造机63t液压原理图(图6)
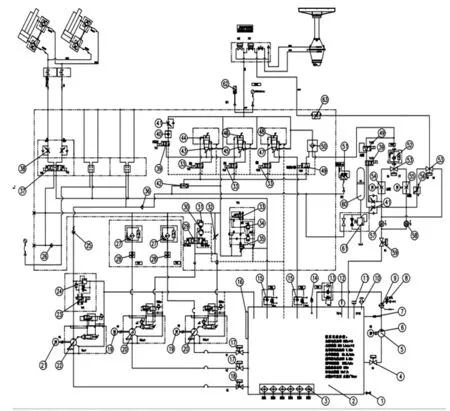
图6 半连续铸造机63t液压原理图
根据设计要求,使用Y型换向阀加双向节流阀控制倾翻架,同时,依靠油缸附加双向平衡阀(sun螺纹插装阀集成)保持倾翻机在翻转时随时停止与任意位置且过程无抖动。铸造速度控制回路为该液压系统控制重点,主要包括速度的稳定性及精确度。铸造平台(主缸)在铸造时,靠自重下降,铸造开始时,关闭油泵,通过设定给定指令给流量控制阀一定的预开度,开始铸造时二通插装阀打开,铸造平台开始下降,铸造开始。油液通过后,质量流量计将流量值转换成电信号与设定的流量值(铸造平台下降速度)信号比较后,经过PID计算,输出差值的模拟信号去调整流量控制阀的开度,从而控制流量的大小,达到控制铸造速度的目的。铸锭的长度,也就是内导缸下降的位移,可以通过计算通过质量流量计的累积流量与主缸缸径的比值得到。
本液压系统铸造速度控制回路选用FISHER流量控制阀加EMERSON质量流量计,闭环控制铸造速度(PLC设定控制阀开口,质量流量计计算流量后发出信号反馈控制阀),因为铸造机在铸造工艺上分为气滑铸造和油滑铸造,铸造速度范围为5~310mm/min,铸造速度范围较大,如果单使用大量程流量控制阀和大量程质量流量计控制,会使铸造速度的控制精度下降,导致铸造速度产生波动不稳的现象,匹配合适量程的流量控制阀和质量流量计能更精准的控制阀门开度,降低铸造速度变化时的波动。故取用两件流量控制阀(一大一小)两件质量流量计(一大一小),以铸造速度80mm/min为界限,根据铸造工艺选择合适的流量控制阀及质量流量计。铸造机处于非铸造工况时,主要由以下几个动作组成:快速上升、慢速上升、啮合上升以及快速下降。考虑到设计的标准化、模块化,同时,为使系统维护、维修简便,本设计中除啮合上升动作外,统一采用伊顿动态功能二通插装阀及相应盖板,而啮合上升动作采用电磁换向阀加叠加调速阀构成液压控制回路。选用动态功能的插装阀及盖板,是因为其特征是阀的开启关闭与A B油口压力无关,依靠控制压力(本系统为外引先导压力油源+蓄能器)来可靠关闭,可以实现平稳而准确的操作。
此外,由于铸造行业为高危行业,铸造机铸造过程中为了安全保险,电控系统中有UPS为其系统保护在铸造时突然断电时保持15min,同时,在液压系统中同样考虑在铸造过程中如出现设备整机或局部故障时的应急系统。当状况发生时,打开手工应急发讯球阀,油液经固定开度的节流插装阀通过质量流量计回到油箱。
7 结语
本文大概介绍了铸造机的工艺和原理、铸造机的结构形式,以及本人所设计的半连续铸造机63T液压系统的功能及其特性,本人水平有限,有很多地方讲述不到位,只是希望借以本文抛砖引玉,让国内其他铸造机液压系统设计者能扬长避短,做出更好的液压系统。
