千万吨级选煤厂全流程一键启车的智能化开发与应用
2020-07-16王川增
王川增
(山西焦煤 运城盐化集团有限责任公司,山西 运城 044000)
1 概 述
1.1 行业概况
选煤厂是一个具有综合性、生产连续性、设备布局分散的工业化大生产系统,主要包括原煤筛分与破碎、重介质循环与回收、循环水澄清及复用、煤泥浮选及压滤脱水、产品转载运输等工艺环节。各环节按时序分段作业,各自相对独立但又环环相扣、错综复杂,如果储煤筒仓上游任一环节或设备出现故障,可能引发堵压设备、撒煤和跑水等生产事故,导致子系统甚至整个生产系统全线停产,进而影响选煤厂产品质量和经济效益。
随着PLC可编程逻辑控制器广泛应用于选煤厂集中控制系统,目前国内部分先进选煤厂在新建或集控系统改造时设计了按逆煤流顺序自动启车程序。对于小厂型单系统布置的选煤厂,设备对应关系简单,容易实现自动启车;对于多系统布置的选煤厂,因生产组织灵活,现场情况复杂,特别是遇到单台设备启动故障、泵不上料等情况时,PLC难以适应各种突发状况,全流程自动启车基本不能投用;也有部分选煤厂将全系统设备按功能划分为若干个模块,并进行PLC编程,靠人工判断模块之间的整体启动时间,实现了小范围内的自动启车。因此,对多系统布置且生产组织灵活的炼焦煤选煤厂,实现全流程一键启车,是选煤行业亟待解决的技术难题。
1.2 企业生产模式及存在的问题
斜沟煤矿选煤厂生产集中控制系统按工艺结构主要分为准备车间和主洗一、二期三大独立系统,其中准备车间共有参控设备91台(给煤机共64台,生产时投入6~10台),一、二期系统参控设备各160台(套)。主洗一、二期系统工艺和配置完全相同,镜像布置,各拥有2套块煤浅槽分选系统、3套重介旋流器主再洗系统及3套TCS粗煤泥分选系统。原煤准备车间由一、二期2套生产系统构成,4个原煤仓(8号及13号原煤各2个)下均布置1部收集带式输送机,通过机头分岔溜槽可灵活选择去一期系统还是二期系统,可实现8号与13号煤单独入洗,或者按任意比例配煤入洗。
生产组织方式需根据原煤及产品仓位、检修情况、外运计划及煤质变化等情况综合平衡,结合各原煤仓仓位、产品方案来决定煤种单洗或配洗,主洗一期与二期之间各子系统的开停,可以根据产品质量要求灵活搭配。因参控设备众多且生产方式灵活多变,PLC编程语言无法解决复杂逻辑控制算法的需求,故启车时只能由调度员根据生产方式安排,按照逆煤流逐台手工启动设备,系统匹配完全靠人工观察判断,参数调整完全靠人工操作,沉降过滤离心机和TCS粗煤泥分选系统需要现场岗位就地启动,启车时间长达40~60 min,空载时间长,设备磨损严重。
2 全流程一键启车的智能化开发
2.1 智能启车流程设计
2.1.1 方案选择
选煤厂不同的生产方式,投入的子系统或设备有较大区别。智能启车方案应涵盖选煤厂所有可能使用到的生产组织方式,提高系统选择的灵活性,从而避免启车时投入不相关设备,影响启车进度,增加无效电耗。根据选煤厂生产特点,启车灵活性应满足以下要求:
(1)采用两精方式,即两期系统同时洗精煤,全部子系统开启;
(2)采用一精一混方式,洗精煤系统中子系统全部开启,洗混煤系统中块煤开单浅槽或双浅槽,末煤系统可开2套或3套主洗,再洗不开;
(3)采用两混方式,适用于精煤仓满而要保证矿井出煤的情况,再洗系统全部不开;
(4)根据洗混煤水分情况,两精生产时压滤煤泥可全部掺入洗混煤,也可部分落地外排,煤泥外排运输系统相应停开;
(5)根据洗混煤发热量情况,TCS粗煤泥分选系统可全部开启,也可以部分开启甚至全部不开;
(6)每套TCS分选机有3个相互独立的分选桶,生产时用2备1,启车前应选择投入的2个桶;
(7)准备车间实现8号煤和13号煤单独入洗或配煤入洗方案。
为适应生产灵活性,智能启车软件优化了启车逻辑控制,根据生产方式配置启车方案,将洗选系统划分功能模块,运输系统按产品性质设置4条启车线,将并行子系统的公用设备列为启车线终点,产品仓上分配刮板列为起点,使重介分选及TCS系统拆分而互不影响。在准备车间、一期及二期系统界面分别选择需要开启的子系统,即可实现选煤厂现行工艺所有生产方式的应用,避免不相关设备投入启车进程,实现智能精准启车。智能启车Web端一期系统生产方式选择如图1所示。

图1 智能启车Web端一期系统生产方式选择界面
2.1.2 启车控制原理
(1)功能模块划分。启车模型将厂房内生产系统的设备按工艺性质划分为若干个功能模块,主要分为产品运输系统、煤泥水及稀介系统、介质循环系统、浅槽分选及原煤系统,便于实现分段逆煤流启车集中控制策略。每个功能模块又细分为若干启动单元,以同型号设备为分组依据,便于合理设定各设备启动时间节点,以其下游的收集、转载带式或刮板输送机的运行信号为整组启动的前置条件,提高启车效率。
(2)各功能模块原则启动顺序。首先开启产品运输系统和辅助系统:产品运输系统从仓上配仓刮板开始启动直至厂房内各过程产品收集转载带式或刮板输送机;辅助系统包含轴封水泵、冷却水泵及高压风系统。高压风系统先行启动后,可保证各类气动控制阀门执行元件或机构正常工作。
其次开启煤泥水系统及末煤稀介系统:按次序开启离心机、弧形筛、高频筛、各煤泥水泵、低压循环水泵,启动TCS系统相关设备,然后启动稀介系统的磁选机、磁尾泵、稀介泵。
再次开启合格介质循环系统:先开启高压循环水及各脱介筛,然后开启混料泵及合格介质泵,完成合格介质系统循环工作,主再洗悬浮液密度调节至带煤状态设定值,为带煤生产做好准备工作。
最后开启浅槽分选及入洗原煤系统:包括末原煤脱泥筛及分配刮板、块煤系统所有设备(包括块煤破碎机、浅槽及块煤合格介质泵、磁选机及稀介泵、脱介筛)、原煤分级脱泥筛、原煤入厂带式输送机,直到开启给煤机带煤生产。
各功能模块原则启动顺序框图如图2所示,本模块启动完成后才能触发下一个模块启动,避免设备提前投入增加电耗。

图2 各功能模块原则启动顺序
2.1.3 优化启动时序控制
(1)主启动单元划分。因各设备完成启动所需时间不同,大功率高压设备如703洗混煤上仓带式输送机、沉降过滤离心机,在主电机开启前需要先开启油泵充分润滑,间隔时间长达180 s。故在设备启动时序上,单独将沉降离心机及其冷却水泵从煤泥水系统中提前抽取,与703洗混煤上仓带式输送机列为主启动单元,等待上位机下发一键启车命令时,执行并行启车。沉降离心机启车完成后,洗混煤运输线也基本全部启完,正好投入到煤泥水系统启动阶段,减少了沉降离心机上下游设备启动的等待时间。
(2)在减小对电网冲击的前提下,实现设备并行启车。在保证供电系统安全稳定的前提下,优化设备集中启动算法,实现同一启动单元内多台设备并行启车,两台设备之间启动时间一般设置间隔3~5 s,以避免电动机启动瞬间大电流对电网造成冲击。
根据变压器容量及负荷率,计算变压器允许启动负荷。在变压器负荷率允许的条件下,可保证同一台变压器所供电的设备按工艺要求进行并行启车;否则当待启动设备启动时功率大于变压器允许启动负荷时,则相应调整设备启动时序,保证供电安全。
(3)优化待启设备前置条件。传统PLC对设备的控制主要依靠顺序控制或者计时控制,PLC自动启车的实现主要依靠延时启动,将要启动的设备按逆煤流方向单维度排序,设置计时器,无论满不满足条件都要启动,设备前后次序固化,无法跨设备启动。计时的控制逻辑在应对泵启动时,可能会因无桶位导致泵空转造成磨损。
智能启车除了将运行信号作为设备的启动前置条件,还可以根据不同设备的功能,将桶位、流量、电流等纳入启车前置条件,使设备一启动就投入到最佳工况或状态,避免了空磨或堵压事故的发生。
2.2 智能启车系统软硬件的实现
斜沟煤矿选煤厂拥有完善的PLC生产环网及集中控制系统,因其稳定性好、可靠性高,自建厂以来保证了生产系统安全平稳运行。但应对生产组织灵活的全流程自动启车程序开发时,基于PLC的梯形图编程语言就显得灵活性不足,风格单一,使得设备启动前后次序固化,综合应变能力较差,形成信息孤岛。
构建智能工厂须拥有完备的基础设施及服务,为智能启车的开发和实施奠定坚实的软硬件基础。该厂将OPC服务器及Java服务器部署在智能化机房内,采用OPC通讯协议,建立了基于OPC技术管控一体化的生产控制系统。系统结构框架图如图3所示。
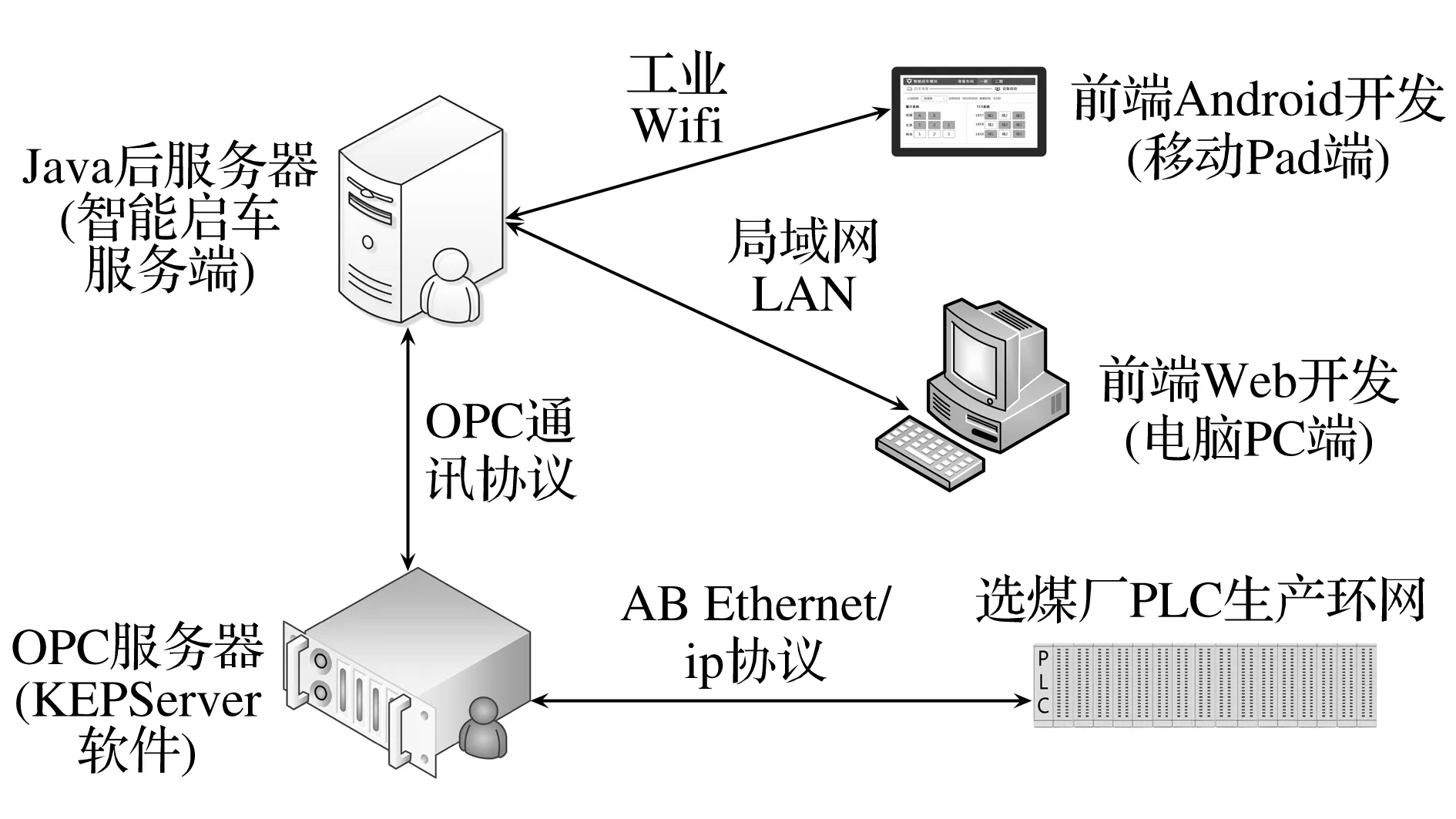
图3 基于OPC 的智能启车控制系统结构框架示意
OPC服务器安装有kepserver软件,创建地址空间并通过AB厂家PLC的EtherNet/IP通用工业以太网协议,将现场PLC设备读取的数据存到相应的节点位置,与设备实际控制物理地址一一对应,完成选煤厂PLC集中控制系统的数据采集,为应用层实时提供生产工艺设备运行状态、参数、故障报警及操作日志等海量数据,同时可接收来自Java应用服务器的控制指令再下发至PLC执行。
应用服务器上部署有使用Java语言定制开发的智能启车服务端软件,拥有强大而灵活的编程框架,可实现复杂的算法和各类定制的计算。智能启车软件预先建立不同启车方案工艺模型,根据操作员下发的生产方式和指令,对获取的实时数据进行深度融合处理和综合逻辑判断,运行“感知—分析—决策—控制—反馈—评估”的闭环控制机制,输出最优化结果进而转化成对设备的控制执行。
客户端是直接面向生产人员而开发的应用程序,以实现与Java后台的数据交互,包括web开发的PC端(操作员站)、Android开发的APP(Pad移动端)。操作员及现场人员通过客户端界面实时查看启车进度及设备监控状态,下发控制指令,对参数配置情况进行查看和修改,需要人工干预时点击按钮响应。客户端的两种技术开发,让人机交互更适应用户和现场,系统更加智能。
3 全流程一键启车的智能化应用
3.1 智能启车的创新功能点
(1)每条启车线和启车单元均可配置启动延时,灵活设置设备启动顺序和启车参数,从控制逻辑层面避免启车过程中出现的卡、堵、压现象。当需要修改启车流程改变控制逻辑时,操作员可通过连接后台服务器的web前端配置页面进行参数修改,不需要专业电气工程师进PLC程序修改,进一步提高了系统灵活性,降低了维护成本。
(2)启车前对所选启车方案进行全系统自检,自动诊断各设备运行条件、输入状态及保护接点是否满足启车条件,识别影响启车因素,并可进行一键处理集中/就地的转换、报警复位等操作。
(3)启车过程中自动应对处理故障,如泵不上料、设备故障等。系统将故障、报警信息内容实时推送至相关检修人员、生产人员佩戴的智能手环上,以便第一时间前往报警发生地进行处理,提高处理效率。
(4)遇短时可处理好的故障设备可使用跳过功能,实现跨设备启动,减少系统空转时间;设备启车完成后对所有设备状态进行整体扫描,状态异常设备集中显示,便于观察处理。
(5)系统启车后可一键恢复生产闭锁、一键恢复设备保护、一键切换带煤频率等功能,最大限度地减少人工干预,提高生产系统可靠性。
3.2 应用效益分析
智能启车的实现,安全、平稳、快速地完成了从产品仓上配仓刮板到原煤仓下给煤机全流程设备的一键启动工作,提高了生产系统控制水平及稳定性、可靠性,大大减少了启车过程中的人工参与,降低了工人劳动强度,提高了生产效率。
相比传统启车方式,智能启车由之前的40 min以上减少为20 min,单次启车消耗功率约减少4 000 kW·h。按每天启车1次计算,全年可为选煤厂节约用电146万kW·h,电费单价按0.5元/(kW·h)计算,全年可节约电费73万元,同时因减少了设备空转时间而降低设备磨损,节省了材料配件费用。
4 结 论
针对多系统并行布置的千万吨级炼焦煤选煤厂,生产组织灵活多变,传统的PLC自动启车难以适应全流程一键启车的要求。基于 OPC 技术的Java语言软件由于其良好的开放性和灵活的编码规划,适应工控领域复杂的控制算法,实现了选煤厂全流程一键智能启车及运行优化,具有较高的工程应用价值。
