MES在江南某公司装配生产区域的应用
2020-07-23盛垚
盛垚
摘要:简单介绍了制造执行系统 (MES)的背景和重要性,结合实例详细介绍了江南某公司MES的系统架构,主要功能和应用场景,并阐述了通过有效的实施MES,对于车间管理水平提高和制造成本降低带来的收益,为实现企业数字化转型提供了坚实的基础。
Abstract: This article briefly introduces the background and importance of Manufacturing Execution System (MES), and introduces the MES system architecture, main functions and application scenarios of a company in Jiangnan, and explains the benefits brought by the improvement of workshop management level and the reduction of manufacturing costs through the effective implementation of MES, which provides a solid foundation for the realization of enterprise digital transformation.
关键词:制造执行系统;生产管理;MES功能;MES实施
Key words: manufacturing execution system;production management;MES function;MES implementation
中图分类号:F273 文献标识码:A 文章编号:1006-4311(2020)19-0174-03
0 引言
智能制造作为近年制造业的热门概念,是制造企业实现未来经营目标的一种重要模式,作为必要的实施途径——数字化转型已经被各企业不断提上日程。在转型过程中,生产车间的数字化和信息化改造又是其中的核心部分。所以,必须有针对性的开发和实施制造执行系统 (MES)以实现这个目标。
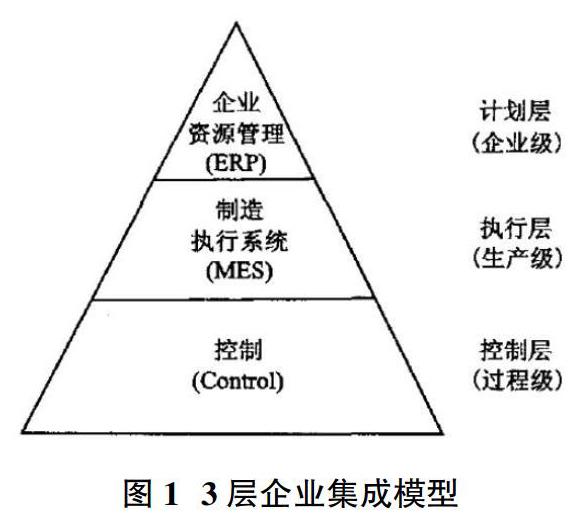
20世纪90年代,美国先进制造研究机构(AMR)提出了制造执行系统(MES)概念与3层企业集成模型,如图1所示,即面向客户的计划层、面向车间的执行层和面向生产作业现场的控制层。将MES定位于计划层和控制层中间位置的执行层,重点解决车间的生产管理问题[1]。MES通过把业务计划的指令传达到生产现场和收集生产过程中大量的实时数据并上传,双向作用促进生产车间的数字化转型以实现生产系统的整体优化。
江南某公司属于汽车零部件生产行业,主要生产各种类型的火花塞,产品主要针对国内各大整车厂和国内外售后市场。本文通过案例分析深入探讨该公司如何通过应用MES系统,改善生产管理和质量管理的水平,从而提高公司的劳动效率,降低了产品制造成本,实现企业经营目标。
1 MES的应用实例
1.1 MES的系统架构
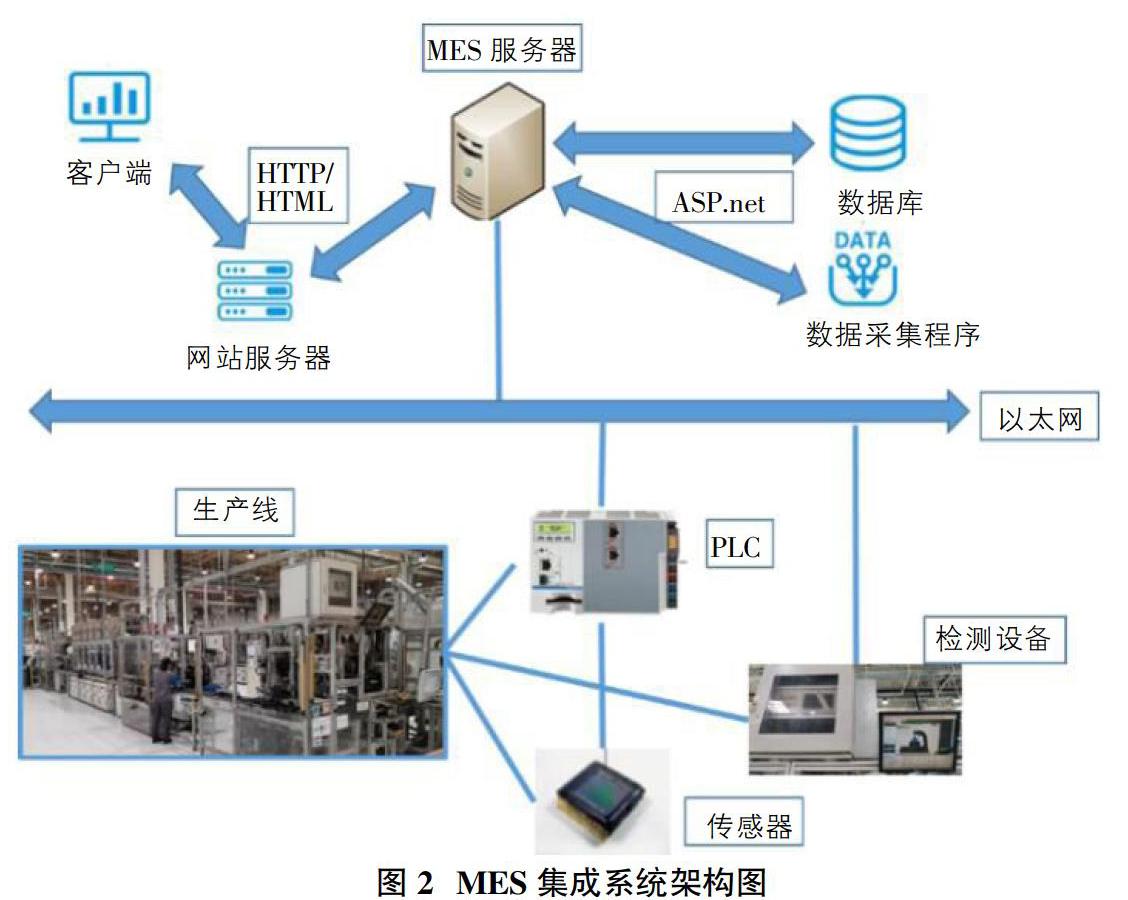
本文介绍的MES系统采用了目前最为流行的B/S(浏览器服务器)模式,它是一种三层或多层结构的分布式系统。其基本模型是将用户界面同信息数据和处理系统逻辑分离,并划分为表示、功能和数据三大块,分别放置在相同或不同的硬件平台上[2],如图2所示。
客戶端即表示层:用户接口部分,即人机界面,在Web环境下,客户端只需安装标准的浏览器就可以运行。
MES服务器即功能层和数据层的整合:应用的主体,是MES中核心的业务。功能层的表现是该服务器专门负责与数据库服务器及网站服务器的连接工作,一方面把客户端请求通过网站服务器传给数据库服务器,另一方面将服务器的查询结果回送给客户端。数据层的表现是由该服务器与数据库服务器共同构成,该服务器通过调用数据采集程序,将连接到以太网上的生产现场的数据读取并写入数据库;同时响应客户端数据请求,并负责管理对数据库的读写和维护。
生产现场的数据主要分几种形式上传到以太网,其一是对于独立的工控机检测设备,直接连入以太网;其二是PLC的数据直接连入以太网;其三是产线中的传感器先连入PLC再通过PLC连入以太网;对于无法通过以上三种形式直接连入以太网的数据,将通过现场员工使用客户端输入,再通过MES服务器维护进数据库。
1.2 MES的需求功能和实施路线图
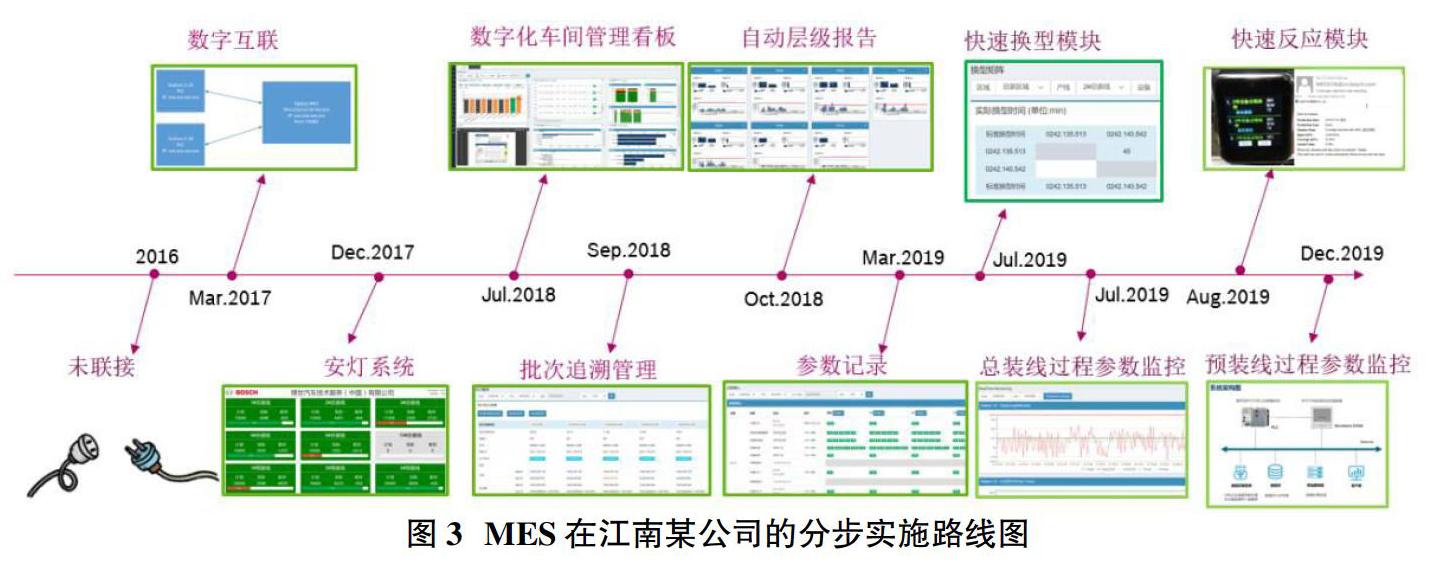
由于TS16949认证体系的实施,要求汽车零部件制造企业的制造过程实施信息化管理以满足自身和主机厂客户对精益生产的需求;同时汽车零部件制造企业也必须通过信息化的手段提高制造过程的管理水平和降低产品制造成本以适应市场变化。根据MESA对MES的定义,MES系统的基本功能模块包括工序详细调度,资源分配和状态管理,生产单元分配,过程管理,人力资源管理,维护管理,质量管理,文档控制,产品跟踪和清单管理,性能分析和数据采集等[3]。所以企业必然一方面承担着需要尽快实施应用MES的压力,另一方面又无法承受应用MES所有基本功能的时间成本和投资成本。每个企业根据自身的业务实际情况和优先级定义,分步开发和实施不同的MES功能模块则是这个困局的一个最优解方案。基于此解决方案,江南某公司的MES系统通过结合内部需求和实际资源情况,定制化了所需的MES功能,并分步成功实施,如图3所示。
该公司对MES功能的需求主要分为以下几个方面:
①车间管理需求:1)车间生产的效率要求:通过电子化的信息传递以提高信息传递的速度和效率;2)生产管理的实时化透明化要求:需要实时地采集生产过程的相关信息,使现场人员和车间管理者能够实时、透明地了解生产的实际状况,以及和目标之间的偏差情况。基于此需求,开发了以下几个主要功能模块:
安灯系统:实时显示产线的产出和不良品数据,并可以进一步详细到目前产线/工站的状态(生产/设备故障/设备换型/质量停机等),不良品分别来自于哪些工站。
数字化车间管理看板:以可视化图表的形式,展示产线的节拍,每小时产出,OEE即设备综合利用率(日/月/年/自選时段),OEE的损失帕累托图,针对OEE损失主要项目的改善PDCA等。
自动层级报表:以可视化图表的形式,展示生产区域及产线级的报废率/一次剔除率/产量(日/月/年/自选时段)以及与目标之间的实际偏差情况,报废率/一次剔除率的帕累托图等。
②质量管理需求:制造过程质量数据主要来自两个方面,对产品的检测和对制造过程的监控。开展质量管理,就是要用数据来发现和解决产品质量的问题,用数据来反映或描述产品质量的变化规律,以最大限度地减少生产系统的质量变异,使其生产过程处于受控状态,保证符合质量的产品持续、稳定地产出。汽车零部件生产企业属于多品种及多种订单形式的离散制造业,外部条件是客户和产品种类数量大、产品质量信息源头多、信息变化快。而内部环境又存在传统质量信息管理混乱、手工方式数据采集差错率高、质量活动执行效率低等问题。为系统地解决这些问题并适应市场环境,取得质量管理的成功,开发了以下几个主要功能模块:
批次追溯管理:当出现成品质量问题时,可以通过成品的批次信息,反查出成品的生产信息,包括班次/员工/过程参数记录/产品检测记录信息,以及成品的零部件批次信息,从而可以和质量合格的批次快速分类对比可能产生质量问题的原因是生产过程还是零部件。
过程参数监控: MES中包含有大量的制造质量数据,为质量分析提供了基础数据来源。利用统计过程控制(Statistical Process Control,SPC) 的方法,将产品检测数据和过程参数数据进行统计分析后,以控制图的形式将工序质量是否受控的状态滚动实时展示,以便现场人员及时发现,并采取措施做出调整。同时将数据和分析结果存入数据库,作为历史数据可以随时调取,供工程师和生产管理人员参考与进行质量管理决策。
快速反应模块:QRQC(Quick Response Quality Control,快速反应质量控制)用以快速解决生产现场质量问题。当系统设定需要进行快速反应的报警线被触发时,包括特定失效类型的比率过高,关键过程参数超出公差范围,关键产品检测结果超出控制线等,MES系统会自动开设工单,并向系统里指定的责任人发送手机短消息/邮件,或者对配有专用手环的现场人员发送信息,以提醒相关人员出现了质量偏差,并要求其执行快速反应流程。另一方面,当相关人员处理完成后,需要在MES系统中登记存档并关闭对应的快速反应工单。
图3的分步实施图,展示了江南某公司分步实施各功能模块的过程,历时约2年的时间。原因是经过对过往一些MES系统实施项目的调研后,发现从经济收益的角度,只有通过对MES高频次和正确有效的使用,才能让其中的数据和功能真正的发挥作用,进而帮助提高生产制造水平。而一开始就引入一个拥有非常复杂功能的MES系统,对于MES的使用者(生产现场人员,工程师和管理人员等)而言,由于其学习使用难度较大,从而会产生一部分抗拒心理而不会经常使用,最终导致MES系统形同虚设,无法带来预期的收益。分步实施最大的好处是,每次使用者只会新增使用一部分MES功能模块,并且是与其当时的需求直接相关,其主动并频繁使用的内部驱动力很大;而通过一段时间的使用,熟练掌握并成为习惯后,再扩展使用新的功能。通过不断的迭代使用,使用者会熟知熟用MES的所有功能,使用MES也成为了日常工作的一项重要和不可替代的活动,最终实现应用MES的目标。
2 MES的应用场景和成果
本文介绍的MES系统在生产区域的应用主要在以下场景:
2.1 生产线实时参数监控
由于重要的过程参数,关键尺寸测量结果可以实时反应到现场监视器上,MES使用人员可以及时发现异常点和潜在的失效可能,更早的进行预防和快速反应,避免产品出现大量质量问题从而导致产品报废成本的降低。如图4所示。除此之外,当出现特殊情况导致工程师无法到现场工作时,也为其可以远程了解现场问题提供了可行性。
2.2 班组会议和日常管理会议
每班结束和开始的时候,可以通过MES系统,将重要的生产信息,生产指标的完成情况,需要完成的问题点及时展现给班组成员,并记录需要在日常管理会议上讨论解决的问题点。在日常管理会议上,除生产部门外,技术部门,设备部门,质量部门,物流部门一起参加,可以通过对前一天的生产指标回顾,对于记录问题点的讨论,确认当天需要重点关注的措施,以及时完成对偏差的纠正和问题的关闭。如图5所示。
2.3 过往生产情况的追查
当出现生产质量问题时,通过分析如果是生产制造过程的问题,可以通过产品详情功能去反查产品的过程参数和检测结果信息;如果是零部件的问题,可以通过批次追溯功能去反查产品批次对应的零部件批次信息,通过这些信息和数据为进一步了解问题的来源提供了便利和可靠性。
通过MES系统的有效实施和应用,产生非常具体和直观的收益,具体包括以下几点:
①现场人员工时的节约:MES应用之前,生产数据(产出数量,报废数量等)需要由现场员工填写在纸质文档上,每条生产线每天需要1人花费至少30分钟的时间;再由数据员将纸质文档上的数据填入电子文档,每条生产线每天需要1人花费至少10分钟的时间。而在应用之后,由于生产数据直接由系统抓取,每天每条生产线就可以节约40分钟的工作时间。同时避免了人为填写错误,准确性也得到了提高。
②现场无纸化率的提高:MES应用之前,质量数据(过程参数,产品测量值等)需要由现场员工填写在记录本上,每条生产线每月至少需要3本(32页A4纸/本)。而在应用之后,由于大部分质量数据直接由系统抓取,其余部分可以直接填入MES表单,现场员工无需再使用记录本,从而节约了大量纸张。
③员工工作效率的提高:MES中的信息极大的提高了透明性和可靠性,从而减少了很多额外的数据确认和澄清时间,进而提高了工作效率。比如MES应用前,出现一次质量问题,需要工程师花4-8小时翻查之前的纸质批次信息,质量记录等;应用之后,时间则缩短到30分钟以内。同理,日常管理会议时间也从超过30分钟缩短到25分钟内。
④员工工作有效性的提高:MES提供了数据的实时性展示,当产品的过程参数或者产品测量结果出现超出控制线或者变差的趋势时,现场员工可以及时发现并快速定位问题的来源,在现场无法解决的时候也可以快速将信息反馈给相应的工程师和生产管理人员,将快速反应成功率从30%大幅提高到80%,并消除了之前因为无法及时发现或者疏忽快速反应的情况。
⑤经济效益的提升:通过消除现场员工的一些非增值工作,提高工作效率,进而每年提升了劳动生产率约8%;通过数据的及时透明的展示,极大降低了出现批量质量事故的风险,并通过快速反应进一步降低了不良率,最终每年减少了产品报废率约10%。因为分步模块化的投资,每年的投资成本在当年即可得到回报收益。
3 總结
如何更好的实施MES系统,对于提高生产管理的效率和减少运营成本有着非常重要的意义。本文通过对江南某公司的MES系统设计,功能开发,实施方案和应用的案例介绍和研究,证明了以契合公司需求为目标方向,通过分布实施和场景化应用的MES系统,可以成功的为公司带来巨大的收益。在此过程中,公司员工不断的使用MES系统,熟悉和掌握数字化工具,也为公司进行智能制造转型提供了坚实的基础。
参考文献:
[1]戚宝运,许自力,毛勤俭.数字化车间MES系统构建[J].指挥信息系统与技术,2013.
[2]李鑫,夏筱筠,常晓芳.企业车问生产调度MES系统的设计与研究[J].组合机床与自动化加工技术,2010.
[3]MESA Internationa1.Controls definition&MES to controls data flow possibilities [M]. Pittsburgh: MESA International white Paper, 1997.
