过共析钢轨生产工艺研究
2020-07-29郭朝军王建锋
郭朝军 王建锋 连 波
(河钢集团邯钢公司)
0 前言
过共析钢轨是20世纪90年代日本最先开发品种,C含量在0.9%~1.00%范围内,耐磨性能比C含量为0.7%~0.82%的普通钢轨提高了20%以上,有优良的抗接触疲劳性能,适合在小半径曲线上使用[1]。我国从2006年开始过共析钢轨的开发研究,钢轨硬度、抗拉强度和断后伸长率与日本轨相当,但铺设在半径 600 m曲线上的钢轨也出现鱼鳞伤和剥离掉块;另外,钢轨焊接中铝热焊接头硬度低于标准要求,使用后个别焊接接头存在低塌现象。结合当前我国重载铁路列车轴重、运行速度和运行密度大幅提高的特点,高耐磨、高强韧、高抗疲劳钢轨的研发已迫在眉睫。有研究表明,目前过共析钢轨研究的关键技术集中在抑制二次渗碳体的析出[2],笔者以过共析钢为研究对象,从产品成分设计、冶炼过程、轧制过程控制等方面开展研究,结合实验室研究和现场工艺控制,找出了最佳工艺控制,实现了高耐磨、高强韧、高抗疲劳的过共析钢轨的研发。
1 过共析钢性能指标要求
过共析的钢轨的突出优点是低成本和高强度高耐磨性,特别适用于曲线钢轨,因此研发高强度且具有优良抗接触疲劳性能的过共析钢轨成为研究方向。但过共析钢轨要求比较高,主要表现在以下几个方面:(1)踏面硬度大于400 HB;(2)抗拉强度大于1 330 MPa,断后伸长率大于9%;(3)全断面组织不得出现明显呈网状分布的二次渗碳体、马氏体和贝氏体等有害组织;(4)非金属夹杂物和有害元素的含量应达到高速钢轨标准的要求;(5)残余应力、断裂韧性等指标应达到钢轨订货技术条件(TB/T2344—2012)规定要求,而当前的生产不能完全满足上述指标。
2 试验方法及结果讨论
2.1 过共析钢生产流程
铁水预处理→转炉冶炼→LF炉精炼→RH炉精炼→大方坯连铸→装炉加热→高压水除鳞→BD1、BD2开坯→高压水除鳞→万能轧机轧制→UF精轧→热打印→切尾→检查、测量→在线热处理→平立复合矫直→尺寸、平直度检查、测量→涡流、超声波探伤→补矫→加工→成品验收→入库。
2.2 解决思路
对于共析钢来说,通过合金强化和热处理强化来提高其硬度已经十分困难了,因为轨头表面会形成不希望出现的脆性贝氏体和马氏体组织。在线处理工艺对钢轨的热轧形变热处理工艺TMCP和奥氏体晶粒细化提出了较高的技术要求。国内外研究结果表明,细化珠光体组织结构可以提高钢轨的耐磨性能和滚动接触疲劳寿命。一方面,减小珠光体团块的平均直径可以提高钢轨的抗拉强度和耐磨性能;另一方面,减小珠光体层片间距可以显著提高钢轨的抗剥离能力,从而显著提高钢轨的滚动接触疲劳寿命。随着珠光体组织的细化,珠光体层片间距的减小,钢轨的硬度提高。当珠光体层片间距减小时,渗碳体体积百分比随之提高,钢轨的硬度也随之提高,从而提高了钢轨的耐磨性能。因此,如何通过成分-工艺-组织控制获得细小的珠光体团块和细小均匀的珠光体片层间距,同时控制好渗碳体体积分数,成为生产高耐磨性、超高强度过共析钢轨的技术关键。
2.3 成分设计
在对过共析钢轨进行化学成分设计时,首先在实验室采用中频炉冶炼试验钢,浇注成钢锭,然后将其锻造成长方坯,在长方坯上取样,并从硬度、拉伸性能、冲击性能及显微组织等方面对试样进行分析研究。同时,在冶炼过程中尝试采用原位纳米新技术来细化氧化物颗粒的大小和珠光体球团,在实验室条件下观察先共析渗碳体的组织和珠光体的片层间距。筛选出该钢种的合理化学成分,最终确定过共析钢轨的化学成分范围和关键冶炼控制工艺。按照上述工艺,在现场进行了5个炉次(炉次号:81203~81207)的生产试制,成分控制见表1。
从表1可以看出,过共析钢的化学成分控制稳定,达到了预期的效果。
2.4 非金属夹杂物控制效果及分析
针对钢轨对非金属夹杂物的严格要求,考虑采用原位纳米增强技术实现低夹杂物、高洁净度钢轨的生产。原位纳米增强技术是一种新型优化钢材质量的新技术,是指通过精确控制熔体流场、浓度场和温度场分布,利用原位纳米相周围的微区浓度起伏及黏度变化,使原位纳米相在合金熔体的凝固过程中直接产生,形成高密度、均匀细小的原位纳米相。熔体中的Ti有强烈的趋势形成钛氧化物而析出,当钢的凝固温度在1 530~1 620 ℃时,以微量供给的方式加入纯Ti。此时Ti的尖端开始融化并产生大量的自由[Ti],然后迅速扩散到熔体周围。在极短时间内,微区[Ti]的尖端开始融化并产生大量的自由[Ti],然后迅速扩散到熔体周围。与此同时,熔体中的自由[Ti]会与其中的自由[O]发生反应并消耗[O],大量的钛氧化物在此过程中形成。也可以尝试采用其他元素(如Si)形成原位纳米氧化物来控制组织与性能。
纳米相的长大速度可以通过控制温度和微区的浓度来实现。当纳米相的形核核心在熔体中形成时,利用强电磁搅拌来产生对流场,产生的流场会将新形成的纳米形核核心迅速带离其产生的区域,并破坏此区的浓度,使其达不到长大所需的动力学及热力学条件。通过对这一过程的严格控制,会在熔体中直接形成大量弥散分布的氧化物纳米相。该技术使冶炼过程和连铸过程中钢中原先本该生成的大尺寸夹杂物(氧化物和硫化物)的尺寸减小到1 µm以下,少数在1~10 µm,同时它也能通过生成微晶消除连铸和轧制过程中的碳化物偏析。按照TB/T2344—2012标准,在实际生产的成品钢轨上取样并进行非金属夹杂物的检测,具体结果见表2。

表2 非金属夹杂物检验结果
按照欧标EN13674.1—2011标准,对钢轨中非金属夹杂物的含量进行评价, K3值完全符合标准,非金属夹杂物控制水平非常好。
2.5 组织及性能控制效果及分析
在实验室条件下,采用Gleeble热模拟实验和轧制实验相结合的方法研究轧制和冷却工艺对先共析碳化物形成的影响。热模拟实验是研究金属变形及相变的有效方法,可以实现预定变形的精确控制。因此,用热模拟机进行变形实验,采用高精度光学显微镜OM/SEM/TEM、拉伸试验机等设备对实验后的试样进行组织观察、强韧性能和耐磨性检测,测量分析先共析渗碳体的形貌及分布规律,研究成分、热处理工艺和变形工艺对过共析钢轨微观组织的影响,最终确定了过共析钢轨轧制和在线冷却的关键工艺参数范围。
按照上述工艺思路完成过共析钢轨生产,并分别从不同炉次号上取样(试样号:1~5),按照TB/T2344—2012标准进行了加工、检验,其硬度和抗拉强度检验结果见表3、表4,组织如图1所示。
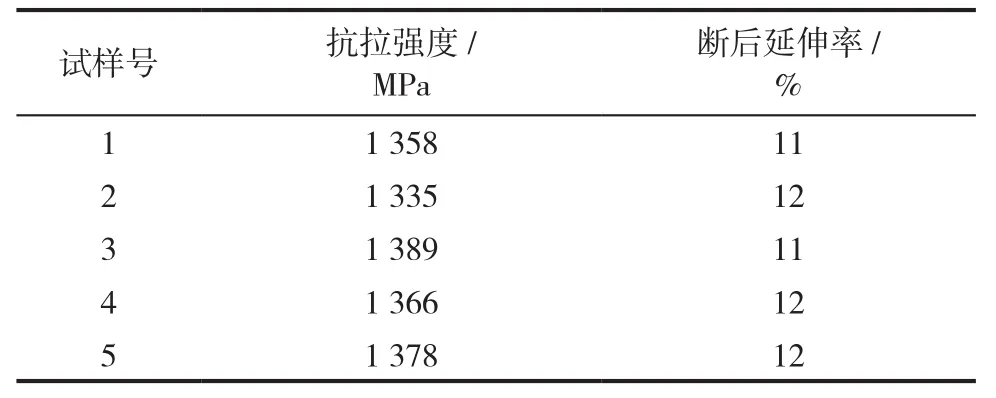
表3 抗拉强度及延伸率

表4 踏面硬度检验结果
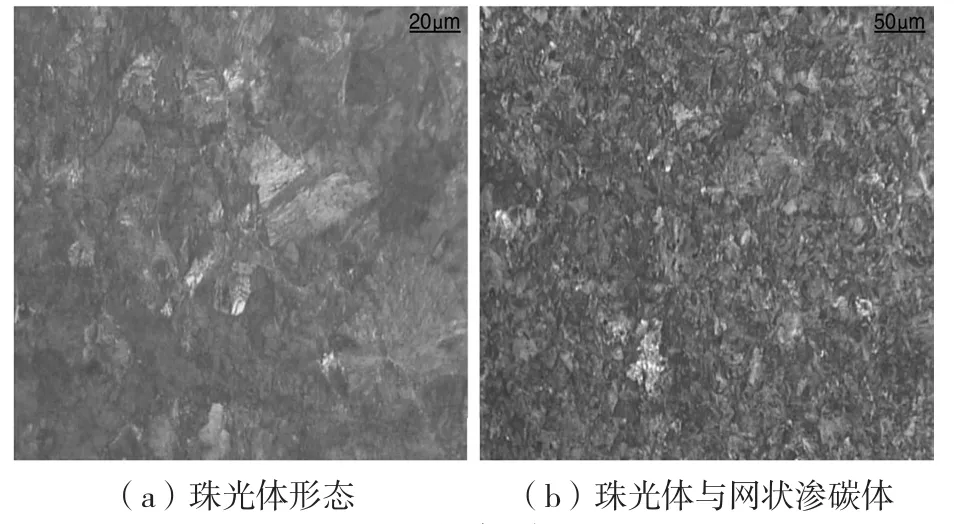
图1 钢轨的组织
从表3、表4和图1可以看出,钢轨抗拉强度在1 335~1 389 MPa之间,延伸率在11%~12%之间,分别满足TB/T2344—2012标准规定的钢轨抗拉强度大于1 330 MPa,断后延伸率大于9%的要求,且有一定的富余量;钢轨的硬度最低值为391 HBW,最高值为415 HBW,平均硬度为401 HBW,满足TB/T2344—2012标准规定的钢轨踏面硬度值在390~450 HBW之间的要求;钢轨的组织形态良好,符合预期目标。
2.6残余应力控制
残余应力的控制水平也是衡量钢轨生产能力的一个标志。通常在钢轨轧制过程中,轧件喷雾局部冷却速率、轧后轧件断面温度分布、轧后钢轨的弯曲度等诸多因素会影响轨底残余应力的生成。通过分析钢轨轧制、冷却、在线热处理及矫直过程的温度场、变形场、显微组织及残余应力演变规律,建立新的耦合组织及残余应力分析模型,掌握钢轨轧制过程动态再结晶后的软化及相变行为,最终实现钢轨底残余应力。按照TB/T2344—2012标准要求,在百米钢轨的端部及中间部位取6个试样,进行相应的钢轨残余应力检测,具体结果见表5。

表5 钢轨轨底残余应力检测结果 MPa
从表5可以看出,过共析钢轨轨底的残余应力为201~225 MPa,均符合TB/T2344—2012标准规定的钢轨轨底最大残余应力应小于或等于250 MPa的要求。
3 结语
(1)对合金体系设计、纳米相析出和在线热处理协同控制先共析渗碳体析出关键技术进行了研究,并应用于实际生产,使得过共析钢的各项性能指标均满足了既定要求。
(2)关于过共析钢的耐磨、高韧性等性能还需待钢轨铺设到线路上进行跟踪观测,以查看实际使用效果。