钢铁厂高炉供料自动控制系统改造分析
2020-07-14杜志华
杜志华
【摘 要】基于对钢铁厂高炉供料自动控制系统改造的研究,首先,阐述控制模式设计改造,其中包括区域集中手动控制模式、机旁手动控制模式、全自动控制模式等。然后,给出系统设计改造,包括明确系统配置、加强料仓控制等。最后,对于钢铁厂高炉供料自动控制系统改造工作要有正确认识,及时对系统进行完善,为钢铁厂更好发展打下基础。
【关键词】钢铁厂;高炉;供料;自动控制系统
引言
钢铁产业在促进我国更好发展中发挥着不可替代的作用,因此,为满足社会市场中对钢铁的需求,钢铁厂要不断提升自身工作效率与工作质量。在实际工作开展中,可以将高炉供料自动控制系统应用在其中。传统高炉供料自动控制系统已经无法适应钢铁厂工作的开展,因此,要结合实际情况,及时做好系统改造工作,确保系统安全稳定运行,为钢铁厂更好发展打下基础。所以,本文将针对钢铁厂高炉供料自动控制系统改造相应内容进行阐述。
1.控制模式设计改造
为使得操作人员的工作环境能够得到进一步完善,要及时对高炉供料自动控制系统的控制模式进行设计改造。在实际改造工作的开展中,需要相关企业与公司能够肩负起自身责任。比如,在设计改造中,将公司分为甲方与乙方,甲方、乙方负责的内容不同。甲方的工作有,提供有关设备控制的相关要求与资料;如果出现技术变更,要与乙方进行协商后,通过文字的形式告知乙方。乙方工作是为系统新增柜体成套提供货物;炉底车电控制系统运行调试;对原基础自动化系统进行优化。对于自身工作要有正确认识,然后在实际控制模式设计改造工作中发挥自身优势,实际工作可以从以下几点展开:
区域集中手动控制模式。在各个集控箱上,包括手动控制开关与自动控制开关,通常情况下在左方设置手动控制开关,也就是说,能够实现对集控操作台主令开关启停区域内皮带的有效控制。在不同集控箱上,相关设备设施的操作,只能通过设备的唯一开关进行有效控制。在这一过程中,操作人员要熟悉操作流程,明确相应操作规范,避免操作不当对系统的安全稳定运行造成影响。维修人员在设备设施的维修中,要及时断气断电,使得维修的安全性得到保障。如果采取区域集中用手动控制方式,那么其他控制模式必须禁止。
全自动控制模式。在区域集控操作台上,会设有手动控制开关与自动控制开关,在其右部会设置自动位,机旁操作箱内,机旁手动控制开关/机旁联锁自动控制开关,会在右边位置设置联锁自动控制位。在此背景下,单条皮带、单个设备能够受到全自动模式的影响与控制。全自动控制模式主要是指,在监控画面操作模式下,钢铁厂高炉供料系统当中的设备设施,会受到 WINCC操作画面的控制。在 WINCC操作画面中,会有以下几个主控按钮:①系统状态按钮。当系统处于运行状态中,全部设备设施会受到启用料仓料位的自动控制,通俗来说就是能够实现全自动供料。当系统处于调试状态中,设备设施只能通过鼠标的操作,完成启动或者停止[1]。该种方式主要被应用在,系统调试工作中。②WINCC操作状态按钮。当系统处于WINCC操作状态时,在WINCC操作画面中,鼠标无法实现对任何设备设施的操作。当系统处在WINCC 操作允许状态之下,可以通过有联锁方式或者无联锁方式,对设备设施进行操作。③联锁状态按钮。当系统处于WINCC操作无联锁状态中,可以通过鼠标无联锁,对某些设备设施进行操作。当系统处于WINCC操作有联锁状态中,可以通过鼠标有联锁方式,实现对所有设备设施的操作。
2.系统设计改造
为使得上料联系信号准确度得到保障,同时确保供料生产工作的安全性与可靠性,在实际系统设计改造工作开展中,要注意以下几点问题:
(1)明确系统配置。在系统改造工作开展中,要对系统实际配置情况进行分析与了解。系统硬件配置要保证使用的PLC系统,采用的是西门子系列S7-400系列,这样可以形成分布式结构,分布式结构性能较强,同时有着容易拓展优势。在网络设置中,采用以太网光纤通讯,这样才能更好实现PLC与上位机之间的数据信息交换。在系统软件配置中,在上位机安装中,要对WINDOW XP系统以及PLC开发系统进行充分利用,同时要合理应哟经WINCC监控软件,实现对系统运行的有效监控。在实际WINCC监控软件的安装设置中,要对与下位机系统以及其他系统的兼容性问题进行充分考虑与分析。在网络配置中,要实现自动化网络,因为自动化网络具备实时性特点、快速性特点以及兼容性特点等,可以为系统运行打下良好基础。在这一过程中,要加强对工业以太网的应用,为上位机与PLC之间的通讯提供保障。在网络中不同的上位机,都能够实现单体设备运行工艺的有效监督管理。
(2)加强料仓控制。在系统运行工作过程中,对于现场控制有着一定要求:槽上启用料仓料位,会直接自动向启用料仓进行上料,而停用料仓不会上料。因此,在设计工作开展中,当槽上启用仓料位下降到最低位置时,要对上料路径进行自动判断,这样选用的皮带才能够同时启动运行。在此背景下,启动时间会大大缩短,并且上料速度可以得到提升。当上料仓料位上升至最高处时,皮带会延时依次自动停止。在这一过程中,要对皮带空转时间进行考虑,要尽量缩短时间,并且能够降低对电能的消耗与浪费。所以,在仓料仓位检测时,可以选用德国进口超声波传感器,其测量范围能够在0.6m—6m之间,输出能够在4mA—20mA之间,输出电源是DC24V,重复精度能够达到9mm,有着良好的防尘与防水溅效果。该超声波料位传感器在运行过程中,输出的是模拟信号,所以,料仓料位上限与下限的设置要更加方便,在实际设定过程中,要加强对计算机键盘的应用。这样在更换工作开展中,才能不拆线,在接线期间采取接插件方式。在不同的槽上料仓都会设置相应的超声波料位传感器,将传感器安装在料仓中部位置,同时进行保护罩的设置,这样才能避免物料损坏问题产生。
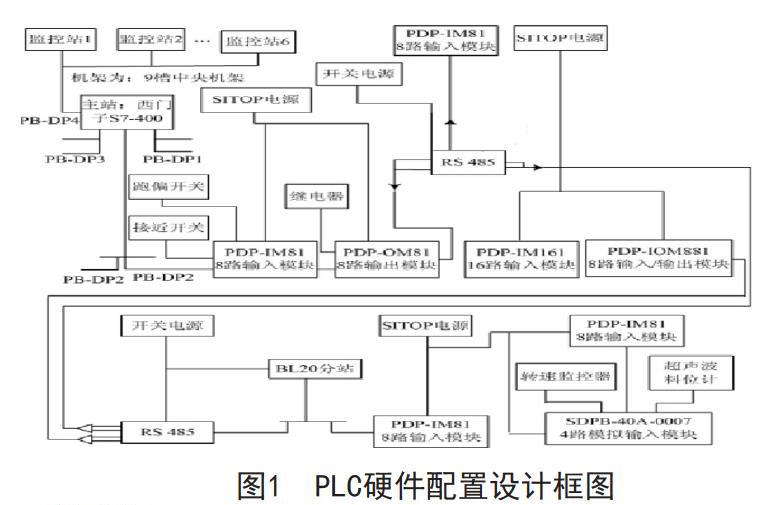
(3)加强皮带测控保护系统控制工作。在实际皮带测控保护系统控制过程中,要注意以下几点问题:①做好跑偏监测工作。当出现一级跑偏动作时,中控室操作站画面中,报警闪烁指示会亮起;出现二级跑断动作时,皮带会停止工作,在中控室画面中,能够明确是哪个跑偏动作,然后对故障情況作出准确定位。现场工作人员对于故障情况进行及时处理,使得故障问题能够得到更好解决[3]。②拉线急停。为使得急停操作的可靠性得到保障,要采取人工手动复位双向拉线开关方式。要将其中一对常闭点串联,连接到皮带接触器线圈控制回路中,另一对常闭点串联,要接入到PLC现场I/O模块中。在这一过程中,对于PLC硬件配置设计工作要给予更多关注与重视,确保设计合理性(如图一)。这样皮带在因为拉线开关工作而导致停机时,中控室操作站在画面中能够明确是哪一个拉线开关动作,对故障问题进行精准定位,实现对故障问题的有效处理。
3.结束语
综上所述,对于钢铁厂高炉供料自动控制系统改造工作,需要钢铁厂以及有关部门能够加强重视程度。及时对系统进行分析,然后根据实际情况,对系统进行设计与改造。确保系统安全稳定运行,提升钢铁厂工作质量与工作效率。
参考文献
[1]苏福永,倪佩韦,温治,王铁民.钢铁厂焦化及烧结工序热量利用效率及余热资源评价[J].能源与节能,2020(04):48-51.
[2]史强.钢铁厂垛板机智能化控制研究与应用[J].中国重型装备,2020(02):25-26.
[3]高雪莹,闫昱程,李婕,郭利利,何秋生,李宏艳,王新明.基于臭氧前驱物钢铁厂煤相关工艺的排放特征[J].太原科技大学学报,2020,41(02):94-99.
