渐进多焦点镜片磨边加工和检验的注意事项
2020-07-18余红
文 余红
渐进多焦点镜片是具有连续矫正不同视距功能的镜片,主要用于矫正老视镜,以解决看中、近距离物体时调节不足的问题。渐进多焦点镜片上没有分割线,因而外形美观,深受中老年人的喜爱,目前在市场中占有一定的销量。
因其在光学结构上受到限制,渐进多焦点镜片在磨边加工和检验时应注意以下几个方面,才能加工出合适的眼镜。
1 磨边加工
1.1 加工基准点是配适点
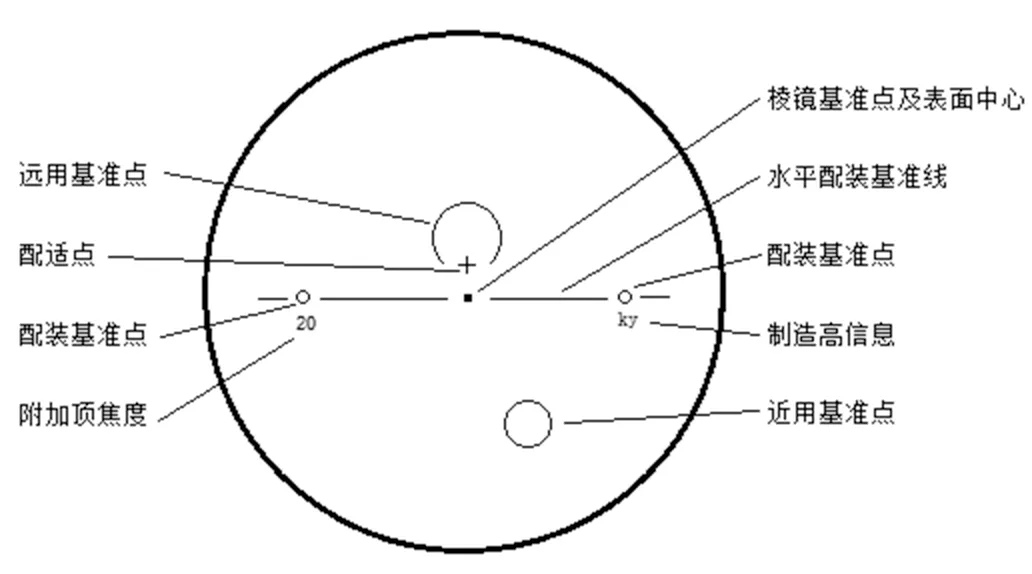
图1
渐进多焦点镜片的加工基准点是配适点,位于镜片表面中心上方(如图1所示),加工时配适点要对准眼睛的瞳孔位置。由于渐进多焦点镜片的过渡区较窄,配适点的水平向偏移会影响过渡区偏移,即影响过渡区水平范围的使用。同时,垂直向的偏移会影响看远或看近屈光度的变化,因此要进行严格控制。
眼睛的瞳孔位置通常由两种方式得出,一种是在镜架的撑片上标出瞳孔位置,另一种是在配镜单上写明单眼瞳距和瞳高参数。如果用全自动磨边机加工,则第一种方式比较简单,只需要将镜片的配适点对准撑片上的瞳孔标记点,在磨边机投影屏上通过目测完成;对于第二种方式,需要计算移心量,将配适点相对于镜圈几何中心进行移动,如果中间某环节有误,则会产生累积误差。
由于人的双眼可能不对称,所以加工时要进行单眼比对或移心加工。
1.2 加工基准线
渐进多焦点镜片的加工基准线是水平配装基准线,即连接两配装基准点的连线(如图1所示),加工时要确保该线保持水平。如果该线没有在水平位置上,除了会影响散光轴位出现偏差外,还会影响过渡区方向乃至近用区的位置,因而在加工中要对此进行严格控制。
2 装成眼镜检验
在眼镜检验前,镜片上的永久性标记和非永久性标记应当齐全。对装成眼镜的检验实行一票否决制,即任何一项出现问题,眼镜将被判定为不合格。因此在检验过程中,可以先验较方便检验的项目。同时,检验的方法及辅助工具有许多种,可自行选择适合的方法。
2.1 左右眼
通过观察镜片上永久性标记中的附加顶焦度标记是否在镜片的颞侧下方,即可判断左右眼是否正确。
2.2 配装基准点
a.若瞳孔位置标注在撑片上,则通过将撑片上的瞳孔位置标记与镜片上的配适点位置进行比对,即可检验出偏差值。
b.如果瞳孔位置是由数据给出,则需要在渐进多焦点镜片测量卡上测量镜片上配适点的水平和垂直尺寸,再与配镜单上的数据进行比较,计算出偏差值。
注:GB13511.2-2011中规定,配适点与瞳孔位置的偏差在水平和垂直方向应≤1mm。
2.3 配装基准线
检验配装基准线是否水平,有许多方法。比较常见的方法是用条格线直接比对配装基准线是否水平(如图2所示)。如果出现偏斜,可直接用量角器测量出配装基准线倾斜的角度。
注:GB13511.2-2011中规定,配装基准线的倾斜度应≤2°。
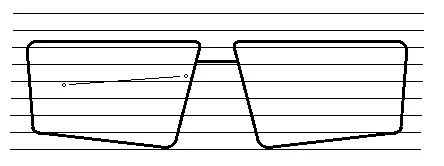
图2
2.4 远用度数
在远用基准点的位置测量远用度数,然后根据GB13511.2-2011中表1和表3的规定进行判断该项是否合格。
2.5 近用度数或Add
在近用基准点的位置测量近用度数,然后根据GB13511.2-2011中表1和表3的规定进行判断该项是否合格。此外,可以设置焦度计为可测量Add模式,通过在焦度计上直接读出Add值,然后根据GB13511.2-2011中表2的规定进行判断该项是否合格。
如果仅仅为了测量Add,则需要在渐变面上进行测量。
2.6 减薄棱镜度数
减薄棱镜是为美观而设计的,在Add较大的镜片上可能会有。测量时只要在棱镜基准点进行测量并读数即可。
综上所述,在磨边加工渐进多焦点镜片时,只要细心加工,即配适点和配装基准线无误,则可以保证配装合格。在检验时,检验内容有所增加,且方法与检验单光镜片有所不同。