液压支架再制造企业标准体系的设计与研究
2020-07-08韩文涛
韩文涛
(同煤集团 机电装备力泰公司, 山西 大同 037000)
0 引言
近年来,同煤集团机电装备力泰公司通过实践,对于液压支架的修理积累了较为丰富的经验,有一套适合于本企业的再制造方法,并形成了有可靠保证的独特的再制造工艺和再制造质量。特别是近年来,通过大修工作阻力10 000 kN以上高端支架的实践探索,基本掌握和形成了高端液压支架再制造工艺流程和质量要求,制定了一系列的工艺保障措施,细化了每一道工序的质量规范,并针对支架损坏程度严重的部位进行了强化处理,确保了支架再制造后性能不低于原设计。
为了进一步总结液压支架再制造经验,提升公司液压支架再制造质量,规范液压支架再制造中各个工序环节的质量要求和工艺步骤,收集、整理、撰写编制企业标准Q/T MLT 0001《液压支架再制造技术标准》,旨在指导液压支架再制造工艺流程和要求,实现再制造过程的标准化和规范化,促进液压支架再制造质量的进一步提高。
1 液压支架整架与关键零部件再制造工艺流程
液压支架是现代化煤矿开采的主要支护设备,受井下酸性、碱性、煤渣、煤泥及水气等特殊环境的综合影响,腐蚀情况严重,应该报废的液压支架的寿命并未终结。而经过再拆解、再制造、再组装等一系列再制造工序,可以使再制造液压支架质量和外观修旧如新、修旧超新。再制造液压支架的全寿命周期如图1所示。
再制造技术是通过对旧零件进行尺寸恢复和性能提升来保证液压支架产品的质量。公司运用先进的无损探测技术、抛丸处理技术、熔覆技术不仅能发现表面的损伤,还能对零部件内部进行探伤,可以实现对三维体积损伤零部件的再制造。图2为液压支架整架与零部件的再制造工艺流程。
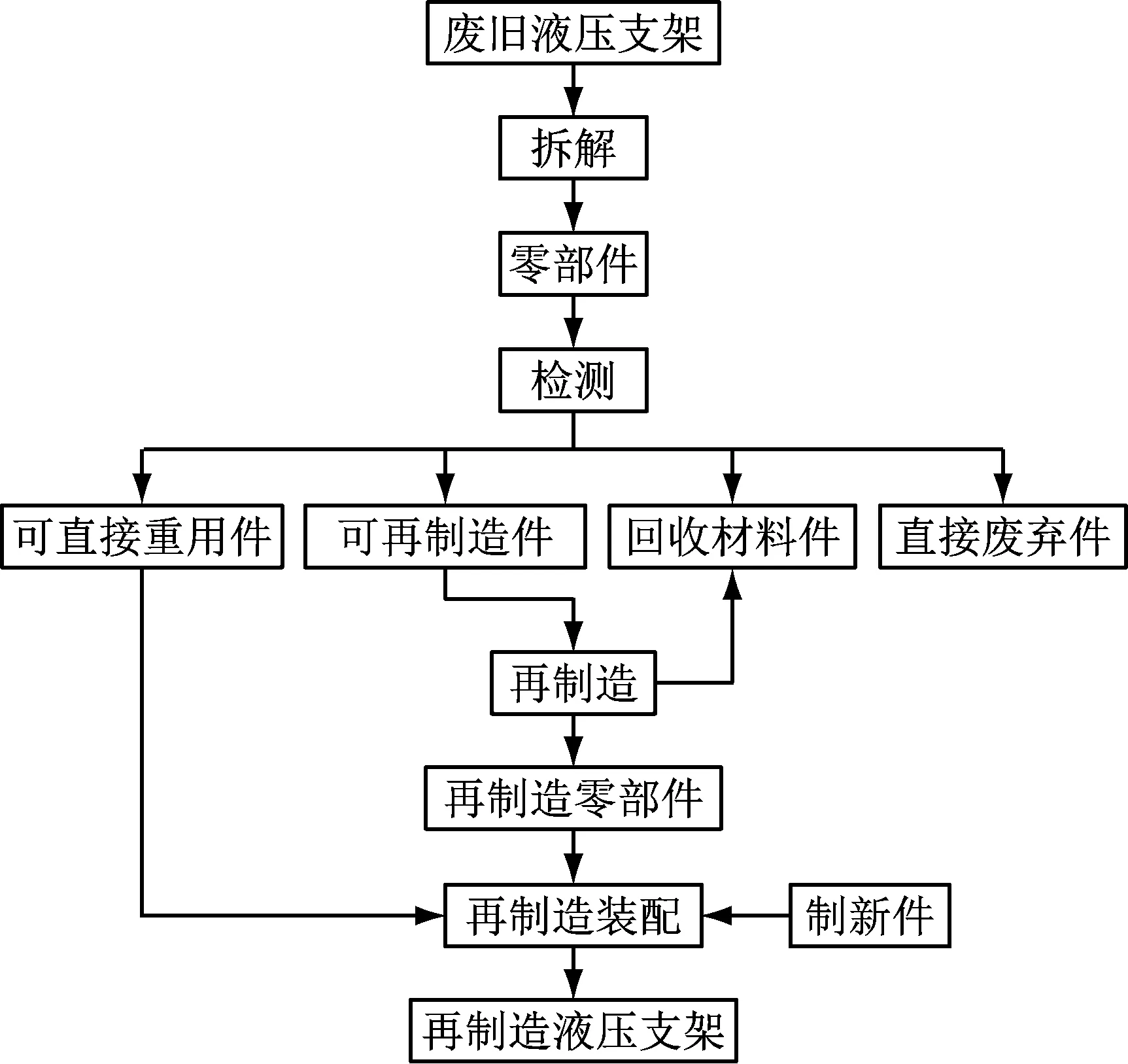
图1 液压支架的全寿命周期
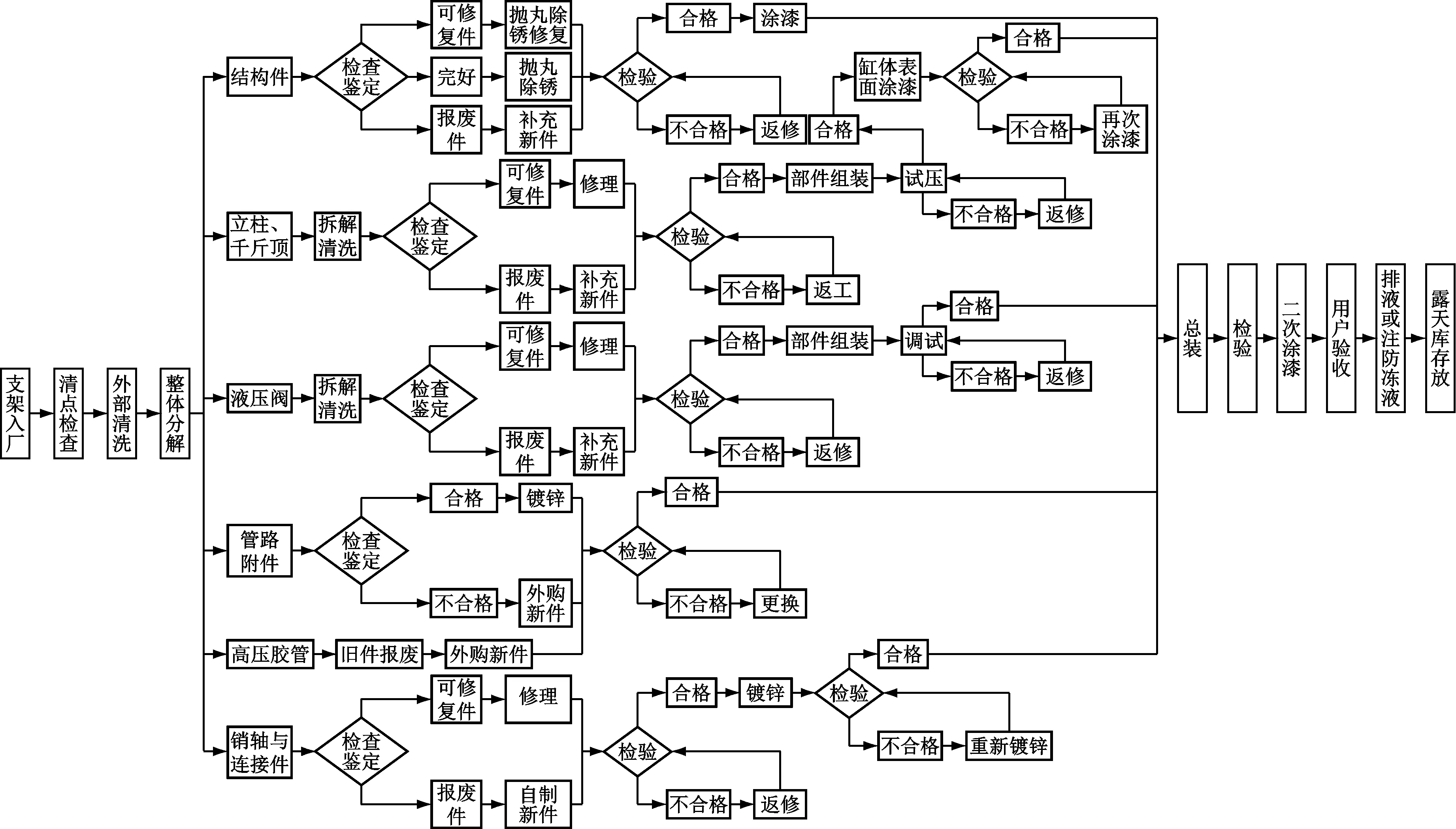
图2 液压支架整架与关键零部件再制造工艺流程
2 液压支架再制造企业标准体系
Q/T MLT 0001—2015《煤矿用液压支架再制造标准》分为5个部分:第1部分 通用技术条件;第2部分 立柱和千斤顶大修技术规范;第3部分 结构件技术规范;第4部分 液压阀大修技术规范;第5部分 支架大修技术规范。
该标准体系是以MT/T 1097—2008《煤矿用机电设备检修技术规范》中5.1液压支架为基础[1],参照GB 25974.1—2010《煤矿用液压支架》的相关要求[2],总结公司目前液压支架再制造成熟的先进工艺技术编制而成。
1) 第1部分:通用技术条件。该部分规定了煤矿用液压支架再制造的术语和定义,对支架大修的技术条件、外观质量、操作性能、密封性能、支护性能、结构强度、耐久性能、液压元部件、材料、焊接提出了要求,就外观检验、动作检验、密封试验、性能试验四方面规定了检验标准、给出了判定规则,并对大修后支架的铭牌标志、包装、运输、贮存做出了明确规定。
2) 第2部分:立柱和千斤顶再制造技术规范。该部分适用于公司目前承修的各种规格型号液压支架立柱、千斤顶。提出了立柱和千斤顶的基本要求、试验要求、清洁度要求、油漆漆膜质量要求,从液压支架立柱(千斤顶)的结构及零部件入手简要概述了其主要型式、构造、作用、材质,以缸口螺纹连接双伸缩立柱结构为例阐述了立柱大修工艺(解体―清洗、除锈、电镀―检查、鉴定―组装―试验―涂漆);以缸口卡环式连接的千斤顶为例详细叙述了千斤顶的大修工艺内容。指出了立柱、千斤顶拆解组装注意事项,规定了立柱、千斤顶的检测方法、各个零部件的检测要求及立柱、千斤顶测试要求,最后制定了检验规则[3]。
3) 第3部分:结构件再制造技术规范。该部分规定了煤矿用液压支架结构件再制造技术要求[4],依据结构件再制造技术要求及结构件通常的损坏状况,制定了结构件再制造工艺,给出了检验方法及检验规则,特别规定了煤矿用高端液压支架焊接结构件的修复方法、焊接规范及检验标准。
4) 第4部分:液压阀再制造技术规范。该部分适用于煤矿用液压支架的液压系统用阀,包括安全阀类、液控单向阀类、换向阀类、截止阀类等[5]。规定了煤矿用液压支架液压阀的术语和定义、质量要求、检验和试验标准,重点陈述了操纵阀、液控单向阀的大修工艺。
5) 第5部分:支架再制造技术规范。该部分规定了煤矿用液压支架再制造的一般要求、再制造技术规范(包括整架解体、表面清理、零部件技术要求、立柱和千斤顶、阀类、销轴与连接件、胶管和接头、装配及外观、涂饰、试验、运输)、以放顶煤支架为例从拆解―检验―抛丸―涂漆―装配―试验―整架检验规范,详尽地给出了支架再制造工艺的具体内容[6]。
3 液压支架再制造企业标准体系的创新性
液压支架再制造企业标准体系的实施对再制造的产品更新、技术进步和技术人员素质提高都有积极意义,不仅可以使液压支架循环利用,延长液压支架再制造产业链,还可以缓解资源短缺与浪费,减少废弃液压支架对环境的污染。
1) 标准体系的系统性。液压支架再制造企业标准体系开创了液压支架规范化再制造的先河,系统地提出了支架各个部位的再制造工艺。大到结构件焊接修复,小到U型卡的装配方向,且都有明确规定。现有的GB 25974.1—2010《煤矿用液压支架》、MT/T 1097—2008《煤矿机电设备检修技术规范》 5.1液压支架,只对影响强度、使用性能的结构、部件做要求,没有给出液压支架再制造规范和再制造工艺。
2) 标准体系内容的全面性。液压支架再制造标准的编制历时2年多时间,从通用技术条件到立柱和千斤顶、结构件、液压阀、支架再制造技术规范,从术语和定义、结构、要求、检测试验到再制造工艺,内容涉及了公司现有支架再制造的各个工序。
3) 标准附录的适用性。附录分别给出了立柱、千斤顶再制造工艺流程、铆工工艺规范、结构件焊接规范、焊缝外观成形规范、液压阀再制造工艺流程、液压支架再制造工艺流程,进一步充实了标准内容,是对标准的框架式解析。
4) 标准观点的新颖性。首次提出高强板结构件的再制造工艺,对于目前工作阻力在10 000 kN以上的高端支架结构件的再制造,有着切实的指导意义。
5) 标准版面编排的高质量。标准编制前专门在北京参加了标准编制的培训班,进行了系统的学习。标准的字体、排版、幅面本身都有严格要求。该标准严格按照规范编制,插入必要的图表,图文并茂,视觉效果好。
4 标准体系的完善与实施
液压支架再制造标准体系完善了再制造基础通用、再制造设计、再制造工艺、再制造检测、再制造质量把控、再制造管理标准。
液压支架再制造标准体系自实施以来,严格按液压支架再制造标准要求执行,支架的每个环节都有章法,都有要求和标准,再制造过程中涉及的工序在标准中都能对应相关的再制造工艺,从生产管理者到具体操作人员都非常清楚。至此液压支架再制造上了一个新台阶,步入了规范化、标准化再制造的新时期,从而使液压支架再制造更快捷,各个环节进展更顺畅。进一步促进了液压支架再制造质量的提高和企业经济社会效益的提高。
5 结论
液压支架再制造企业标准体系的建立应坚持以科学、合理和符合本公司实际情况为主要原则,这个企业标准体系对于煤矿用液压支架再制造行业的规范化、标准化修理有一定的推广价值。
随着科技的不断进步,工艺手段的不断完善,本标准体系将会不断更新。通过生产实践活动,进一步丰富和提高液压支架再制造企业标准体系的内容。实现液压支架再制造企业标准体系的与时俱进,为公司再制造业的蓬勃发展提供更强大的技术支撑。
