钛及钛合金TIG焊接的气体保护措施和设备
2020-07-08钟强昇

摘 要:在钛及钛合金TIG焊接过程中,由于缺乏气体保护措施和设备而产生的气孔、裂纹等焊接缺陷笔笔皆是。本文针对钛及钛合金TIG焊接中气体保护措施和设备的不足,对国内外较为先进的气体保护措施和设备方法进行简要阐述,并结合有色及化工设备制造工艺特点,提出改善气体保护措施和设备的对措,进而提高焊接质量。
关键词:钛及钛合金焊接;缺陷产生的原因浅析;保护措施和设备
1 前言
钛及钛合金作为较为新型的材料,由于具有特殊的抗腐蚀性能和良好的力学特性,被广泛应用于有色及化工各类设备中,如用于铜冶炼贵金属车间反应釜,各式输送电解液的管道等。但钛及钛合金设备在制造过程中,由于其焊接性较差,因此对焊接工艺和技术性能提出了更高要求。
2 钛及钛合金的焊接缺陷以及产生的原因浅析
2.1气体等杂质污染倾向分析
常温下工业纯钛比较稳定,与氧生成了致密的氧化膜,同时具有了较高的抗腐蚀性能,但由于其在高温下化学性能极其活泼,尤其是在熔融的状态下尤为严重,几乎能与所有的元素起作用,具有极强的吸收空气中的氢、氧、氮的能力。降低了焊接接头的塑性及韧性。因此在焊接时对超过250℃以上的焊缝及焊缝背面甚至热影响区都要加以严格的保护。
2.2焊接裂纹倾向分析
焊接钛材时极易受到氢、氧、氮等杂质污染。尤其在350-400℃时开始大量吸氢,氢是钛中最有害的元素之一,它能降低钛的塑性及韧性,导致脆裂;在焊缝冷却的过程中,氢从高温熔池向较低的热影响区扩散时当该区氢富集到一定程度将从固熔区中析出TiH2使之脆化,随着TiH2析出,将产生较大的体积变化而引起了较大的内应力。上述因素促使了冷裂纹的生成,并且具有较强的延迟特性。
此外钛在高于885℃时产生同素异构转变,由α钛转变成β钛,温度再增加,β钛的晶粒也急剧的增长,使性能迅速变坏。当结构刚性大时,焊接拉应力作用也会导致产生裂纹。如钛材一旦沾染上铁离子也会变脆,这也是导致钛材产生焊接裂纹的原因之一。
2.3焊接气孔倾向分析
气孔在焊接中是最常见的缺陷之一,形成的原因很多,但一般认为氢气是形成气孔的主要原因,常常集中出现在熔合线附近,有时也会产生在焊缝中心线附近,氢在钛中的溶解度随温度的升高而降低,在凝固温度处有跃变,由于熔池的中部温度远远高于熔池的边缘,故熔池中部的氢易向熔池边缘扩散富集。冷却时来不及析出而聚成气孔,因此防止焊缝气孔的方法就是采用保护的方式去杜绝有害气体的来源。防止焊接区被污染。
2.4接头晶粒粗化倾向分析
由于钛的熔点高,热容量大,导热性差,液态熔池金属具有尺寸大,高温停留时间长和冷却速度慢的特点,在焊缝及近缝区容易产生过热组织,使晶粒变得粗大,引起塑性和断裂韧性降低。
3 钛及钛合金焊接的气体保护措施和设备
基于钛及钛合金性质非常活泼,与氧、氮、氢的亲和力大,有色及化工工业上使用得最多的是TIG焊接。可分为局部保护法和充氩箱保护法两大类型。局部保护法是利用喷嘴、拖罩和背面保护装置来通以适当流量的氩气和氩氮混合气体,把焊接高温区与空气隔开,以防止空气侵入污染焊接区的金属的方法。当焊接结构复杂,难以实现拖罩和背面保护时宜采用充氩箱保护法。充氩箱在焊前先抽真空然后再充氩,使焊件在充氩箱中处于整体气体保护的氛围中施焊。
3.1钛材焊接之拖罩保护
图2为国外生产的焊接用管道用的外拖罩和板材焊接用扁平拖罩。其主要为在焊接过程中需要高质量气体保护覆盖的钛及钛合金而设计。有多种类型能适用于各种常见管道及全位置的钛及钛合金焊接。拖罩上装有喉箍,方便固定有喷嘴上。内部采用了多层气体扩散网可防止产生气流紊流,始终保持层流状态,并为热影响区(HAZ)带来了更好的气体覆盖率,使焊接保护气体在焊接表面上广泛均匀、缓慢地分散,避免湍流和低压区域的产生以阻止氧气从外面进入;侧壁密封件为柔性硅橡胶成分,耐温达200℃以上,可在燃烧或者损坏后能单独更换该部件。
国外品牌有英国HFT公司生产的Argweld、挪威Ti-Tech 公司生产的TrailingShield?,国内暂无生产此类产品的,很多时候是仅是通过自制方法来获得适合生产使用的拖罩,但较为简陋,在实际应用中在内部网板可用气体流态化板来代替使用效果会更佳。
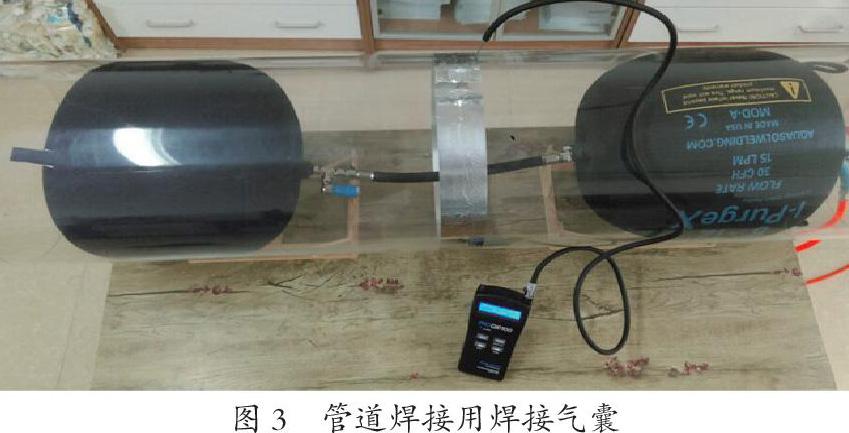
3.2管道焊接用焊接气囊保护
在传统氩弧焊接操作中,大部分采用管道全部灌满氩气的方法,来达到管道内部保护的目的,在充氩过程中氩气浪费严重。模块化充气气囊系统是比较新型的管道焊接气体保护措施方法。其配备专有的膀胱膨胀技术(BET),可以使一个气囊装置能适合多种管道尺寸,在管壁上形成不可渗透的气密密封,来达到钛管背面保护的目的。气囊尺寸范围从51 mm - 1219 mm。其工作过程:首先将净化气体保护带(无胶焊接胶带)来封堵焊口,然后再将模块化充气氣囊放入管道。配有发光指示器,可在根部间隙进行精确对准焊道中央。对气囊内通入氩气,使气囊充满,用测氧仪来监测氧气含量,根据需要来设定氧含量值。经试验直径为DN350的管道,氧含量降低到1000ppm需要5分钟,氧含量降低到100ppm需要10分钟。管道内的氧含量降低到焊接需要的设定值时,就可以进行焊接了,当然在焊接过程中还要保证持续的充氩。目前国外产品有美国AQUASOL焊接气囊I-PURGE。
3.3 充氩箱保护
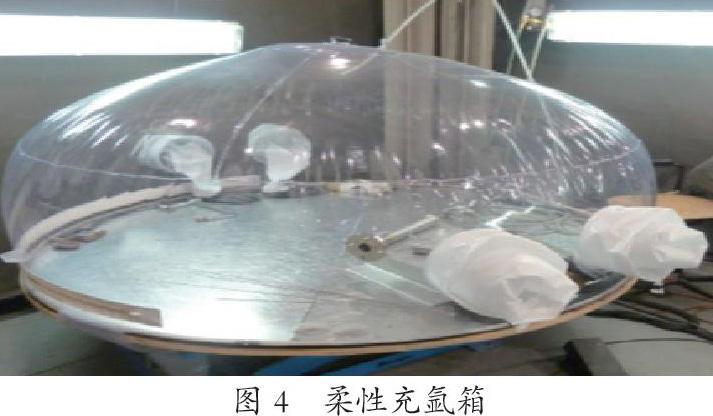
充氩箱保护可分为刚性充氩箱和柔性充氩箱两种。刚性充氩箱多用不锈钢制成,每一个性外壳都有一个氩气入口和一个排气阀,使用前先抽真空度至1.3×10-2Pa, 然后再充氩。借助箱体上的手套孔,在箱内进行焊接的方法。在航空工业上使用较多。而柔性充氩箱是为在刚性充氩箱在经济上不可行或空间可能有溢出的应用而设计的。柔性充氩箱可用抽真空也通用多次折叠来排除箱内空气,在实际生产中方便携带甚至可以自制,是一种较为灵活的轻便的气体保护措施。如图4所示。
3.4气体保护措施和设备的选择和运用
在铜冶炼中电解用的上清液管道基本上都是用TA1或TA2的工业纯钛来制造,如果没有采用比较好的气体保护措施尤其是现场装配焊接,工艺条件的限制使得返修率较高,利用管道焊接用外拖罩加气囊保护法,就可以取得良好的保护效果。
此外在焊接钛及钛合金管道时还可采用水溶纸和水溶性薄膜作为管道保护气封堵材料。来做为管道内气体保护的措施。在在焊接完成后,封堵用的水溶纸和水溶性薄膜可以毫不费力地用水溶解并冲走,在管道内不留任何残渣。
在焊接小型钛及钛合金零件时可以充分利用柔性充氩箱完美的气体屏蔽效应,防止氧化及焊接缺陷,从而提高焊接质量。
4.结语
钛及钛合金的焊接方法及工艺可以参照GB/T 13149-2009 钛及钛合金复合钢板焊接技术条件以及AWS D10.6D10.6M-2000钛管GTAW焊接推荐工艺来焊接,本文仅对气体保护措施和设备进行简要阐述。当采用以上几种气体保护措施和设备时,钛及钛合金焊接在实际生产中均可取得良好的保护效果。焊道外观基本上都可以获得符合表1中的银白、浅黄和金黄色。
参考文献:
[1]卫红波:钛材管道的焊接工艺要点[J]安装 2006 10(10):39-40.
[2]韦生,费东,田雷: 钛及钛合金焊接工艺探讨[J]焊接技术2013 42(4):73-75.
[3]陈祝年,陈茂爱: 焊接工程师手册(第3版)[M] 北京:机械工业出版社,2019.
作者简介:
钟强昇(1974-),男, 福建长汀人,高级技师,研究方向设备维修与非标制造。
(紫金铜业有限公司,福建 上杭 364204)
