我国压力容器用高端焊接材料国产化现状及发展趋势
2020-07-08蒋军房务农
蒋军,房务农
合肥通用机械研究院有限公司 安徽合肥 230031
1 序言
随着我国石化产品的不断升级,压力容器呈大型化和高参数化的发展趋势,工况运行条件也越来越恶劣,大量厚壁容器为实现轻量化,采用分析设计和高强材料,对配套焊接材料均提出了更高的要求。
我国压力容器用钢板的冶炼、轧制水平已位于世界前列,焊缝金属韧性远落后于母材,焊缝金属已成为压力容器最薄弱的环节。而我国钢铁材料与焊接材料分属两个不同行业,在对新研制的压力容器用钢板进行技术评审时,往往配套的国产焊材研发还尚未起步,我院就不得不被动地采用国外焊材。再如武钢2014年研制的-50℃用WDL690D(抗拉强度≥690MPa)钢板虽通过有关方面的评审试验,但由于国内外均无合适的配套焊材,至今仍无法应用。
焊接材料属焊接中的最前沿科学,涉及到焊接机理、焊接冶金及微观组织等多领域研究,是一个国家焊接发展水平的标志[1]。因焊接材料在压力容器中占的份额小,故在我国长期得不到重视。即使焊材企业花费大量人力、物力开发出高端的国产焊材,推广应用也很受限。一旦发生国际贸易战,将对我国压力容器制造业产生严重威胁,且进口焊材技术条件、工期及价格均受制于人,同时妨碍了我国焊接材料研发技术的进步和行业的发展,因此实现其国产化已迫在眉睫。
经合肥通用机械研究院(以下简称“通机院”)针对压力容器用焊材多次向全国锅炉压力容器标准化委员会呼吁,2019年终于实现重大突破,首次将焊接材料纳入到GB/T ××××—20××《压力容器—分析设计》标准材料篇[2]。同时,全国锅炉压力容器标准化委员会正在推行压力容器用焊材安全注册制度,重点培养一批压力容器用焊材生产骨干企业。
2 07MnNiMoDR钢制-50℃低温球罐用GER-N27M焊条
在2007-2008年宝钢首次实现了-50℃低温球罐用调质高强钢板的国产化,从此日本该品种钢板在我国销声匿迹,但焊条还一直依赖日本神钢。2012年昆山京群公司与通机院经过三年的艰苦努力,开发成功了07MnNiMoDR钢制-50℃低温球罐用GER-N27M焊条,各项性能与日本神钢LB-65L焊条相当,打破了神钢长期的垄断地位。目前已应用于200多台低温球罐,且应用的首台球罐开罐检查后,安全状况等级定为一级,该焊条于2018年取得了俄罗斯的HAKC认证,成功应用于意大利某公司总承包的俄罗斯3000m3低温球罐。
GER-N27M焊条采用 CaO-TiO2-CaF2高碱度渣系,熔敷金属扩散氢含量实测值通常低于2.5mL/100g,以Mn-Ni-Mo为合金体系,加以微合金化技术。Ni含量(质量分数,下同)在2.00%~2.75%,熔敷金属随Ni含量增加先共析铁素体减少,针状铁素体增多,并使针状铁素体的长宽比发生改变,使板条变得更加多角化,有利于提高低温韧性。Mn含量控制在0.80%~1.20%,与Ni含量范围相匹配,保证了熔敷金属的强韧性。Mo可形成一定数量的贝氏体,提高熔敷金属的强度,且保证经较长时间热处理后的强度,其含量宜控制在0.10%~0.30%。在Mn含量较高的焊缝金属中,高Ni含量助长M-A形成,可能出现马氏体岛组织,必须添加适量的微合金元素抑制其生长,但如加入量过多,易形成夹杂物,形成上贝氏体组织,反而降低韧性;另外,微合金元素形成的氧化物夹杂可加速针状铁素体形核,细化晶粒,且可钉扎在晶界上,防止了晶粒长大[3],从而降低焊缝金属对焊接热输入敏感性,这对球罐现场立焊至关重要。
2.1 焊条的焊接工艺性能
GB/T 25776—2010《焊接材料焊接工艺性能评定方法》,采用2kg的铁球,在离试板表面1.3mm高处以初速度为零的自由落体下落,连续锤击焊缝五次后脱渣率见表1。由表1可见,该焊条全位置焊接脱渣性较好,焊缝成形美观。

表1 焊缝金属脱渣率
2.2 焊缝金属再热裂纹敏感性
07MnNiMoDR钢制低温球罐壁厚较厚,球罐组装及焊接时接头存在较大残余应力,而高强钢焊缝金属中存在Cr、Mo、V等沉淀强化相元素,在焊后热处理过程易产生再热裂纹,采用插销试验方法来评判GER-N27M焊条焊缝金属再热裂纹敏感性。
插销试样是从48mm厚的07MnNiMoDR对接试板上切取,试样端部由焊缝金属组成,试样采用深缺口,形状及尺寸如图1所示,缺口根部的应力集中系数高达3.991,已远高于实际焊接接头中的焊根、焊脚、未焊透及咬边等部位三向应力。插销底板采用20mm厚、φ100mm低碳圆钢板,中心有一个φ8mm插销安装孔。
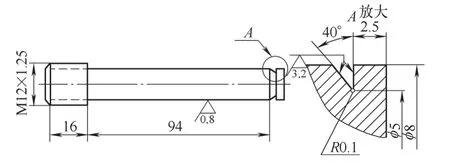
图1 插销试样尺寸
本次试验中采用“断裂”准则,即试样经一定时间不断裂所承受的最大应力为焊缝金属抗裂能力,试验结果如图2所示。由图2可见,焊缝金属再热裂纹敏感温度约为625℃。
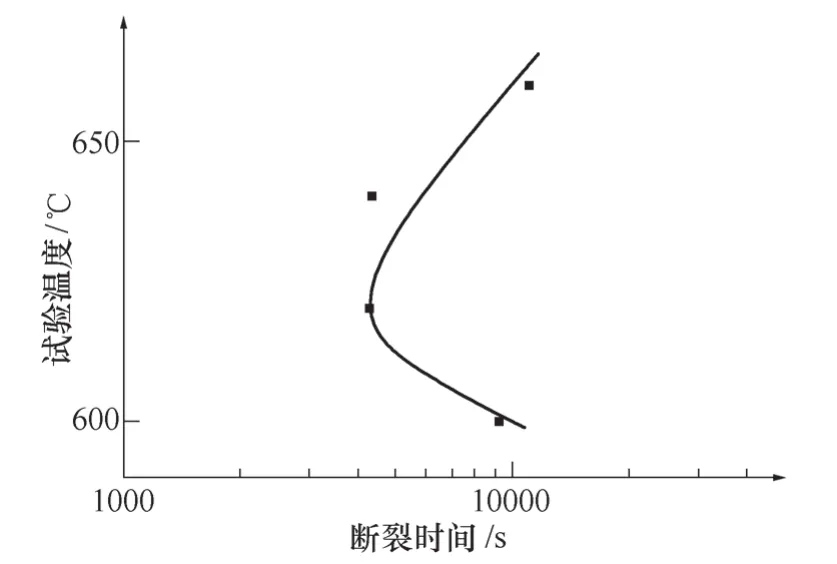
图2 焊缝金属插销再热裂纹试验结果
利用插销应力松弛试验测定出各种焊后热处理温度下焊缝金属的临界断裂初应力值(见图3)。由图3可见,焊缝金属在敏感温度下的临界断裂初应力较高,表明该焊缝金属再热裂纹敏感性较低。
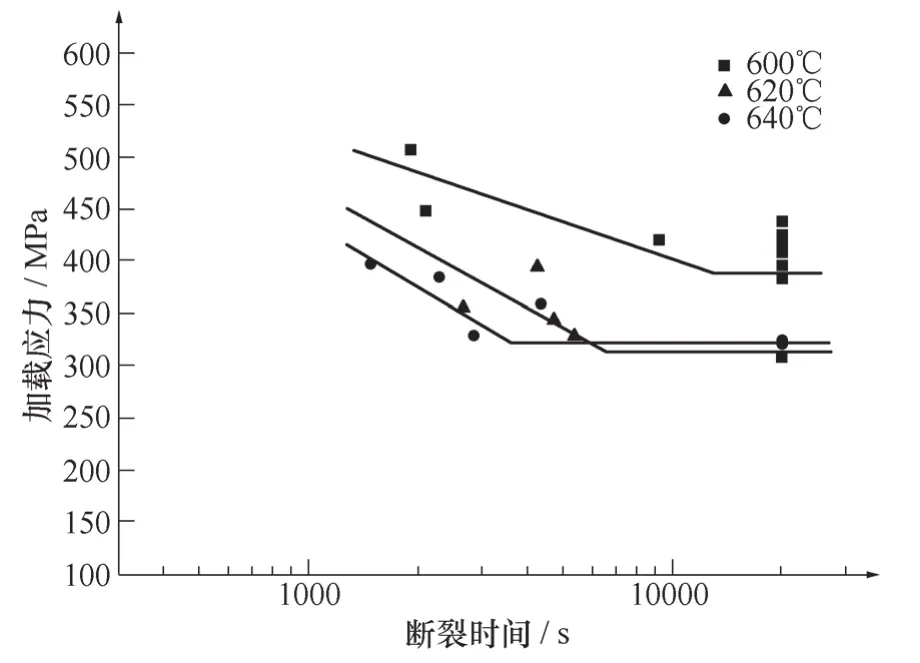
图3 焊缝金属再热裂纹应力松弛曲线
2.3 焊后热处理规范对焊缝金属性能的影响
07MnNiMoDR钢制球罐焊后热处理温度通常为(580±20)℃,保温时间需按球罐上极带考虑,远长于标准规范要求,再考虑到球罐开罐检查焊接返修后的热处理,热处理保温时间更长。热处理时间对立焊位置焊缝金属性能的影响见表2。由表2可见,在580℃进行焊后热处理,随着保温时间延长,焊接接头强度、韧性均有所下降,但幅度不大,仍可满足标准要求。

表2 热处理规范对立焊位置焊接接头性能的影响
2.4 焊接热输入对焊缝金属韧性的影响
球罐为全位置焊接,立焊位置焊接热输入较大。焊接热输入对焊缝金属低温冲击韧度的影响如图4所示。由图4可见,随焊接热输入的增大,焊缝金属的KV2(-50℃)下降,但幅度不大,表明焊缝金属对焊接热输入敏感性较低,焊条有较宽的工艺规范范围,完全适应球罐全位置焊接,只要焊接热输入控制在40kJ/cm以下,焊缝金属韧性可满足技术条件要求。
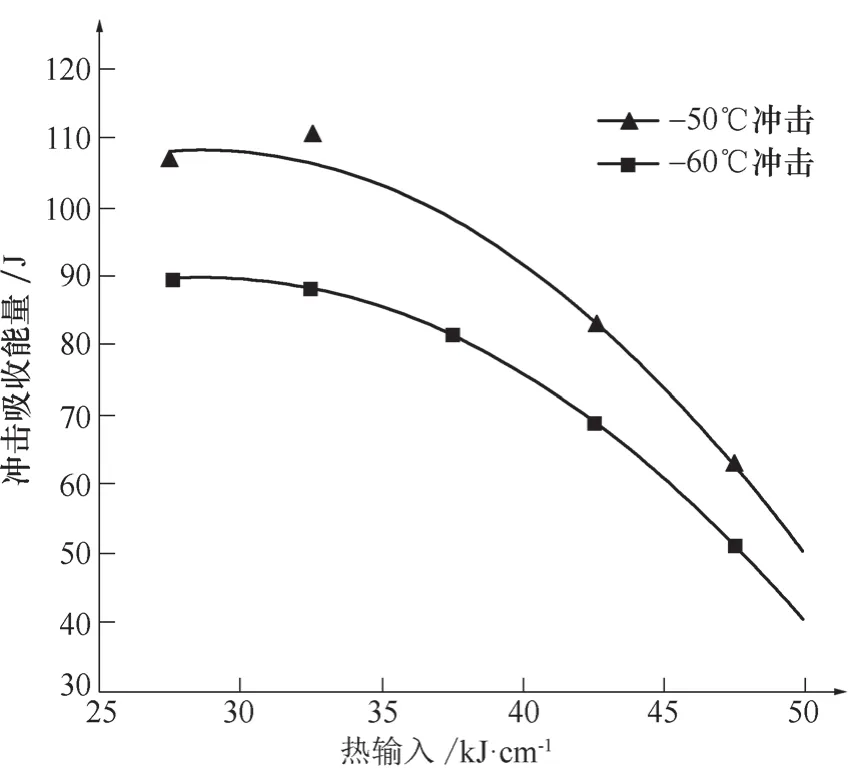
图4 焊接热输入对焊缝金属低温韧性的影响
2.5 焊缝金属系列温度冲击试验
立焊位置试板焊后经(580±15)℃×6h的SR处理,焊缝金属系列冲击试样位于1/4板厚处,试验结果如图5、图6所示 ,由图5、图6得出焊缝金属的韧脆性转变温度分别为-53.2℃、-51.7℃,表明该焊缝金属低温韧性优良,在-50℃设计温度下不会发生脆性断裂。
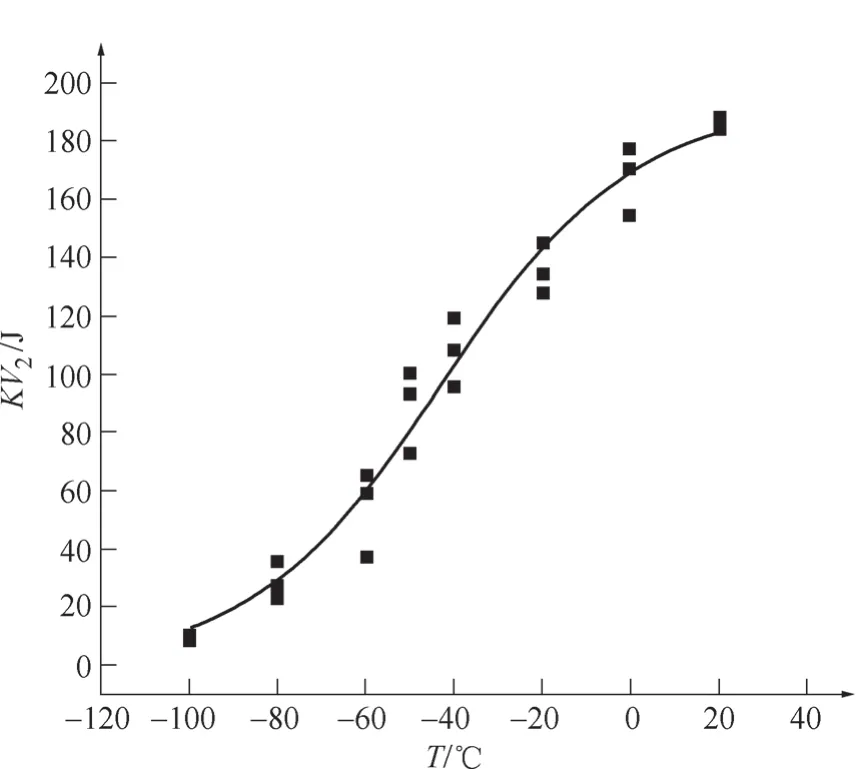
图5 焊缝金属KV2与温度的关系

图6 焊缝金属剪切断面率与温度的关系
2.6 焊缝金属落锤试验
落锤试验是将焊缝金属的一组试样(其试样表面脆性裂纹源位于焊缝中心)分别在一系列温度下施加单一冲击(落锤)载荷,以测定标准试样断裂时的最高温度,即无塑性转变温度(NDTT),它表征含有小裂纹的铁素体焊缝金属在动态加载屈服应力下发生脆断的最高温度。该试验实际是一种裂纹传播试验,也可称为止裂试验。
立焊位置试板经(580±15)℃×6h焊后热处理,制取落锤P2试样。试验结果见表3,表3中数据表明该焊缝金属止裂能力较强。

表3 焊缝金属落锤试验结果
2.7 焊缝金属断裂韧性的试验
试样的预制疲劳裂纹位于焊缝金属处,其轴线垂直于焊缝表面。对经580℃×4h焊后热处理的焊缝金属进行(-50℃)裂纹尖端张开位移(CTOD)试验,试验结果见表4。试验结果表明,-50℃试验温度下该焊缝金属CTOD特征值较佳,试样均未脆性断裂。

表4 焊缝金属-50℃的CTOD特征值及其阻力曲线方程
3 09M n N i D R钢制-70℃低温球罐用W707DRQ焊条
2013年在首次建造09MnNiDR钢制-70℃低温球罐时,通机院采用哈尔滨威尔焊接材料公司在压力容器上应用非常成熟的W707DR焊条,但在球罐现场焊接时出现很多问题。2014年威尔公司与通机院合作对W707DR焊条配方进行改进,在全位置焊接工艺性及对焊接热输入敏感性方面获得了重大突破,成功研发了球罐专用W707DRQ焊条。到目前为止,采用该焊条建造了近40台56~66mm厚的-70℃低温球罐,均运行状况良好。
4 12MnNiVR钢制原油储罐气电立焊用JQ.YJL60G药芯焊丝
目前,我国建设了约2000多台10万m3及以上的12MnNiVR钢制原油储罐,但气电立焊用药芯焊丝仍被神钢DWS-60G和新日铁EG-60垄断。通机院与天津金桥焊材公司经过多年努力,研发出了12MnNiVR钢气电立焊大热输入(100kJ/cm)用国产JQ.YJL60G药芯焊丝。
4.1 药芯焊丝渣系及熔敷金属扩散氢
采用以氟化物为主的酸碱性平衡渣系,即CaF2-SiO2-TiO2,极大程度地降低了焊缝金属扩散氢含量,显著减少焊缝中非金属夹杂物,净化焊缝组织。
药芯焊丝熔敷金属扩散氢含量及抗吸潮性试验结果见表5,表明该焊丝只要保管及使用条件得当,焊缝中不会产生冷裂纹。

表5 药芯焊丝熔敷金属扩散氢含量及抗吸潮性试验结果
4.2 造渣剂加入量试验
在焊缝金属化学成分相同的条件下,不同造渣剂加入量对焊缝金属力学性能的影响见表6。
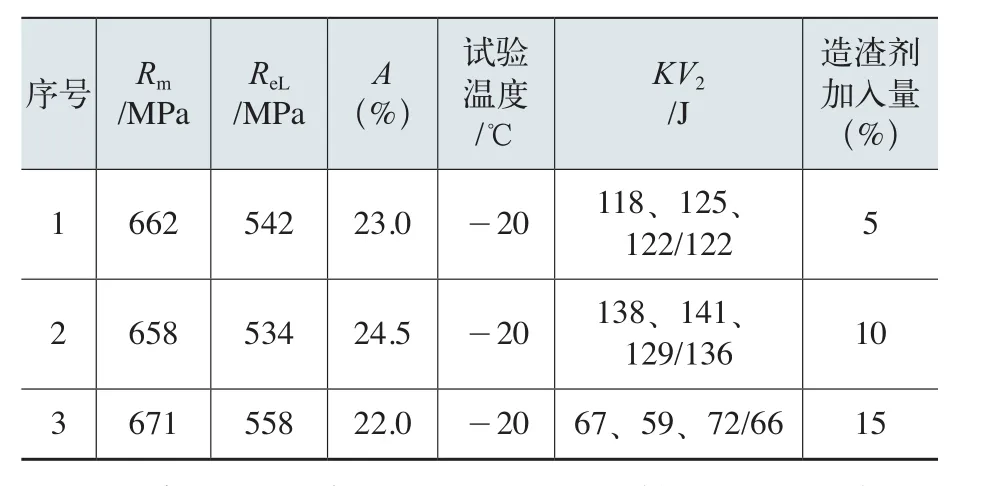
表6 不同造渣剂加入量对焊缝金属力学性能的影响
从表6可以看出,1号试验焊丝造渣剂比例过少,焊渣覆盖不全,焊缝成形差。3号试验焊丝造渣剂比例过多,焊接时电弧不稳,飞溅较大,焊缝金属中有较多夹杂物,对低温韧性造成较大的影响。2号试验焊丝造渣剂比例适中,焊缝成形和焊缝金属低温韧性均较好。因此,最终确定造渣剂加入量为8%~12%。
4.3 药粉烘烤试验
根据原材料物理性质,分别采用高低温烘烤技术,去除药芯中水分,降低焊缝金属氢含量,使片状的金属药粉趋向球化(见图7),增加了药粉流动性,从而使成分更加均匀化。原材料未烘烤和经烘烤制成的药芯焊丝焊缝金属化学成分相同,力学性能差异见表7,由表7可看出烘烤是非常必要的。
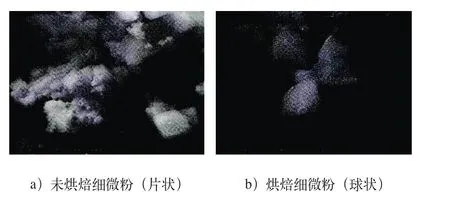
图7 药芯粉料扫描图
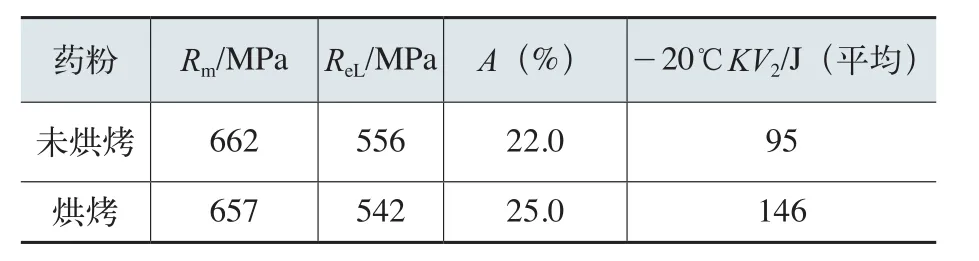
表7 不同状态下原材料的药芯焊丝焊缝金属力学性能
4.4 焊接热输入对焊缝金属低温冲击的影响
药芯采用以Mn-Ni-Mo系为主的合金体系,并加入一定比例的稀土等微量元素,减少了焊缝金属中的氧含量,细化焊缝组织,降低了焊缝金属对大热输入的敏感程度(见图8)。同时严格控制钢带中硫、磷、氧及氮等杂质组分,优选高纯度矿物粉和金属粉。

图8 焊接热输入对焊缝金属-20℃ KV2的影响
4.5 填充率及焊接工艺性能
1)气电立焊药芯焊丝填充率过低,不利于大电流焊接,影响焊接效率,但如过高,钢带外皮薄,在高速送丝过程中焊丝易被压扁,将会影响送丝稳定性。我们根据钢带尺寸和药粉目数,经多次试验后最终确定填充率为24%左右。
2)控制造渣剂组分的比例和黏度,使焊渣均匀流出,保持熔池中熔渣均匀覆盖在焊缝表面,保证焊缝成形美观。
3)加入适量稳弧剂,如K、Na离子可提供电子,提高焊接过程中电弧的稳定性,降低焊渣熔点,减少飞溅。
气电立焊后按GB/T 25776—2010进行试验(见图9),5次锤击后,脱渣率达100%。
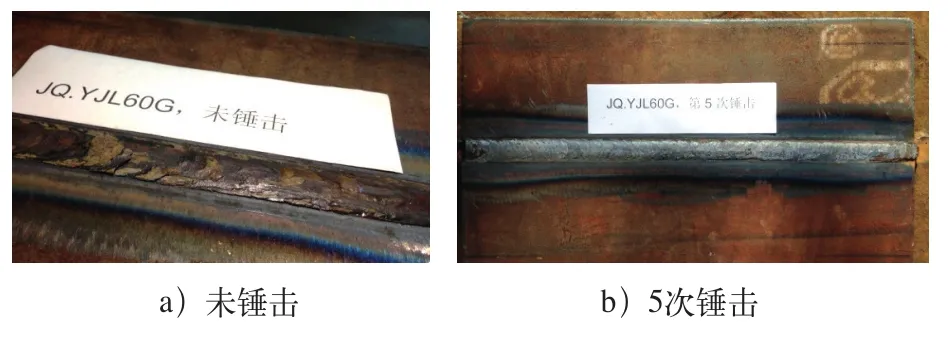
图9 气电立焊脱渣性试验
4.6 气电立焊焊缝金属系列温度冲击试验
气电立焊焊接热输入为101kJ/cm。焊缝金属冲击试样在位于1/4板厚处取样,试验结果分别如图10、图11所示。
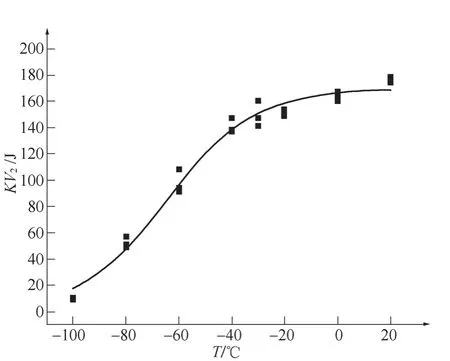
图10 焊缝金属KV2与温度的关系

图11 焊缝金属纤维断面率与温度的关系
由图10、图11可见,焊缝金属延性断裂与脆性断裂过渡比较平缓,并得出焊缝金属韧脆性转变温度分别为-64.6℃、-61.3℃,表明该药芯焊丝用于12MnNiVR钢气电立焊,只要焊接热输入控制在适当的范围内,就有足够的韧性储备。
4.7 焊缝金属落锤试验
12MnNVR试板进行气电立焊,焊接热输入为114kJ/cm,制取P2落锤试样。试验结果见表8,焊缝金属NDTT为-50℃,止裂能力很强。
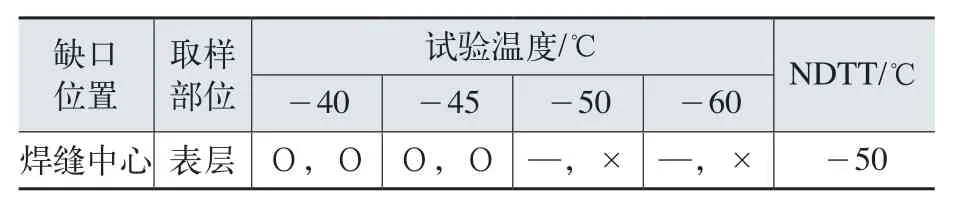
表8 焊缝金属落锤试验
4.8 焊接接头的金相组织
焊接接头不同部位的金相组织如图12、图13所示,焊缝金属组织以针状铁素体为主,有少量的先共析铁素体和贝氏体;焊接热影响区组织为贝氏体。
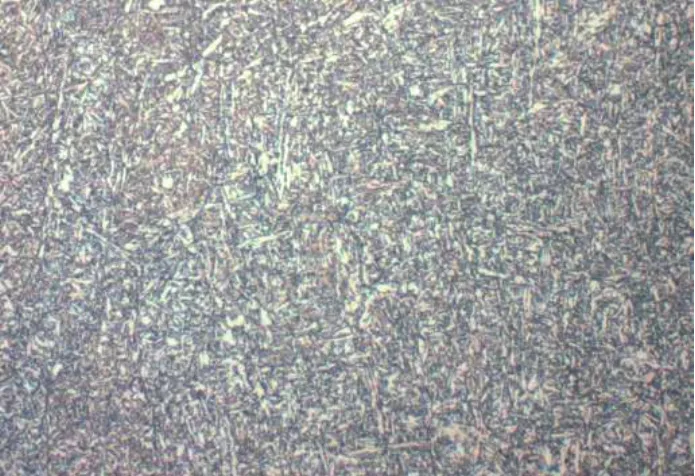
图12 焊缝金属(200×)
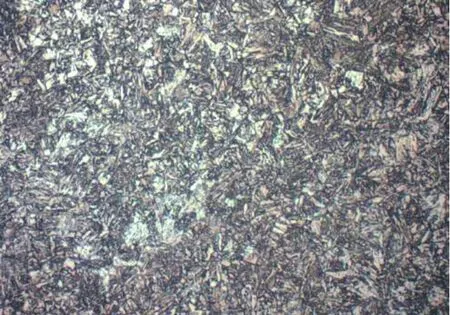
图13 热影响区(200×)
5 2.25Cr-1Mo(0.25V)加氢反应器用焊材
目前,以西冶、大西洋和哈威为代表的焊材企业,多年来为2.25Cr-1Mo(0.25V)加氢反应器用焊材国产化付出了巨大努力,所研制焊材熔敷金属脱渣性好,成形美观,高温强度满足标准要求,低温韧性佳,步冷试验结果良好,并在国内大型压力容器制造厂进行了焊接性试验,各项性能测试结果均较佳,与国外同类产品相当。
6 尚待开发的国产压力容器用焊材
(1)11MnNiDR(暂命名)低温调质高强钢制-70℃压力容器用焊材 由于09MnNiDR强度级别太低,南钢公司2016年就拟开发强度为550MPa级别-70℃压力容器用调质高强钢11MnNiDR。通机院要求哈尔滨威尔焊材公司同步开发其配套焊材,开创了压力容器用高端焊材研制的先河。
(2)3.5%Ni、5%Ni、7%Ni、9%Ni低温Ni系列钢用焊材 伊萨、林肯、伯乐及奥林康等公司的压力容器Ni系列低温钢用焊材在我国形成了垄断。目前,西冶、威尔焊材公司参与了中石化“9%Ni钢焊接材料国产化”攻关课题,低温Ni系列钢用焊材国产化也指日可待。
(3)LNG储罐用高锰钢焊材 韩国浦项开发了Mn含量约为25%的LNG储罐用-196℃钢及焊材,目前应用于船罐,大西洋已参与了以725所为牵头单位的LNG储罐用高锰钢焊材国产化的攻关工作。
(4)13MnNi6-3钢、P460NL1钢、SA537CL1(2)钢 近几年来,沿海一带兴建大批乙烷、丙烯及液化石油气常压储存用低温储罐,常用欧洲牌号为13MnNi6-3钢、P460NL1钢、SA537CL1(2)钢等,但焊材被伊萨、蒂森等公司所垄断。
(5)超级奥氏体不锈钢用焊材 以S904L、S254SMo为代表的超级奥氏体不锈钢,因其良好的耐腐蚀性能,在我国压力容器及管道上大量使用,但焊材均沿用国外的。
7 结束语
1)我国压力容器用国产焊材水平远滞后于钢板,高端焊接材料基本依赖进口,实现其国产化有利于焊材行业的进步和发展。
2)GER-N27M焊条与日本神钢LB-65L焊条相当,完全可用于07MnNiMoDR钢制-50℃乙烯或丙烯球罐的建造。
3)W707DRQ焊条应用于09MnNiDR钢制-70℃乙烯球罐已非常成熟。
4)JQ.YJL60G药芯焊丝性能优良,与日本神钢DWS-60G相当,完全适应大热输入焊接,可应用于12MnNiVR钢制原油储罐的气电立焊。
