水平甲板片焊接变形控制技术
2020-07-14张国亚王蒙翟桂森秦强
张国亚 王蒙 翟桂森 秦强
【摘 要】海上巍然壮观的采油平台,其主要结构一般是由立柱和水平甲板片及层间拉筋和房间墙皮构成,采用更为完善的焊接方案与焊接方法对水平甲板片焊接变形进行有效控制,可以提高平台的制造技术、降低制造成本、提高效率。
【关键词】甲板片;平台;焊接;变形控制
1.甲板片的组成
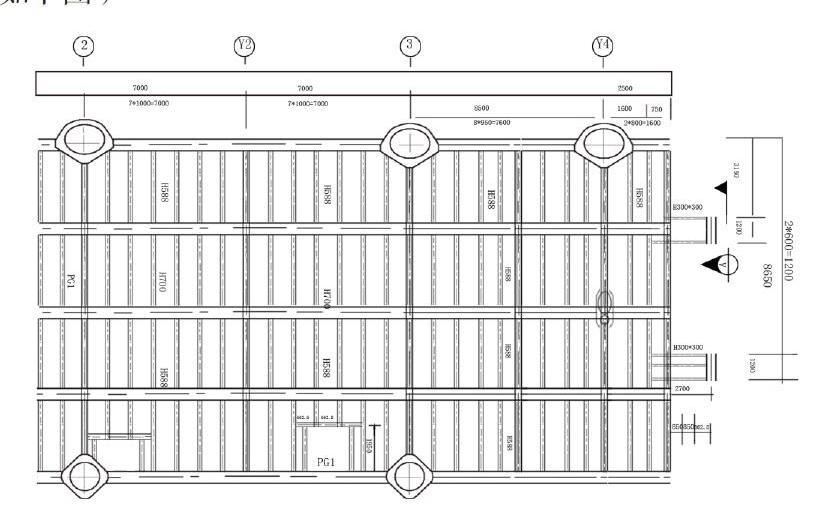
甲板片是由不同规格的“工”字型钢拼装成梁格形式,组块的大小不等,甲板片的大小也不同,一般为20m×30m、30m×30m不等,工字钢的规格也有1800mm、1200mm、1000mm、800mm、440mm、350mm等多種尺寸。大梁组装成大的框格,再在框格里组装小梁,梁的规格不同,但梁的上翼缘板表面平齐,再在梁格上整体铺板形成(如下图)
2.甲板片焊接时易产生的变形
水平甲板片的预制过程中焊接变形一直是一个难以解决的难题,主要是甲板片焊后水平尺寸的控制,甲板片在“工”字型钢组装时要求“工”字型钢上翼缘板上表面在同一水平面,“工”字型钢焊接完成后在上面铺板,这样的结构形式使焊缝布置不对称,截面中性轴偏上,焊后焊缝的收缩使甲板片形成四周上翘中间下凹的焊接变形。在现场生产过程中甲板片焊完后形成的焊接变形,一般达到正负60毫米至70毫米。
3.甲板片焊接变形产生的原因
甲板片梁格焊接时,由于梁的规格不同且上翼缘板平齐,焊缝在梁格截面上分布不均,主要分布在中性轴上部,在焊缝收缩应力作用下,使梁格整体产生四周上翘的变形;在铺板焊接时,由于钢板铺在梁格的上翼缘板上,板拼接焊缝收缩更加大了梁格的四周上翘变形,最后形成整个甲板片的四周上翘变形。
4.规范要求
海洋钢结构制造规范规定:甲板片预制完成后甲板面水平尺寸为正负6毫米。
5.变形控制措施
5.1调整焊接顺序
以往普遍的做法是焊前在甲板片四周放置配重块(9—10吨的铸铁块)形成强制性固定,焊后再进行火焰矫正方能达到规范要求。
甲板片的焊后校正工作费时费力又对整体质量有一定的影响,在保证工字型钢整体梁格的焊后水平的同时却忽略了铺板焊接时的收缩变形,为此,对甲板片整体梁格的焊接方案做了调整:
(1)先焊每一个工字钢的下翼缘板,遵循先主梁后辅梁从中间向四周的顺序.
(2)再焊每一个工字钢腹板与上翼缘板相交的仰焊焊缝,也遵循先主梁后辅梁从中间向四周的顺序.
(3)再焊每一个工字钢腹板与下翼缘板相交的平焊焊缝,也是先主梁后辅梁从中间向四周的顺序.
(4)再焊每一个工字钢腹板与腹板相交的立焊焊缝,也是先主梁后辅梁从中间向四周的顺序.
(5)最后焊每一个工字钢的上翼缘板,先主梁后辅梁从中间向四周的顺序。
5.2选用适宜的焊接工艺
(1)在梁格焊接时选用药芯焊丝二氧化碳气体保护焊。 二氧化碳气体保护半自动焊操作性能好,明弧焊接,能清楚地看到焊接的全过程,它具有焊条电弧焊的灵活性,适宜进行全位置焊接,工字钢接头中有平、横、立、仰各种焊接位置,特别是小梁,短小曲折焊缝较多,二氧化碳气体保护半自动焊正好适宜工字钢接头的焊接。二氧化碳保护焊由于电弧加热集中,焊接速度快,所以焊缝的热影响区和焊件的变形小。在焊接过程中,根据工字钢接头的具体情况,尽可能地采用较小的焊接工艺参数,即小电流和较快的焊接速度,可减小焊接电弧的热输入量,使热影响区范围减小,从而减小焊接变形。
(2)铺板焊接时,板拼接焊缝选用埋弧自动焊或者小车自动焊。埋弧焊的熔池受熔渣和焊剂蒸汽的保护,不与空气接触,抗风能力强,在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法强的多,特别适宜在工地现场焊接。甲板片铺板的平焊对接焊缝正好适宜用埋弧焊焊接。①这样完成整体梁格的焊接,可以形成一定的中间上拱变形,在铺板焊接后通过甲板的焊接收缩来矫正抵消梁格的上拱变形,最终获得甲板片的整体水平,这样可有效的控制甲板片焊接后的水平尺寸,使其达到规范要求。②甲板片变形在火焰加热矫正时一般是对主梁的腹板和下翼缘板进行正三角形形状的加热,加热温度为600℃—800℃,加热后自然冷却或强制冷却,利用冷却后这些部位产生的变形与焊接残余变形相互抵消来达到矫正的目的,这样以来对主梁的力学性能就可能产生一定的影响,主梁的塑形储备也会减少。采用这种变形控制方法能避免因矫正对主梁性能的影响。③甲板片变形火焰矫正时,关键是选定加热部位及加热点(即上面提到的三角形)大小,而这两项的选定没有明确的计算公式或其他方法,只能凭经验操作,具有很大的难度,且加热时加热温度的把握也非常困难。采用这种变形控制方法很容易就避免了这种难题的出现。
参考文献
[1] 迟燕芬. 浅海固定式平台陆地建造技术[J]. 工程建设及设计,2006(6).
[2]SY-T 10030-2004 [S].海上固定平台规划、设计和建造的推荐作法—工作应力设计法.
[3] 叶德安.钢结构工程技术手册[M].武汉:华中理工大学出版社,1995.
[4] 周浩森,等.焊接结构设计手册[M].北京:机械工业出版社,2007.
[5] 王民锋. 组块建造过程中焊接变形的控制[C]//2008年全国钢结构学士年会论文集
[6] 焊接技术[M].悲剧:机械工业出版社,2002.
