基于SolidWorks陶瓷工厂多节渐缩圆锥管90°弯头滚弯板材的展开设计
2020-07-14蔡祖光
蔡祖光
摘 要:介绍陶瓷工厂多节渐缩圆锥管90°弯头工程图的作图方法,详细地叙述利用SolidWorks三维软件的钣金特征功能(放样折弯)设计制造多节渐缩圆锥管90°弯头板料滚弯(折弯)成型中性面薄壁筒体(俗称壳体)的三维曲面实体及其展开图的设计。
关键词:多节渐缩圆锥管;90°弯头;工程图;SolidWorks三维软件;设计
1 前 言
多节渐缩圆锥管90°弯头是多节渐缩正圆锥管组成90°弯头的简称(俗称90°“牛角”弯头),它是陶瓷工厂燃油输送、窑炉助燃空气、冷却空气的输送及含烟含尘气体的排放、墙地砖干压成型工序及日用陶瓷制品、卫生陶瓷制品修坯工序通风除尘、干压成型用陶瓷粉料制备用喷雾干燥器热风管道及排湿排烟等管道工程中广泛应用的变径转弯构件。如:陶瓷工厂窑炉助燃空气、冷却空气的输送及含烟含尘气体的排放管道等常用的变径90°转弯构件,就是由多节圆锥度角相同的圆锥管通过咬边连接(薄板)或焊接(中厚板)后制成的管道附件,其接口处的结合线为椭圆,在其轴向投影面内重合为一直线。尽管一些书籍[1]上介绍了多节渐缩圆锥管90°弯头滚弯(折弯)板料的展开设计,但因其设计计算烦杂,展开作图精确度低,而且设计计算及展开作图等劳动强度较大,工作效率又较低。在此,介绍多节渐缩圆锥管90°弯头滚弯(折弯)板料的展开设计新方法——利用SolidWorks三维软件的钣金特征功能设计制造多节渐缩圆锥管90°弯头板料滚弯(折弯)成型中性面薄壁筒体(俗称“壳体”)的三维曲面实体及其展开图的设计方法,供同行们批评指正。
2 多节(5节)渐缩圆锥管90°弯头工程图的作图方法
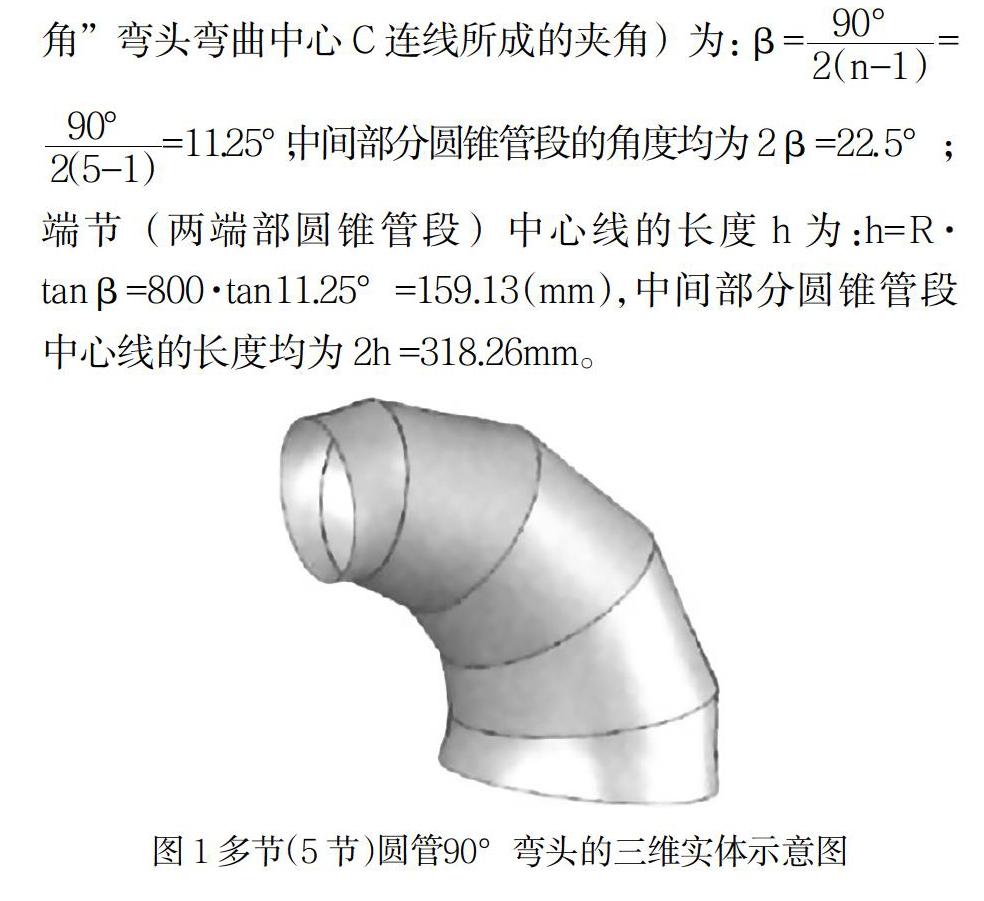
假设某陶瓷工厂通风除尘管路中采用的多节渐缩圆锥管90°弯头是由5节圆锥管组成(其三维实体示意图如图1所示),其主要参数如下:名义弯曲半径R=800mm,圆锥管的最大外径(大端外径)D=600mm,圆锥管的最小外径(小端外径)d=350mm及壁厚δ=4mm。端节(两端部圆锥管段)的角度β(圆锥管段两端面与“牛角”弯头弯曲中心C连线所成的夹角)为:β=11.25°,中间部分圆锥管段的角度均为2β=22. 5°;端节(两端部圆锥管段)中心线的长度h为:h=R·tanβ=800·tan11.25°=159.13(mm),中间部分圆锥管段中心线的长度均为2h =318.26mm。
如图2所示,我们可以作出大端外径D=600mm、小端外径d=350mm及壁厚δ=4mm的圆锥管的轴向投影图,该圆锥管的轴向长度(高度)H为:H=2(n-1)·h=2(5-1)·119.13=1273.04(mm)。由圆锥管底部中心点A0处沿其轴心线向上依次截取长度为A0A1=h、A0A2=3h、A0A3=5h及A0A4=7h(其中h=159.13mm)与圆锥管的轴心线相交于点A1、点A2、点A3及点A4,然后过点A1及点A3向“牛角”弯头的弯曲中心点C侧作斜度角为β(β=11.25°)的直线,同时过点A2及点A4向“牛角”弯头的弯曲中心点C侧的反方向作斜度角为负β(β=11. 25°)的直线,此四条直线将圆锥管分割成5节。
如图2所示,若以第1节(奇数节)圆锥管段(从圆锥管底部中心点A0处往上算起,点A0至点A1之间的图形)为基础,将第2节(偶数节)圆锥管段(点A1至点A2之间的图形)绕其轴心线旋转180°后,再以其左侧的最低点为旋转中心,将整个图形逆时针方向旋转2β=22.5°(β=11.25°)后,叠加在第1节圆锥管段的上端部;再以第3节(奇数节)圆锥管段(点A2至点A3之间的图形)左侧的最低点为旋转中心,将整个图形逆时针旋轉4β=45°(β=11.25°)后,再叠加在第2节圆锥管段的上端部;同样将第4节(偶数节)圆锥管(点A3至点A4之间的图形)绕其轴心线旋转180°后,再以其左侧的最低点为旋转中心,将整个图形逆时针旋转6β=67.5°(β=11.25°)后,再叠加在第3节圆锥管段的上端部;最后以第5节(奇数节)圆锥管段(点A4至点A5之间的图形)左侧的最低点为旋转中心,将整个图形逆时针旋转8β=90°(β=11.25°)后,再叠加在第4节圆锥管的段上端部后,就获得了5节渐缩圆锥管90°弯头的工程图,如图3所示。并且其锥度角如下:γρ=2tan-1=2tan-1=11.22°。所以说,对于多节(n节,n为大于2的整数,因为n=2时变成90°直角弯头,不属于多节渐缩圆锥管90°弯头的范畴)渐缩圆锥管90°弯头工程图的作图方法可归纳如下:
(1) 作出圆锥管分成n节的等分示意图(如图2所示,n=5)
(2) 以第1节圆锥管段为基础,即作为n节渐缩圆锥管90°弯管工程图的底端部。
(3)然后依次将偶数节圆锥管围绕轴心线旋转180°后,奇数节圆锥管不需旋转。再沿各自图形低端的最高点沿“牛角”弯头的弯曲中心侧旋转2(n-1)·β后,叠加在上一节圆锥管段的上端部,直至完成第n节圆锥管的叠加后,就获得多节(n节)渐缩圆锥管90°弯头的工程图(如图3所示,n=5)。
3 多节(5节)渐缩圆锥管90°弯头滚弯(折弯)成型中性面
在金属板材滚弯(折弯)成型的过程中,靠近上模(也称压模)的金属材料层逐渐缩短,而靠近下模(也称托模)的金属材料层则逐渐伸长。显然,在金属材料层由逐渐缩短连续地转变成逐渐伸长的过程中,必定有一个金属材料层的尺寸保持既不缩短也不伸长(尺寸不变)的状态,这一金属材料层就称为金属板材滚弯(折弯)成型的中性层。金属板材滚弯(折弯)成型中性层的位置通常与金属材料的化学成分、冶炼方式、材料的塑性变形能力的大小、板材的厚度、滚弯(折弯)模具的结构及其滚弯(折弯)成型生产工艺等许多因素相关。但实践生产过程中,对于工业生产中制造精度要求较低的金属板材滚弯(折弯)成型,通常认为金属板材厚度的二分之一处就是其滚弯(折弯)成型的中性层位置。显然,由各中性层所构成的面,则称为金属板材滚弯(折弯)成型中性面。
如图2所示,如:某陶瓷工厂通风除尘管路中采用的多节(5节)渐缩圆锥管90°弯头组成圆锥管的名义弯曲半径R=800mm,圆锥管的最大外径D=600mm,圆锥管的最小外径d=350mm,是由4mm厚的Q235A碳素结构钢板经等离子弧切割或氧气乙炔火焰(简称氧炔焰)切割下料后,打磨切割边残渣及去除毛刺后,经卷板机滚弯(折弯)成型及整型后获得圆锥管。由于采用板材滚弯(折弯)成型,应按大、小端圆的中径(2R+δ)、(2r+δ)作为中性层的尺寸,其中R和r是分别是大、小端圆的内腔半径,δ为滚弯(折弯)板材之厚度,高度H为大、小端圆中径之中心线之间的距离。
大端中径D0=D-δ=600-4=596(mm),小端中径d0=d-δ=350-4=34(mm)及H=8h=8×159.13=1273.04(mm),由此获得多节(5节)渐缩圆锥管90°弯头组成的圆锥管的滚弯(折弯)成型中性面的结构示意图如图4所示。
4 多节(5节)渐缩圆锥管90°弯头板材滚弯(折弯)成型中性面壳体三维曲面实体设计
为了简化作图,首先考虑二分之一(剖分式)圆锥管(5节渐缩圆锥管90°弯头)滚弯(折弯)成型中性面之曲面实体的生成。因为二分之一(剖分式)圆锥管(5节渐缩圆锥管90°弯头)滚弯(折弯)成型中性面之曲面实体就是一端为较大尺寸半圆形另一端为较小尺寸半圆形及适宜厚度(如:ε=0.1mm)的线段所组成的曲面实体。因此我们可分别作出较大尺寸及较小尺寸半圆形的 “草图”后,再通过SolidWorks三维软件钣金的“放样折弯”设计功能即可作出二分之一(剖分式)圆锥管滚弯(折弯)成型中性面之曲面实体的三维图。剖分式圆锥管滚弯(折弯)成型中性面所组成的曲面实体三维构造图及其各节圆锥管滚弯(折弯)成型中性面曲面实体三维构造图的绘制步骤如下:
4. 1 二分之一(剖分式)圆锥管滚弯(折弯)成型中性面曲面实体
4. 1.1 绘制大端半圆形“草图1”
接通电源,启动电脑,进入SolidWorks三维软件的绘图界面。
(1)选择菜单栏中“文件”|“新建”命令,弹出“新建SolidWorks文件”对话框,双击“零件”按钮后,生成“二分之一(剖分式)圆锥管滚弯(折弯)成型中性面壳体”的三维零件文件。
(2)任选一绘图基准面(如:前视基准面),再选择工具栏中“草图绘制”按钮,则弹出 “草图1” 绘制界面,单击“草图工具栏”里的“圆形”绘制按钮;或者选择菜单栏中的“工具”|“草图绘制实体”|“圆形形”命令,以坐标原点为圆心绘制直径为φ596mm的圆。
(3)通过直径为φ596mm圆的圆心做水平辅助线,交该圆于两点,然后通过单击“草图”工具栏“剪裁实体”按钮下的“强劲剪裁”选项,剪裁删除该圆的下半部分,保留上半部分,最后退出 “草图1” 绘制界面及存盘(如图5所示)。
4.1.2 “基准面1”的建立
(1)单击“参考几何体”工具栏中的“基准面”按钮,或选择菜单栏中的“插入”|“参考几何体”|“基准面”命令,则弹出“用于选择一个平面和一个不在该平面上的点,从而生成一个通过该点并平行于被选择面的基准面”的“基准面参数”时,选择“前视基准面”;同时,也弹出“用于选择一个平面,并在指定距离内生成一个与被选择面等距离的基准面”的“距离参数”后,选择H=1273.04mm即可。
(2)确定上述参数选择后,就会生成“基准面1”(如图6所示)。
4.1.3 绘制小端半圆形“草图2”
(1) 选择“基准面1”作为“草图2”绘制平面,再选择工具栏中“草图绘制”按钮,则弹出 “草图2” 绘制界面,同样,单击“草图工具栏”里的“圆形”绘制按钮;或者选择菜单栏中的“工具”|“草图绘制实体”|“圆形形”命令,绘制圆心位于“基准面1”上的坐标原点,直径为346mm的圆。
(2) 通过直径为φ346mm圆的圆心做水平辅助线,交该圆于两点,然后通过单击“草图”工具栏“剪裁实体”按钮下的“强劲剪裁”选项,剪裁删除该圆的下半部分,保留上半部分,最后退出 “草图2” 绘制界面及存盘(如图7所示)。
4.1.4 滚弯(折弯)成型中性面曲面实体
单击“钣金特征”工具栏“放样折弯”按钮,则弹出“放样折弯”参数编辑对话框,在“轮毂(P)”处:选取“草图1”及“草图2”,在“厚度”处(选择向外或向内均可)选取0.1mm,确定后,则形成二分之一(剖分式)圆锥管滚弯(折弯)成型中性面之曲面实体,并存盘,如图8所示。
4.2 二分之一(剖分式)多节(5节)渐缩圆锥管90°弯头各节圆锥管滚弯(折弯)折弯成型中性面曲面实体
4.2.1 第1节剖分式渐缩圆锥管90°弯头
(1)如图8所示,选择上视基准面作为“草图3”绘图平面,进入 “草图”绘制界面,将其另存为第1节剖分式渐缩圆锥管90°弯头。随后,通过二分之一(剖分式)圆锥管大端之中心点——坐标原点A0为起点,作二分之一(剖分式)圆锥管之轴心线A0A5交圆锥管之小端中心点A5,在轴心线A0A5上截取A0A1=h=159.13mm后获得点A1,然后过点A1作一直线,使其与过圆锥管之大端中心点A0的水平辅助线之夹角为11.25°(如图9所示),最后退出“草图”绘制界面并存盘。
(2) 单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,同时选择“正侧切除(N)”后,获得第1节剖分式渐缩圆锥管90°弯头滚弯(折弯)成型中性面之曲面实体,如图10所示,并存盘。
4.2.2 第2节剖分式渐缩圆锥管90°弯头
(1)如图9所示,将其另存为第2节剖分式渐缩圓锥管90°弯头,退出草图绘制界面。然后单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,并选择“反侧切除(N)”并存盘。
(2)同样,选择上视基准面作为“草图4”绘图平面,进入“草图”绘制界面,随后,通过二分之一(剖分式)圆锥管大端之中心点——坐标原点A0,作二分之一(剖分式)圆锥管之轴心线A0A5交圆锥管之小端中心点A5,并在轴心线A0A5上截取A1A2=2h=318.26mm后获得点A2。然后过点A2作一直线,使其与过圆锥管之小端中心点A5的水平辅助线之夹角为11.25°(如图11所示),退出“草图”绘制界面并存盘。
(3)单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,同时选择“正侧切除(N)”后,获得第2节剖分式渐缩圆锥管90°弯头滚弯(折弯)成型中性面之曲面实体,如图12所示,并存盘。
4.2.3 第3节剖分式渐缩圆锥管
(1)如图11所示,将其另存为第3节剖分式渐缩圆锥管90°弯头,退出草图绘制界面。然后单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,并选择“反侧切除(N)”并存盘。
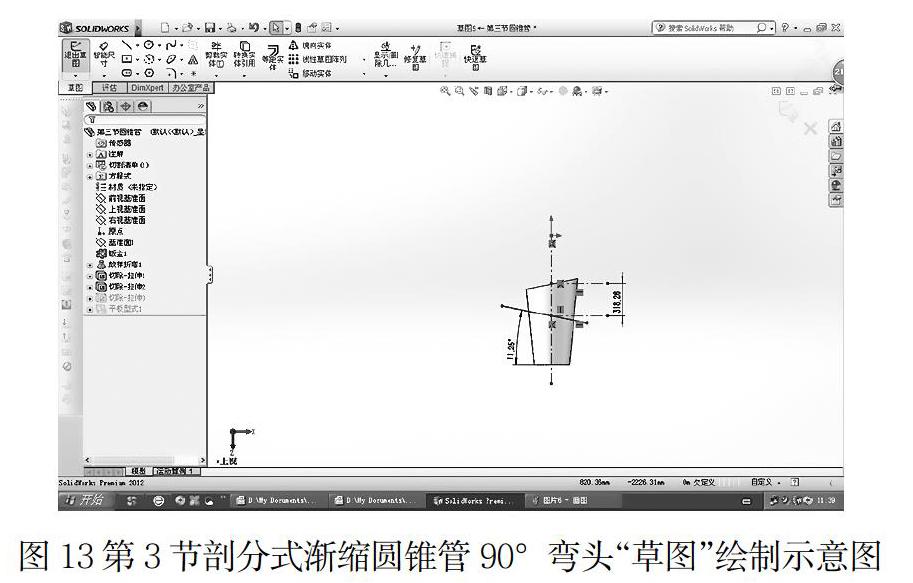
(2)同样,选择上视基准面作为“草图5”作图平面,进入“草图”绘制界面,过二分之一(剖分式)圆锥管大端之中心点——坐标原点点A0,作二分之一(剖分式)圆锥管之轴心线A0A5交圆锥管之小端中心点A5,并在轴心线A0A5上截取A2A3=2h=318.26mm后获得点A3。然后过点A3作一直线,使其与过圆锥管之小端中心点A5的水平辅助线之夹角为11.25°(如图13所示),然后退出“草图”绘制界面并存盘。
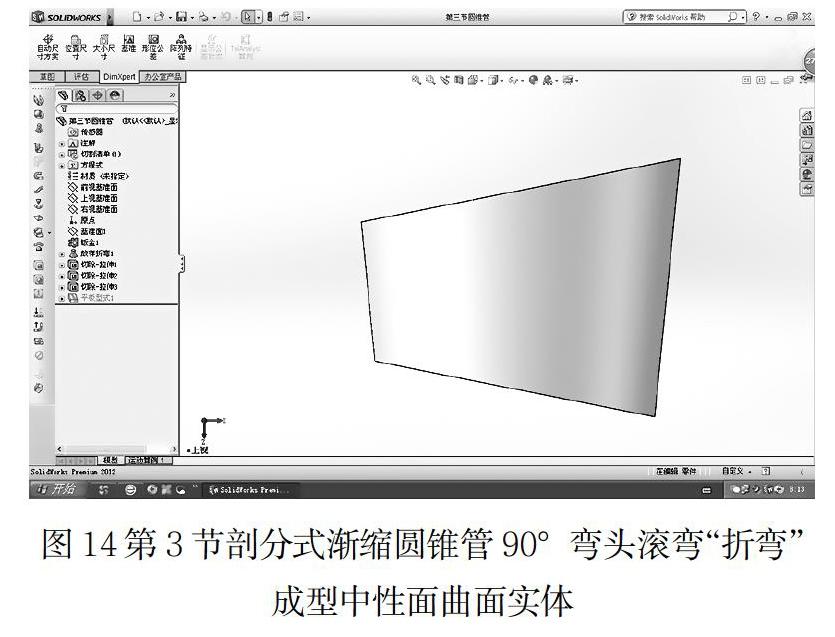
(3)单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,同时选择“正侧切除(N)”后,获得第3节剖分式渐缩圆锥管90°弯头滚弯(折弯)成型中性面之曲面实体,如图14所示,并存盘。
4.2.4 第4节剖分式渐缩圆锥管90°弯头
(1)如图13所示,将其另存为第4节剖分式渐缩圆锥管90°弯头,退出草图绘制界面。然后单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,并选择“反侧切除(N)”并存盘。
(2)同样,选择上视基准面作为“草图6”作图平面,进入“草图”绘制界面,过二分之一(剖分式)圆锥管大端之中心点——坐标原点A0,作二分之一(剖分式)圆锥管之轴心线A0A5交圆锥管之小端中心点A5,并在轴心线A0A5上截取A3A4=2h=318.26mm后获得点A4。然后过点A4 作一直线,使其与过圆锥管之小端中心点A5的水平辅助线之夹角为11.25°(如图15所示),然后退出“草图”绘制界面并存盘。
(3)单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,同时选择“正侧切除(N)”后,获得第4节剖分式渐缩圆锥管90°弯头滚弯(折弯)成型中性面之曲面实体,如图16所示,并存盘。
4.2.4 第5节剖分式渐缩圆锥管
(1)如图15所示,将其另存为第5节剖分式渐缩圆锥管90°弯头,退出草图绘制界面。然后单击“板金特征”工具栏“拉伸切除”按钮,在切除拉伸终止条件下拉列表中选择“完全贯通”,并选择“反侧切除(N)”获得第5节剖分式渐缩圆锥管滚弯(折弯)成型中性面之曲面实体,如图17所示,并存盘。
5 多节(5节)渐缩圆锥管90°弯头滚弯(折弯)板材的展开设计
进入SolidWorks三维软件的绘图界面,选择菜单栏中“文件”/“从零件/装配体制作工程图”命令,弹出“图纸格式|大小”对话框,选择适宜的“图纸”并确定后(获得如图18所示的界面),将右下方系列投影图中,下方标有“平板型式”的投影图拖入“工程图纸”内(如图19所示),将它另存为DWG文件。然后利用AutoCAD軟件对图19进行编辑处理(如:图形旋转及图形轴对称)及存盘后,获得第1节渐缩圆锥管90°弯头滚弯(折弯)板材的展开图如图20所示。
同理,我们可以获得第2节渐缩圆锥管90°弯头、第3节渐缩圆锥管90°弯头、第4节渐缩圆锥管90°弯头及第5节渐缩圆锥管90°弯头的展开图如图13所示。从下至上,依次为第1节圆锥管段(A0至A1之间的区域)、第2节圆锥管(A1至A2之间的区域)、第3节圆锥管段(A2至A3之间的区域)、第4节圆锥管段(A3至A4之间的区域)及第5节圆锥管段(A4至A5之间的区域)。再在各节圆锥管的展开料设计留放咬边余量,然后滚弯(折弯)成型为圆锥筒段,最后通过咬边连接(薄板)或焊接(中厚板)后制成多节(5节)渐缩圆锥管90°弯头。
参考文献
[1] 翟洪绪.板金展开计算法[M].机械工业出版社.2002.
