广东某炼化厂E-Gas气化炉结焦原因分析与处理
2020-07-16王光泽
王光泽,李 媛,王 凯
(神华销售集团有限公司,广东 广州 510610)
广东某2 200万t/a炼化厂为国家重点建设项目[1]。该装置技术新、起点高,采用三套E-Gas气化炉为乙烯中心提供H2和CO[2]。本文就该炼化厂E-Gas气化炉投运以来原料煤结焦的问题进行探讨。
1 E-Gas煤气化技术概述
该炼化厂E-Gas煤气化系统由水煤浆制备、水煤浆储存及输送、气化、排渣和渣处理、合成气洗涤、干法除灰、余热回收、渣水循环等部分组成[3]。该气化炉单炉投煤量为1 800 t/d(86%的负荷),生产氢气86 000~88 000 m3/h,配套2×72 000 m3/h空分装置。气化炉是E-Gas煤气化技术的核心设备,内剖面为类十字型结构,位于下部的水平方向为气化炉一段、垂直方向为气化炉二段[4]。
预热后的水煤浆与氧气通过水平的气化炉一段两端的混合烧嘴喷入炉内,两个对向布置的烧嘴喷入炉内物料进行充分碰撞、混合、燃烧和气化[5]。气化炉一段内运行温度一般在1 300~1 450 ℃,反应速度非常快,可迅速达到平衡,运行温度高于原料煤种的灰熔点,矿物质软化后形成熔渣,熔渣经水激冷和排渣系统从气化炉排出[6],一段合成气进入气化炉二段。一段合成气摩尔分数为CO 45.4%、CO224.2%、H229.3%、CH40.2%、其他1%。
垂直的气化炉二段中,由二段喷嘴喷入的水煤浆与一段高温合成气发生反应,水分瞬间蒸发,煤发生气化反应和热裂解反应[7],生成炭和煤气,炭与水和CO2继续反应生成CO和H2,使合成气中氢的组分提高[8],二段合成气摩尔分数为CO 46.6%、CO218.9%、H229.7%、CH43.1%、其他1.7%。气化炉二段利用一段高温合成气的热量来支持其吸热反应[9],并将合成气的温度降至1 000 ℃左右。
2 气化炉结焦问题
该气化系统投产以来,气化炉内多次结焦,特别是二段结焦严重,造成装置多次检修、无法长周期稳定运转。为保证生产连续性,炼化厂只能采取三套装置轮流生产,轮流停机清焦的运行模式。但停机清焦难度大,存在较大安全隐患,清焦平均耗时20 d左右,个别甚至长达50 d。长时间停机清焦增加了安全风险和人力成本,管理成本随之上升,并且随着炼化厂产能逐步释放,三套装置轮流生产、轮流停机清焦的模式已无法满足生产需要。
2019年1月该炼化厂气化装置根据生产需要重新运行后,3号气化炉二段温度稳定在1 000 ℃左右,但十几天后二段温度逐渐降低,炉内结焦严重,气化炉废锅结渣堵死(结焦状况如图1所示);1号气化炉二段温度控制在985 ℃左右,但运行一段时间后1号气化炉一二段压差上升,炉内结焦严重,不得已停机检修,严重影响正常生产。
2.1 原料煤煤质分析
因投产以来气化炉结焦问题一直存在,加上结焦停机事故严重影响生产安全,为一劳永逸解决锅炉结焦问题,决定改善煤质。该炼化厂一直使用特低灰煤作为制浆原料煤,煤质数据见表1。
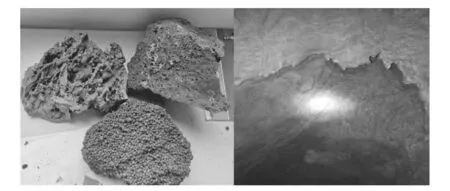
图1 3号气化炉结焦状况照片

表1 该炼化厂2017年11月至2019年5月原料煤煤质指标
从表2可以看出,特低灰煤有如下特点:灰分较低,收到基灰分5%~7%,煤粒在气化炉中充分燃烧后矿物质较少,因此产生的飞灰和熔渣均较少,利于排渣和干式除灰;灰熔点较低,原料煤灰熔点软化温度介于1 120~1 180 ℃;低硫、高水、高发热量,反应活性较强,污染物排放量少[10]。
2.2 结焦原因分析
据停机清焦时观察,气化炉二段喷嘴入口处结焦和气化炉一段底部熔渣堆积较为严重。
二段喷嘴周围结焦原因主要为二段水煤浆喷入炉内遇到一段高温高速合成气,水分瞬间蒸发,煤粒快速反应,剩余矿物质熔化;高温熔融的灰渣,在气流作用下遇到炉内耐火砖后发生粘连结焦,焦块逐步长大[11],导致一二段压差升高,气化炉废锅结渣堵死。
气化炉一段底部熔渣较多的原因主要是由于一段采用卧式布置,两端喷嘴射流形成的燃烧火炬[12],燃烧产生的熔融灰渣在重力作用下容易在下部炉壁沉积。
2.3 改进配煤方案
综合分析得知,原料煤灰熔点较低是二段喷嘴结焦主要原因。因此调整制浆煤质,采用石炭煤与低灰分煤配煤,提升制浆原料煤的灰熔点[13]。用于配煤的两种石炭煤煤质指标见表2。石炭煤1号与石炭煤2号分别与特低灰煤以8∶2和7∶3的比例配煤,形成4套配煤方案见(表3)。

表2 用于配煤的两种石炭煤煤质指标
从表2可见,两种石炭煤灰熔点FT均大于1 400 ℃,收到基灰分较特低灰煤高10%~15%,硫分较高,挥发分相较特低灰煤略低。
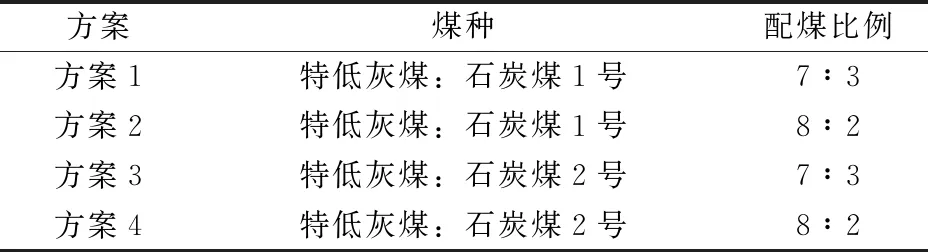
表3 配煤方案
各套方案配煤的煤质化验数据及成浆性见表4,其元素分析结果列于表5,其灰组成分析结果见表6。
对煤质指标、灰成分和成浆性进行综合分析,并结合其货源稳定性,认为方案1较方案2配煤均匀性更好,方案1较方案3热值高,方案1较方案4煤炭采购成本低,认为选择方案1对装置稳定生产更有利。
按方案1配煤投入生产后,一段温度稳定在1 400 ℃左右,二段温度稳定在1 024 ℃左右,二段结焦问题明显改善,一二段压差可稳定运行,但原料煤灰分上升,灰渣量升高,装置产气量下降[14]。

表4 各套方案配煤煤质指标及成浆性
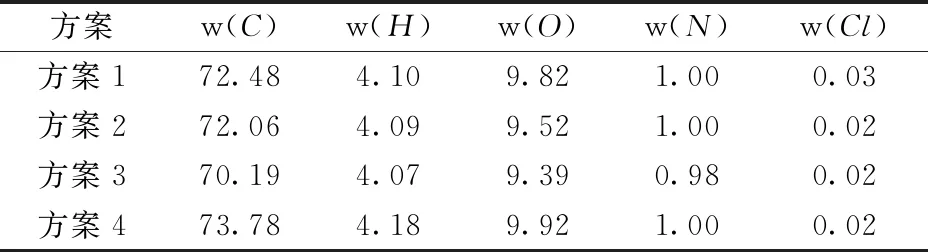
表5 各套方案配煤的元素分析 %
2.4 优化入料方案
特低灰煤∶石灰煤1号掺和比7∶3配煤方案(简称7∶3配煤方案)较纯烧特低灰煤最大的特点是提高了原料煤灰熔点,解决了结焦问题,但是却降低了燃料热值,原料煤反应活性也下降了,存在不利影响[15]。为了充分发挥特低灰煤和7∶3配煤方案各自的优点,进一步提出优化入料方案,如图2所示。气化炉一段采用优质特低灰煤所制水煤浆入料,气化炉二段采用特低灰煤与石炭煤7∶3配煤制浆入料。

表6 各套方案配煤的灰化学组成分析结果 %
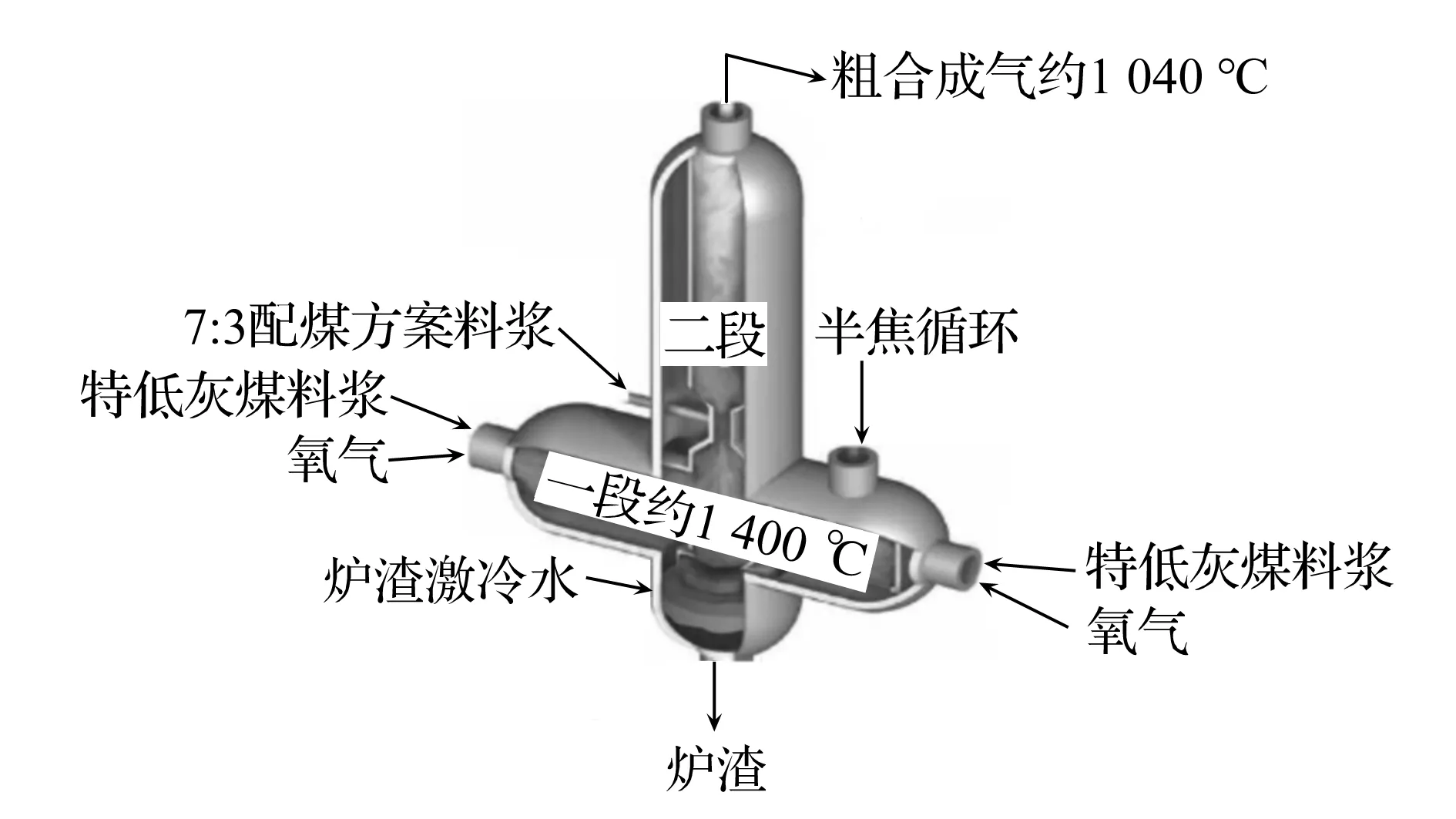
图2 气化炉一二段分别入料示意
约80%的优质特低灰煤料浆从一段喷嘴与氧气混合进入气化炉,有利于产生更高的炉温,煤粒在高速运转的气化床层中反应更彻底[16],保证了气化炉整体反应效率;约20%的高灰熔点7∶3配煤料浆从二段喷嘴进入气化炉,缓解和改善了二段入料口结焦问题,煤气组成也未发生明显变化,装置得以长周期运转,降低了安全风险[17]。
3 结 论
(1)E-Gas气化炉二段喷嘴口周围结焦严重是引起一二段压差升高,影响装置稳定连续生产的直接原因,结焦原因主要是二段入料煤浆灰熔点较低。
(2)气化炉二段采用高灰熔点7∶3配煤料浆喷入,高灰熔点煤粒遇高温煤气快速反应后,温度降至煤炭灰熔点以下,二段灰渣呈现固态存在,减少了二段结焦。二段煤浆入料灰熔点(1325±75)℃较为适宜。
(3)掺配石炭煤提高灰熔点的同时,提高了原料煤灰分,降低了煤炭反应活性,灰渣产量增加,产气量减少,装置经济性下滑,基于气化炉设计和生产实践,二段高灰熔点7∶3配煤灰分不宜超过15%。
(4)E-Gas气化炉可优化入料方案,气化炉一段采用低灰熔点煤浆,气化炉二段采用高灰熔点原料煤浆,不仅改善了二段结焦问题,而且保障了气化炉整体效率,煤气组成也未发生明显变化,降低了频繁停机清焦导致的经济损失和安全管理成本,装置安全性和经济性均有所提高。
