印制板阻焊剂厚度均匀性管控
2020-07-18郝永春刘晓丽李建平
郝永春 刘晓丽 钟 皓 李建平
(胜宏科技(惠州)股份有限公司广东 惠州 516211)
0 背景
阻焊剂(防焊油墨)品质状况在PCB产品中是重要的一环,随着PCB产品多功能化和高性能化发展,对PCB的阻焊层出现了更多要求。我公司在制作某种LED用PCB时,客户对PCB导体(铜面)上阻焊层厚度要求管控在(23±5)μm范围以内。
我们正常批量生产时的线面油墨厚度在10~55 μm的范围以内,极度不稳定(见图1)。为达到客户要求,我们从产线网版制作、生产油墨粘度、网版下油量控制三方面进行优化。

图1 正常生产防焊油墨厚度图片
2 试验过程
2.1 试板信息
PCB 为6层多层板,拼版尺寸544 mm×620 mm,成品板厚(1.64±0.16)mm,表面铜箔12 μm。
2.2 网版优化
目标是稳定网版张力,使下油量均匀一致(见表1所示)。

表1 网版制作优化
2.3 油墨黏度优化
油墨黏度将直接影响板生产完以后油墨的流动性和均匀性,以及最终油墨厚度及均匀性,将平常用油墨粘度150 Pa.s优化为100 Pa.s左右。
2.4 试验流程设计
阻焊试验流程见图1所示。流程各关键点参数说明见表2。

图1 试验流程图

表2 阻焊印刷各关键点试验参数
2.5 试验结果分析
测试切片的取样方法见图2,测试板全部采用单1PCS六宫取样进行检测板面油墨厚度数据。有关数据见表3。
图2 阻焊厚度切片取样部位

表3 阻焊厚度数据汇总(单位:μm)
测试所得全部阻焊层厚度在要求范围内(18~28 μm),厚度分布见图3所示。
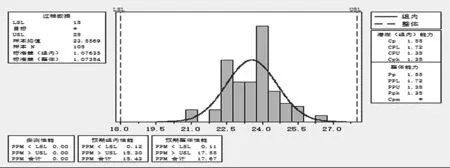
图3 阻焊层厚度正态分布
3 试验结论
经过上述测量数据我们可以看出,通过对网版的生产参数的优化,油墨粘度的优化并进行管控下油量和湿膜整体均匀,从而达到改善下油量的稳定性,在正常生产到文字后烤以后的防焊油墨全面切片确认,可以达到我们客户的(23±5)μm的要求,改善了防焊厚度生产的稳定性。方案后期进行小批量500 Pcs,大批量30 kPcs的在线试验,共计试6款板,合计:2000 PNL板,陆续正常生产跟至文字进行抽检确认改善结果,客户端的随机抽检确认结果,导体表面阻焊厚度完全达可到(23±5)μm的控制要求。
