挠性结构加工中可调节夹具的应用
2020-07-20杨小军
杨小军
(驻沈阳地区第四军事代表室,辽宁 沈阳 110031)
在以挠性摆片、挠性接头等为代表的挠性惯导仪表核心零件制造过程中,常常会使用挠性结构,在挠性结构之中经常会使用到挠性接头与摆片等核心的零件,其本身属于关键的零件组成部分,同时也发挥了承载与支承的关键性作用。针对挠性结构,主要属于两侧圆弧凹槽所形成的细颈,并且在细颈之中对于形差和尺寸的精度要求较高,这样难免会影响制造技术。
针对挠性细颈结构,其主要包含了手工研磨、电火花慢走丝线切割、镗等。其共同点在于加工的应力偏小,并且加工精度方面的要求较高,并且在工件与刀具直接接触面的切削加工应力也是存在的;尤其是在开展精加工中,一旦降低工件的刚度,就会导致加工变形问题的出现。一般来说,可以考虑到利用不同规格的支撑塞规以及凉面交替对称反复切削的方式,但是这样操作的加工效率偏低,无法满足外形非回转结构挠性结构零部件的实际要求。
1 挠性结构加工特点
在挠性结构中,主要是存在于惯性仪表挠性元件之中,一般会选择高弹性合金钢亦或是铍青铜,其本身的抗拉强度较高,同时也具有较大的弹性模量。对于其关键部位,其挠性细颈只有及时微米,结构相对特殊,并且尺寸偏小,如图1所示。
针对挠性细颈结构,其主要包含了手工研磨、电火花慢走丝线切割、镗等对应的加工方式。但是对于铣削、镗等方式,需要工件和刀具之间能够相互接触,但是难免会存在加工盈利,特别是在实施精细加工的时候,当工件刚度降低,就会导致工件变形的出现。

图1 典型挠性结构
在进行高速精密铣削中,可以满足零件加工效率的提升,降低实际的加工成本,同时还能够缩短其加工需要的时间,另外,零件本身的加工精度与质量方面都可以达到较高的水平,最终在挠性结构的加工中得到大面积的应用。
2 可调节夹具设计
在加速度计中,金属摆片零件作为重要的组成,其挠性支承细颈直接就是半径1.4mm的圆弧凹槽来直接形成的,其厚度为0.08mm,属于薄壁结构,同时,在对称方面要求达到0.003mm。
在进行凹槽加工环节,除开控制切削用量、使用高精度机床之外,还需要实现对应夹具的设计,能够减小刀具带来的挤压变形,提升实际的工艺系统刚度,这样才可以保障加工精度。
另外,由于其本身的外形是非回转结构,无法与两面的交替对称反复切削匹配。因此,需要利用一次高速铣削加工,但是对于夹具的设计要求也相应的提高了。
在设计夹具环节,通过可调节支撑结构的添加,这样也能够满足对成都、结构尺寸以及系统刚度等技术方面的要求,并且在不同圆弧凹槽深度零件定位装夹中也可以达到匹配的状态。针对定位夹具,其主要包含了压板、弹性块、支撑块等,在支撑块,通过下部弹性块的配合,可以实现高度的自动化调节,并且让零件能够与上部圆弧工作面直接贴合,这样就可以利用紧固螺钉来直接固定调节之后的支撑块。下图2为定位装置未装夹工件;图3为有工件装夹的装置。

图2 可调节夹具

图3 装夹有工件的夹具
各组件制造技术要求如下。①夹具本体可根据机床工作台选择外形,一般采用易于在工作台上装夹的六面互垂度小于0.01mm的六面体。②定位销、菱形销外圆尺寸制造公差在0.01mm以内,孔距尺寸公差为0.01mm。③弹性块硬度范围为70~80。④支撑块工作面与细颈圆弧一致,两者之间的最大间隙应小于0.005mm。⑤支撑块与本体长槽配合间隙小于0.01mm,同时配合面的表面粗糙度Ra均低于0.4μm,必要时可采用低粘度润滑油降低二者之间摩擦系数。
3 夹具的使用
对于下图4的分析,在夹具定位中,本体上包含了菱形销镶和定位销,主要是定位零件使用;此外,按照上下顺序,直接将弹性块和支撑块放置在长槽之中,并且利用紧固螺钉将支撑块固定,主要是零件挠性细颈结构的支撑使用。
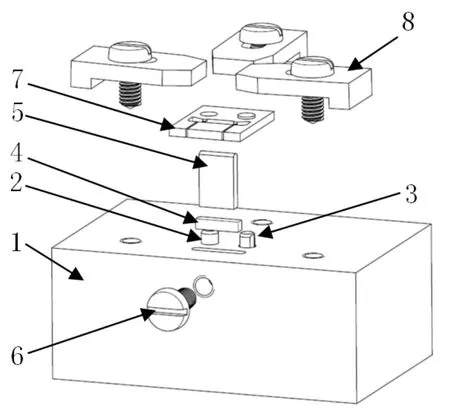
图4 工件的定位装夹
在使用阶段,本体长槽中依次放入弹性块与支撑块;针对工件,直接将菱形销与定位销压紧定位在装置的本体之上,确保挠性结构的圆弧和支撑块圆弧工作面能够彼此的贴合,并且通过弹性模块,就可以保证支撑块能够处于最佳位置;将紧固螺钉直接旋紧,用于固定支撑块,然后再利用后续的压板和3组压紧螺钉来实现加工。
在具体加工环节,贴合挠性结构的支撑块,可以实现工件刚度的提升,在满足加工变形控制的同时,加工精度也可以得到相应的提高。
4 使用效果
在挠性细颈铣削之前,可以选研磨或者是平磨的处理方式,进行零件上下端面的加工,这样才能够基准面精度得到铣削方面对应的定位。在实施第一面圆弧凹槽加工之中,基于零件下端面的定位作为基准;在第二面加工中,则需要基于零件的上端面作为基准;而对于加工圆弧面支撑中,则需要考虑到利用弹性来实现已经加工凹槽与顶块的相互靠紧,然后紧固支撑顶块,并且直接将两处压板直接压紧,之后再结合厚度尺寸来进行加工刀具长度补偿值相应的调整处理。
在实现薄壁加工变形控制,明确形位公差要求之后,其加工之后的表面粗糙度要明显低于之前圆弧面,并且其对应的零件挠性细颈厚度尺寸也可以满足0.08mm这一项数据要求,最终让精度可以直接匹配设计技术指标。
5 结语
总而言之,在本次设计的夹具,主要是发挥装置的支撑,进而得到广泛的使用,同时也可以达到不同规格支撑的具体要求。此外,基于零件高度来进行支撑结构对应的调节,这样也可以满足工艺系统刚度的要求,最终满足技术标准,迎合后续的加工。
