燃煤耦合污泥发电系统干化机控制回路研究
2020-07-20张亮
张亮
【摘 要】燃煤耦合污泥发电系统是解决市政污泥的一种有效方式,其干化机控制回路与运行经验还在不断摸索中。通过介绍燃煤耦合污泥发电系统的组成,研究在调试优化后的干化机控制回路,并提出注意事项。根据试运结果,表明干化机控制回路经过调试优化后运行良好。
【关键词】污泥干化;耦合;发电;控制回路;运行
【Abstract】 Coal-fired coupling sludge power generation system is an effective way to solve the problem of municipal sludge. The dryer's controlling loop and operation experience are still being explored. This paper introduces the composition of the coal-fired coupling sludge power generation system, studies the control loop of the dryer after commissioning and optimization, and puts forward the precautions. According to the trial operation results, it is obvious that the dryer's controlling loop runs well after debugging and optimization.
【Keywords】sludge; coupled generation; controlling loop; operation
1 引言
近年来,随着我国经济、社会的不断发展,城市污水和工业废水不断增加,与之相应的污泥产量也迅速增加。污泥中有机生物质具有可燃性,与燃煤耦合发电能将有害物质消除,实现无害化和资源化利用,是解决污泥问题的一种有效途径[1]。
浙江某发电厂燃煤耦合污泥发电项目主体设备采用圆盘式干化机(以下简称干化机)属于间接干化设备,具有安全性高、热介质无污染、设备磨损小、热效率高、处理量大等优点。干化后的污泥含水率从80%降至30%左右,与燃煤耦合进入锅炉焚烧发电,实现污泥无害化处理。
但是,不同污水处理厂的污泥含水率及成分各不相同,造成污泥特性也有所不同。即使在进料输送机转速相同的情况下,不同特性的污泥进入干化机的量也会发生变化,这将造成系统连续稳定运行的难度增加。目前大多数污泥进料量和干化机转速的控制都以人工判断、手动操作为主,通过巡检人员现场观察,反馈至控制室由操作员更改设备转速输出值。这样操作既增加运行人员劳动强度,又无法实现系统的自动调节。如何完善燃煤耦合污泥发电系统控制回路、解放运行人员劳动力、提高工作效率变得尤为重要。
2 燃煤耦合污泥发电系统概况
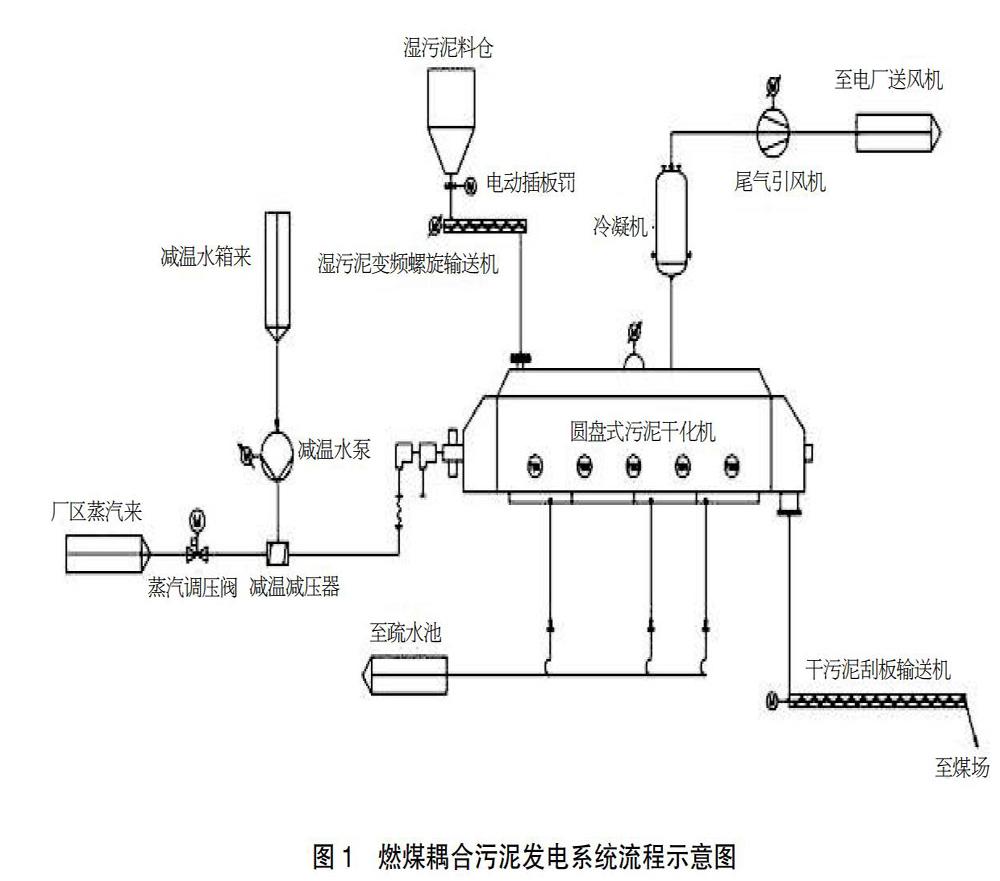
如图1所示,在湿污泥料仓内80%含水率的污泥,通过电动插板阀和污泥进料输送机进入干化机内。干化机转子周边通过固定角钢架装有带一定倾角的刮板,随着旋转不断将污泥刮起、搅拌,同时将污泥从入口推向出口[2]。出口处排出含水率大约30%左右的干污泥,通过干污泥刮板输送机送至煤场,与燃煤混合后送入电厂锅炉焚烧发电。过热蒸汽经减温减压后成为0.5MPa的饱和蒸汽作为热源。尾气管路设计温度测点(TT6),干化机干燥过程产生的尾气经冷凝器降温去水后经尾气风机送至电厂送风机入口处,进入锅炉进行无害化焚烧处理。
干化机本体从入口至出口分布5个温度测点(TT1至TT5),前两个加中间温度测点的平均值作为干化机前端温度平均值,后两个加中间温度测点平均值作为干化机后端温度平均值,平均温度用于控制回路调节。
3 干化机控制回路
3.1 总体设计思路
孙奇等[3]针对嘉兴市市政污泥,对圆盘式干化机干燥过程中的相关参数进行了分析。研究结果表明,干化机转速和进料输送机转速与污泥干燥量均呈正相关,进料输送机转速对污泥干燥量的影响最大,其次是干化机转速,蒸汽压力影响不大。因此,设计控制策略时,需重点考虑以下两个控制回路:
①污泥进料输送机转速控制回路,通过调节进料螺旋输送机转速控制进入干化机的污泥量。
②干化機转速控制回路,通过干化机转速控制污泥在干化机内烘干的时间。
不完善的自动调节回路会使干化机内温度波动大,造成干污泥无法稳定在30%左右。
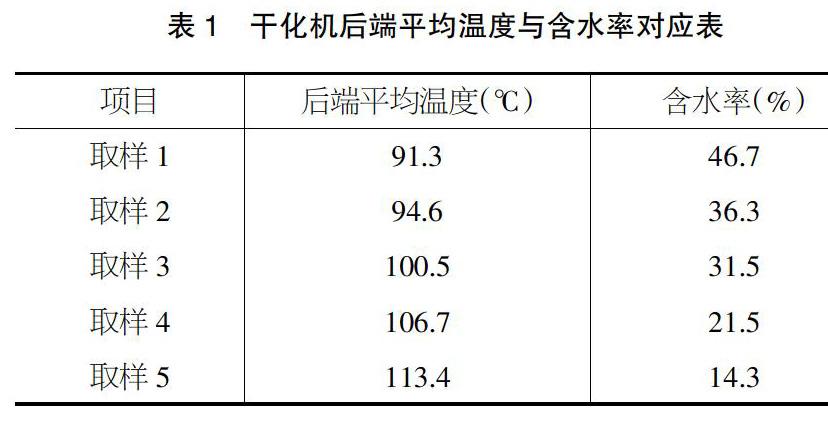
3.2 干污泥含水率与干化机温度对应关系
通过一段时间试运,取5个不同的干化机后端平均温度下的出口干污泥,送实验室化验含水率得出如下对应表:
如表1所示,干化机出口干泥含水率需保持在30%左右,干化机后端平均温度需保持在100℃左右。
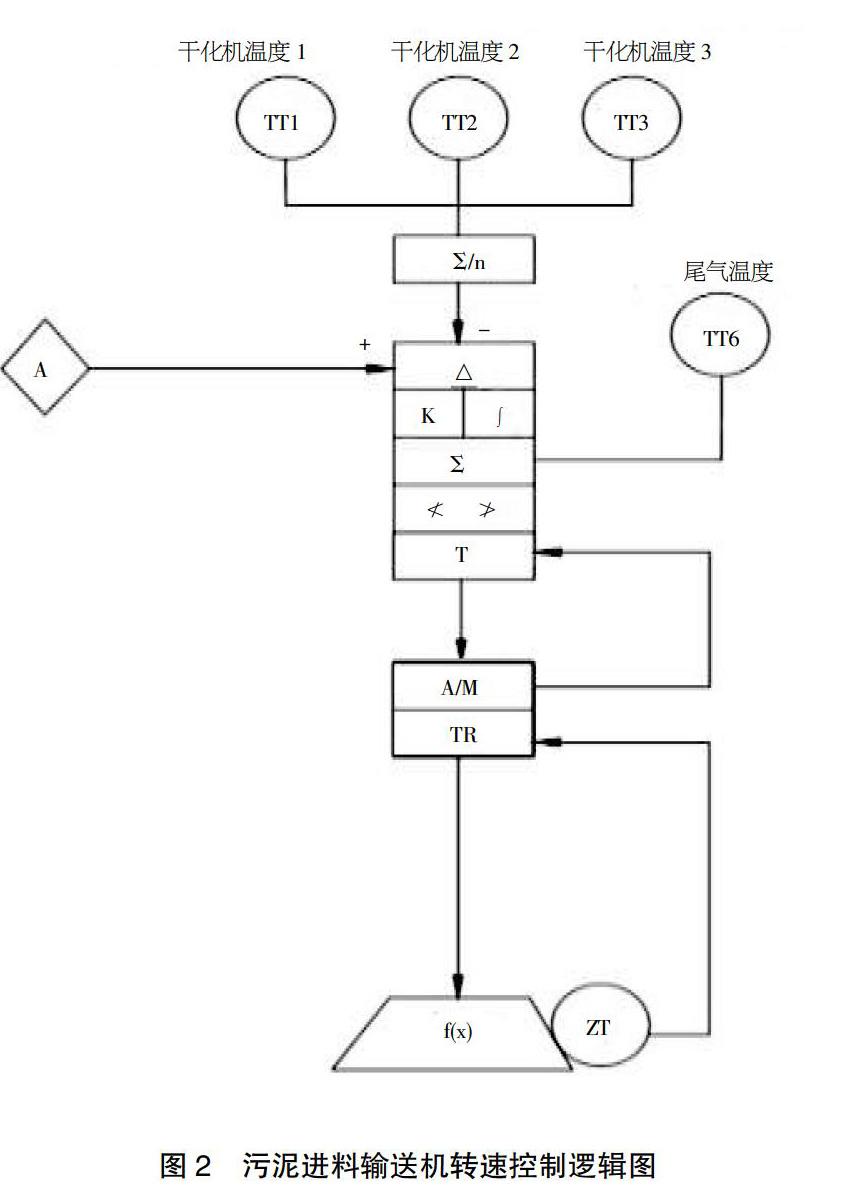
3.3 污泥进料输送机转速控制回路
污泥进料输送机为变频输送机,可通过变频器调节进泥量大小。螺旋输送机出力计算公式为:
如图2所示,在污泥进料输送机转速控制回路中,将干化机前端温度平均值与正常设定温度值A(95℃)进行比较输入PI控制器。当干化机前端温度平均值高于正常设定值A时,增加污泥进料输送机转速,反之减少。引入尾气温度T6作为前馈,直接作用于输出,使得调节更加直接、准确。同时,限定污泥进料输送机转速自动调节在6~32 r/min,超出范围则保持当前允许输出值。
通过PI控制器控制污泥进料输送机转速,自动调整送入干化机内的污泥量,从而使干化机前端温度保持在正常工作温度95℃范围内,确保污泥在干化机前端加热过程符合要求。
3.4 干化机转速控制回路
干化机转速一般控制在1~3 r/min,过低的转速会造成污泥流速过慢,干化机内污泥存量过多,反而不利于烘干,同时还容易引起超电流现象的发生。过快的转速会将污泥的膨胀区向后移动,造成污泥在干化机前半段加热时间和程度都不够,出口污泥含水率增大。
如图3所示,干化机后端平均值温度与正常温度设定A(100℃)比较后送入PI控制器,同时限定自动调节转速输出范围为1~3r/min。当干化机后端平均温度值高于正常设定值A时,增加干化机转速,反之减少。
干化机转速控制回路是更加精细的一种调节方式,通过加快或减慢干化机速率,更加细微、精准地控制干化机出口污泥含水率。
4 投运效果
设置干化机前端温度设定值为95℃,螺旋输送机根据实测前端平均温度的变化自动调节,输出转速指令在23~31r/min,干化机前端平均温度保持在93~97℃。设置干化机后端温度设定值为100℃,干化机根据后端平均温度实测值的变化自动调节,输出转速指令在1~3r/min,干化机后端平均温度在98~102℃。在两个控制回路的自动调节下,干化机温度稳定,出口污泥含水率保持在30%左右,满足生产要求。
5 结语
了解燃煤耦合污泥发电系统干化机控制回路,有利于系统更好地稳定运行,解放运行人员劳动力,提高工作效率,为燃煤耦合污泥发电系统干化机控制回路技术改造提供参考。在实际操作中还需注意以下几点:
①干化机除自动控制以外,还需巡检人员定期检查干化机内部情况。一般以污泥在中间位置开始膨胀、疏松作为标准,膨胀区域偏前表示过度烘干,膨胀区域偏后表示烘干不足,需及时对控制参数进行适当调整。
②在通过冷凝器前的尾气中含有水蒸气,冷凝后会附在风管内壁,容易造成管道堵塞,需定期打开检修孔观察,如有堵塞及时清理。
③停机时,需盡可能将干化机内部剩余污泥排出。如长时间停机干化机内还存有大量污泥,将在干化机内板结,造成下次启动电流过大而启动跳闸。
【参考文献】
【1】毛梦梅,戴勇.市政污泥干化特性研究[J].资源节约与环保,2019(4)151-152.
【2】张天琦,杨宏伟,袁琦,等.污泥干化焚烧技术研究及应用[J].化工装备技术,2019(1)33-37.
【3】孙奇,余辉,朱方兵,等.圆盘干燥深度脱水污泥的中试研究[J].环境工程,2016(10)118-123.
