锦纶6 POY长丝生产量化评价指标及改善对策
2020-07-13沈宏山龚静华
沈宏山,龚静华
(1.南通九州化纤有限公司,江苏 南通 226682;2.东华大学,上海 200051)
目前,我国的锦纶6 POY(Polyamide 6 Pre-Oriented Yarns,预取向丝)长丝的生产企业主要集中在福建、江苏、浙江、广东等地。江苏海安集聚了众多化纤生产企业,其锦纶6 POY长丝的生产规模一般在2~10条线、十几个到几十个纺丝位,年产量在千吨到两万吨量级。构建评价这类规模企业的生产管理和效率的方法,对区域产业发展有较好的促进作用。
本研究针对锦纶6 POY长丝生产的工艺全过程进行分析,以结果为导向,兼顾但不拘泥于具体的生产工艺和装备过程的细节或差异,探讨这类中、小规模的锦纶6 POY长丝生产企业组织管理的关键及可比较的生产率(Partial-factor Productivity)量化指标和管理改进对策,是评价和提升同行企业之间或同一企业不同时期的生产管理水平的重要方法。
锦纶6 POY长丝生产企业一般都采用熔体纺丝成型工艺[1],以切片熔融纺丝为核心的工艺过程:锦纶6干切片→螺杆挤出机→熔体分配管道→计量泵→纺丝组件→纺丝窗(风冷)→上油→甬道→卷绕成型→落丝→检验→包装→入库。
锦纶6 POY熔体纺长丝的生产是一种流程制造(Flow Manufacturing,FM),被加工的对象锦纶6切片不间断地通过螺杆挤出机熔融挤出、经熔体分配管道分配进入计量泵、纺丝组件,经冷却成型,被连续卷绕在丝筒上,是一种连续生产(Continuous Manufacturing,CM)过程,纺丝和卷绕两大工序是关键过程。在实际生产中,不同企业、不同生产装备的工艺控制和生产组织具有个性化和传承性,生产流程和组织目标是相同的,但生产组织管理的效益和效率是有差别的。生产效率是指在已有或确定的生产资源下运行的生产制造能力,通过分析其生产过程,比较不同生产组织管理间的差异,探讨对生产效率进行量化评价并持续改善,能有效地指导和促进生产制造能力的提升。
1 锦纶6 POY长丝生产评价指标的筛选
安全、质量、成本和交货期是制造业生产管理的核心。安全是一切工作的前提,保证交货期是生产调度和计划管理的基本职能。质量和成本是评价不同生产组织管理的关键。以结果为导向的循证分析是鉴别筛选锦纶6 POY长丝生产量化评价指标的原则。
锦纶6 POY长丝生产管理的评价是一个系统工程,涉及的范围和内容很多,致力于在现有资源和模式下,探讨对锦纶6 POY长丝生产管理能力进行量化评价的具体指标。
不同的生产组织管理因其自身的生产装备先进程度不同,决定了其产能的大小,单位时间的产出差别较大。针对不同的生产组织现状,剔除与具体产品有关的指标如产量等,因为同样的资源和管理,生产线密度低的产品、时产量等指标必然低,筛选具有可比性的量化指标来评价其生产组织管理结果的差异是探讨的主题。
通过对众多的量化指标如能源消耗率、人均产出率等指标进行鉴别筛选。通过鉴别筛选,能源消耗率指标的高低主要取决于生产设备自身的先进程度,生产管理对其影响较弱;同样,人均产出率也一样,这类指标因不同组织的个体间存在明显差异化,不能作为可比较的评价指标。
生产管理实践中,针对同类规模的不同企业间的锦纶POY长丝生产,以结果为导向,遵循用同一个生产企业自身客观存在的理想化状态,即理论指标和其生产的实际结果即统计数据来比较。两者的百分比作为量化评价指标,着重于同样条件下组织生产能力优劣的比较,鉴别筛选不同个体间的差异化影响较弱的、具有可比性的量化指标,实现便捷、有效的评价。选定投入产出比、优等品率和机时利用率3项指标,表征不同生产组织间的生产组织管理的有效性。
2 量化评价指标
2.1 投入产出比

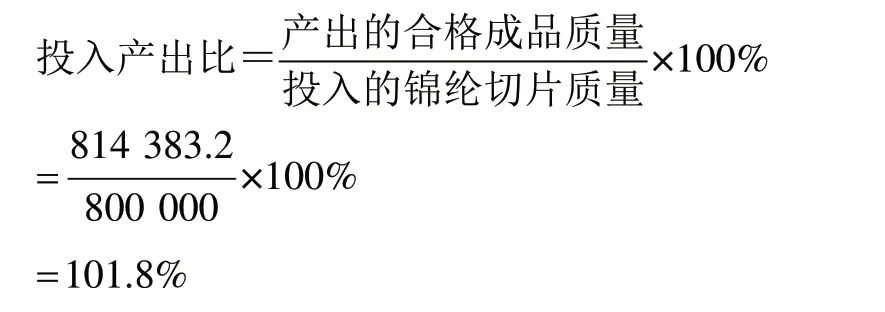
投入产出比又称投入产出比率(Input-Output Ratio,ROI),是连续生产流程制造的重要成本指标,具体指每投入1 t锦纶6切片原料产出的合格产品量的百分率,是评价生产率及经济效果的指标,其值越大,表明生产管理的成效越好,原料利用率越高、浪费越少[2]。行业的一般水平在101%~102%。与投入产出比相关联的有废丝率、成品率等指标。
2.2 优等品率
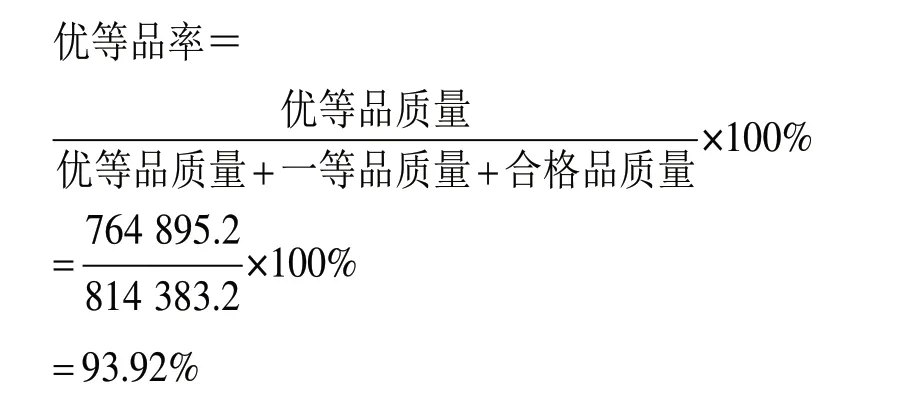
依据FZ/T 54024—2019《锦纶6预取向丝》行业标准的“产品分等”规定,产品分为优等品、一等品和合格品3个等级[3]。生产实践中,优等品通常又称为“AA”,所以,优等品率又称“AA率”,是指在一个连续的生产时间段内,优等品占所有产品(优等品、一等品和合格品)之和的比率是质量之比,是评价生产产品的品质指标,其值越大,表征生产的产品质量越好。行业的一般水平在95%。
2.3 机时利用率
锦纶6 POY长丝生产是连续生产的流程制造,实际生产中,要铲板、更换组件,会出现断头或机器故障维修等,必然存在非正常生产的停机时间。
机时利用率是指若干台机器设备进行正常生产的时间之和与累计的各台机器设备总开机时间之比,是衡量机器设备进行正常生产、形成有效产出的时间占比。这个指标实质上与工艺的稳定性、成熟度、设备的完好性、人员操作技能等因素有关,是评价生产产出效率的指标,其值越大,单位时间内的产量越高,表征其满负荷生产的程度越高。
即:
2.4 量化评估指标的计算实例
某化纤厂,锦纶6 POY长丝生产有8条线共50个纺丝位,以2019年9月锦纶6 POY长丝生产的数据为例,进行量化评估指标的计算。
2.4.1 投入产出比的计算
2019年9月份的锦纶6 干切片投入量及产出成品量如表1所示。
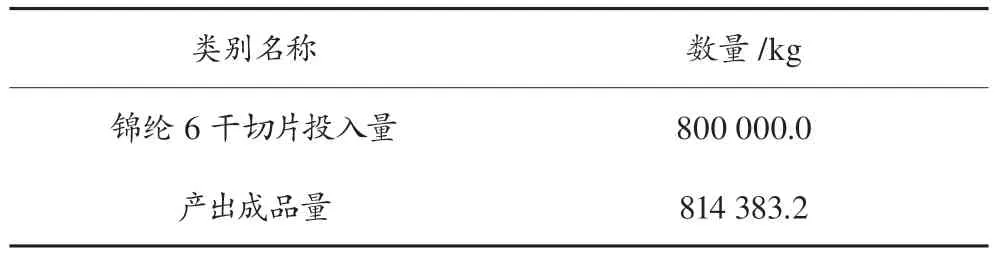
表1 2019年9月锦纶6 POY长丝的原料及产出成品量统计
2.4.2 优等品率的计算
2019年9月份,锦纶6 POY长丝产品等级及产量统计如表2所示。
2.4.3 机时利用率的计算
2.4.3.1 机台正常生产时间
机台正常生产时间即形成有效产出的时间,是各台机器设备进行正常生产时间的总和。
实际生产时,逐台计量统计正常生产的机台时间,大多数企业的设备没有此功能,用人工统计是难以实现的,所以本研究提出以相应品种的实际产量和长丝的实测线密度(纤度,Linear density)为依据,计算机台正常生产时间,即:
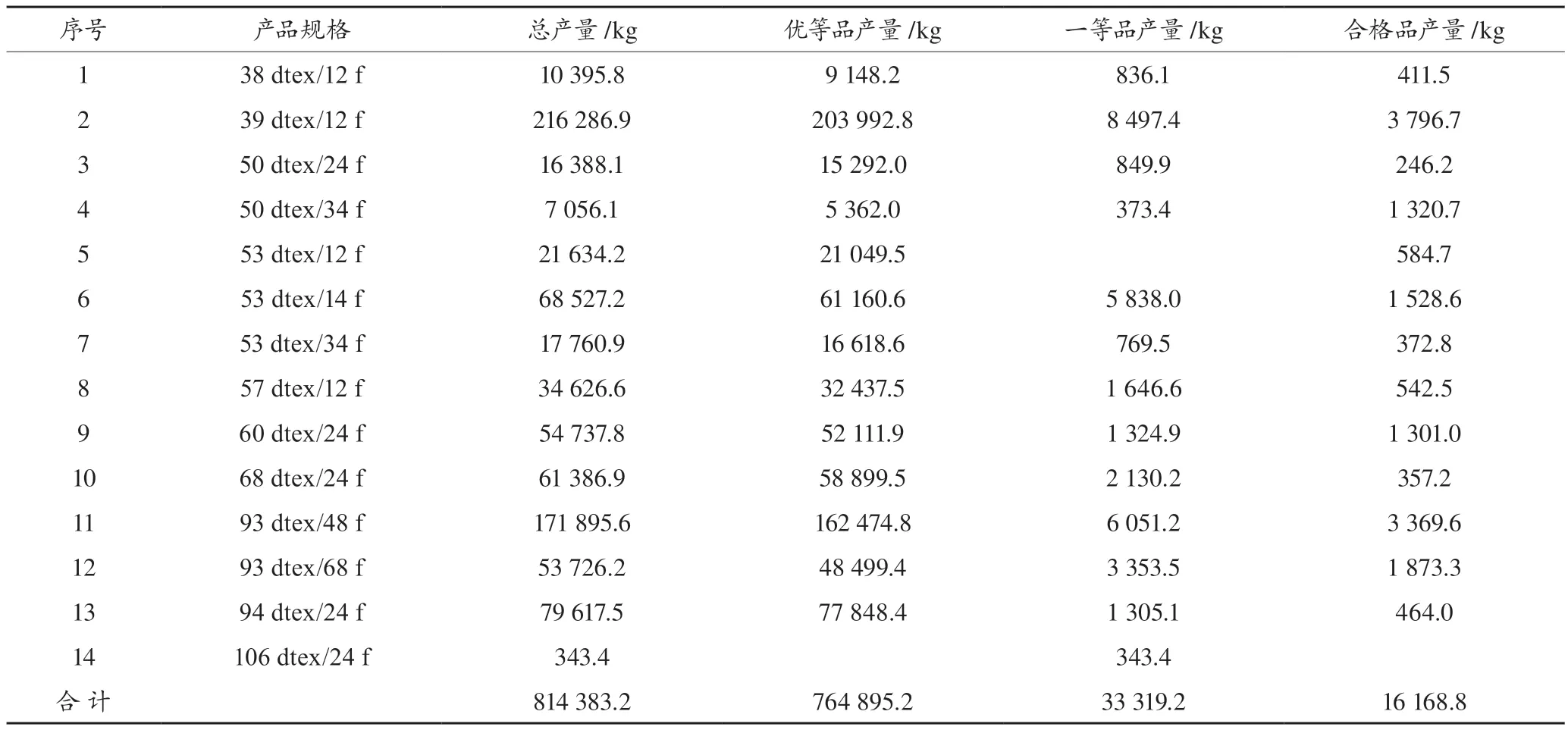
表2 2019年9月份锦纶6 POY长丝产品等级及产量统计

式中:N—锭数,厚饼(12头纺)取N=12,薄饼(24头纺)取N=24。
本实例计算中,把实测线密度视为与长丝的名义线密度(Nominal Linear Density,NLD)一致。
如表2所列的产品38 dtex/12 f,生产的是厚饼(12头纺)、卷绕速度是4 250 m/min,则:
即生产38 dtex/12 f的单位小时产量是11.628 kg/h。
如表3所示,产品38 dtex/12 f的9月份产量是10 395.8 kg,正常生产机时是894.03 h。
针对不同产品的正常生产时间如表3所示,9月份的累计正常生产机时为33 541.42 h。
2.4.3.2 总开机时间的计算
锦纶6 POY长丝的生产是连续生产,3月份50台纺位的总开机时间即总开机时间=24 h×50台×30天=36 000 h。
综上,
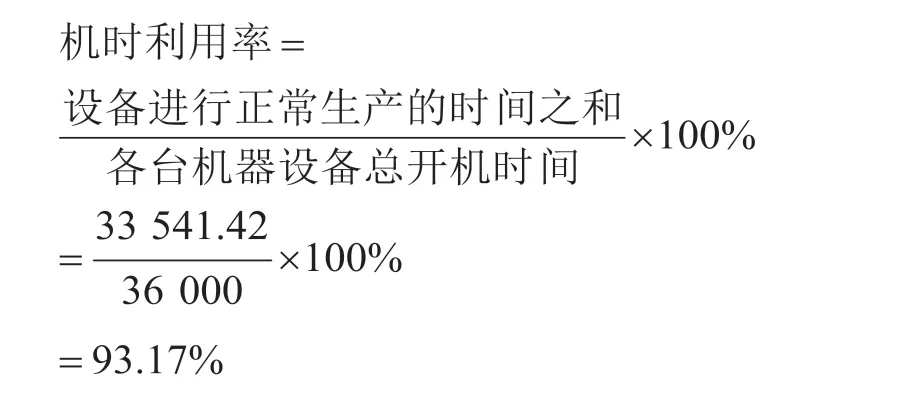
即9月份的机时利用率为93.17%。
3 提高量化评估指标的改善对策
提高投入产出比、优等品率和机时利用率3大评价锦纶6长丝生产的量化指标,要通过对企业具体的生产过程进行全面分析、系统协调和重点管控,整体提升生产效率。
生产效率的提高是指在不改变主要生产要素资源条件下,通过对“人、机、料、法、环”等方面的持续改善,关注细节和流程,提高生产效率,通过投入产出比、优等品率和机时利用率3大量化评价指标的变化来体现这种改善成效。结合生产实际和实践经验,提出5种主要的改善对策。
3.1 纺丝工艺参数要有针对性
加强对切片原料的质量指标的管控,纺丝工艺温度、侧风冷或环吹风温湿度及风速等工艺参数要及时、动态地针对相应批次的原料进行调控,保证纺丝工序生产稳定。
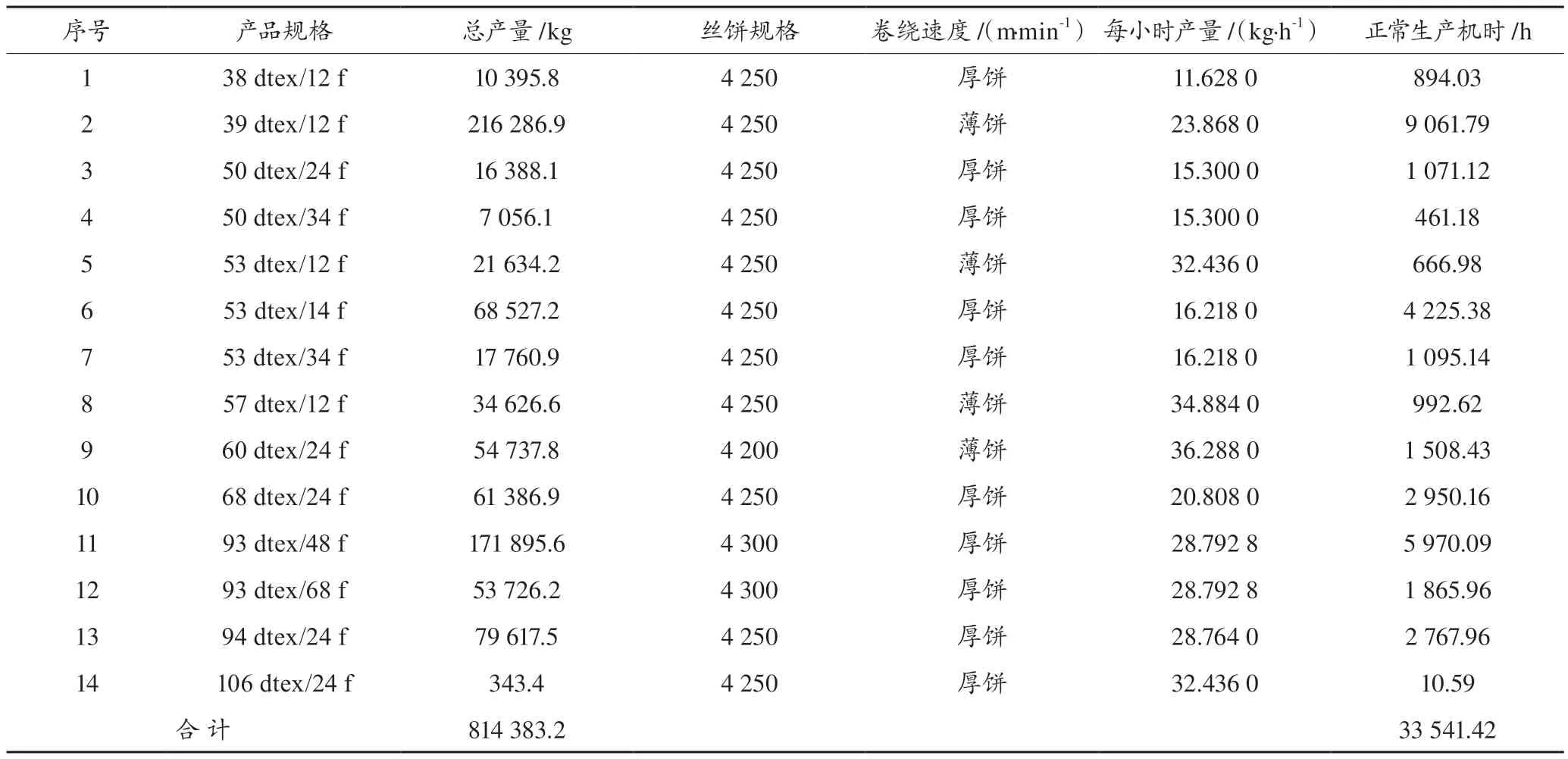
表3 2019年9月份有效生产机时统计
3.2 加强纺丝组件的质量管控
组件是纺丝工序的核心部件[4]。纺丝组件的质量管控分为生产准备的组件组装和生产过程中的组件维护两个部分。
组件组装时要保证喷丝板的清洁、检板到位,组装过程的质量控制包括过滤砂的配比、组件密封坚固性,如存在质量缺陷会引起漏浆、毛丝等,严重时会出现连续更换组件,会减少机器的正常生产时间、增加不合格品、降低优等品产量。
生产过程中的组件维护首先要做到预热温度适宜、正确安装组件,最关键的是及时铲板、保持喷丝板表面的清洁,同时要监测组件压力,避免或减少这些异常引起正常生产中断。
3.3 强化集束上油及油剂回路的巡查
集束上油是锦纶6 POY长丝生产的关键过程,如出现异常会引起POY长丝少油、无油等情况,结果会造成产品降等、增加废丝量。只有正常上油,才能保证丝束均匀冷却、成型好、条干均匀。
油剂回路的巡查包括从油剂配备入桶(槽)到向纺丝位的输送和油剂泵的定量上油和相关的管路通畅,持续无中断、无跑冒滴漏等现象。
3.4 规范卷绕成型操作
卷绕成型对机时利用率的影响最大,最主要的是要减少非正常生产的停机时间,提高一次升头成功率、缩短升头时间,杜绝二次升头,在异常断头的情况下允许一锭拉断飘丝保证其他锭位产出优等品,加强成型检查,提高优等品率。
3.5 加强设备的预防性维护保养
生产设备和公用设备的完好运行是锦纶6 POY长丝生产的根基。保持设备的状态完好,通过管理加强对设备的预防性维护和保养,加强操作工对设备性能的了解和掌握,追求“人机合一”的工作状态,发现异常及时处理,要摒弃“坏了才修”的陋习,要理性地认识到,不是先进的、好的设备才要维护保养,旧设备、二手设备也必须处于完好状态,这是很多中小规模企业的认识误区。有条件的要推行全员设备维护(Total Productive Maintenance,TMP)的管理模式,减少一切可以避免的设备停产时间,是提高机时利用率的必由之路。
笔者在生产实践中实施这些具体的对策半年多,具有明显成效,表4列出了示例工厂 2020年3月份的统计数据。
需要说明的是,表4中产品39 dtex/1 2f生产了24 h后又改纺其他品种,导致其优等品率较低。这也说明生产管理中要加强生产的计划性,减少改纺的频次是提高优等品率的重要举措。
将表4、表5与9月份数据对比,其中优等品率从93.92%提升到了97.65%,机时利用率从93.17%提高到了95.33%。
4 结语
改善和提高锦纶6 POY长丝生产的组织管理效率,可以通过与同类企业比较,也可以通过本企业不同时间段的前后比较,通过比较投入产出比、优等品率和机时利用率3大指标的差异可以直接、有效地量化生产组织管理效率的高低,有针对性地进行改进和改善,促进生产组织管理和效率的提升。
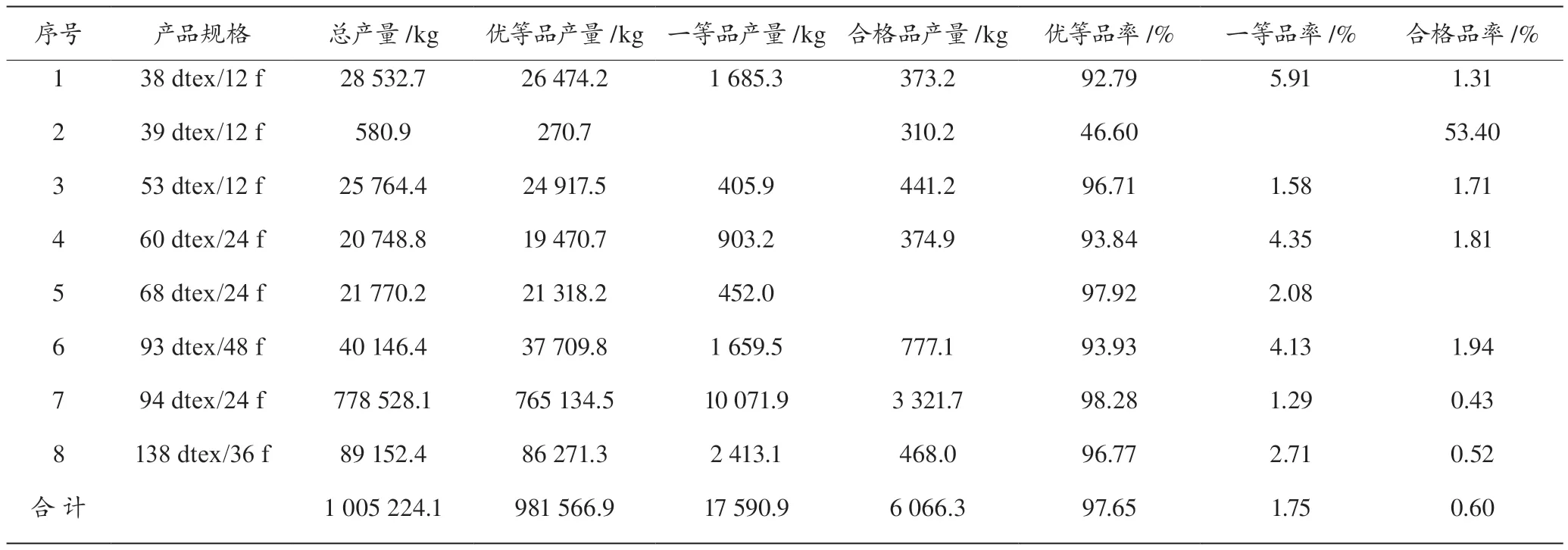
表4 2020年3月份锦纶6 POY长丝产品等级及产量统计
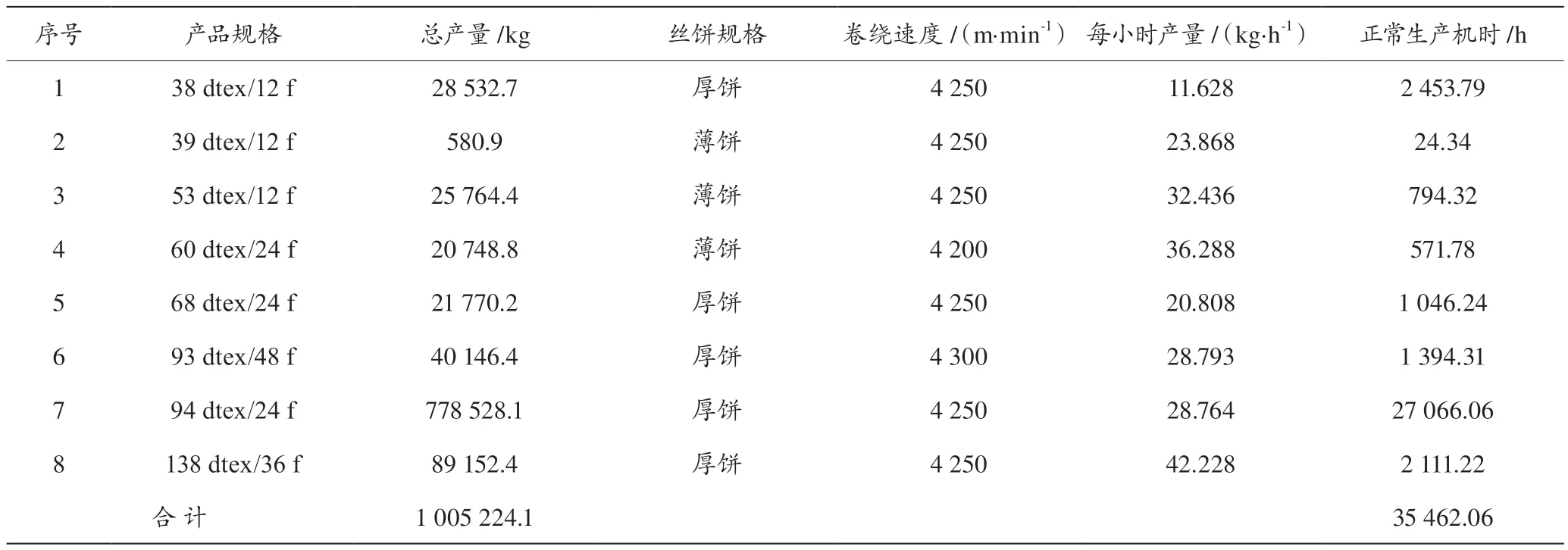
表5 2020年3月份有效生产机时统计