关于高速动车组构架侧梁焊接技术的探讨
2020-07-07王海龙高兴勇
王海龙 高兴勇
摘 要:众所周知高速动车组是十三五规划和发展的重点,国家在十三五规划中明确2020年至2021年要确保高铁网覆盖80%以上的大城市,那么现在国家已经做到了2017年的计划。高铁车已经成为大众出行的首选,为了安全、方便、快捷,高速动车组列车已经承担旅客运量比重达到65%以上,所以如何保证高速动车组的安全性、稳定性、可靠性是生产制造领域持续探讨和研究的领域。那么转向架作为高速动车组的重要组成部件,是支撑车体,承受并传递从车体至轮对之间的各种载荷及作用的,研究转向架的组成结构对于提高转向架的可靠性、安全性、稳定性是极为关键的。本文主要是针对转向架的重要部件构架进行详细分析,通过对构架结构的了解,分析构架侧梁的焊接难点,探讨解决焊接难点的具体措施,为同行业在后续对转向架生产制造过程中节约时间以及更加有效避免焊接缺陷。
关键詞:高速动车组;转向架;侧梁组成;焊接技术
前言
高速动车组有很多车型:CRH3型车系列动车组、350公里标准动车组项目、250公里标准动车组项目等,我国的高速动车组快速发展,可以说在世界上也是领跑水平。高速动车组转向架作为高速动车组的核心部件之一,技术水平、制造水平一直都是影响车辆质量、速度的因素。转向架构架的材质有钛合金、普通钢材质等,材质不同、所展现出来的特点也不相同。比如说钛合金材质,由于其自身的金属密度小、抗拉强度高、比强度大,最重要的具备极强的耐腐蚀性,这种材质的结构可以有效的满足设计师对转向架的轻量化设计要求,在达到高速动车组行驶时高速度的要求,还能更好的延长转向架的寿命。转向架构架的主要结构是侧梁组成、横梁组成。本文着重讨论侧梁组成,属于封闭箱体型结构,对各个尺寸要求的精度极高,如果构架的尺寸存有偏差会直接影响转向架组装质量,严重会导致部分部件无法组装,其次是侧梁的焊接质量,如果钢结构焊接质量相对较为容易保证,但是钛合金的金属特性决定了其焊接难度。
1 构架侧梁组成焊接难点
侧梁组成为封闭箱体结构,尺寸为3411mm×212 mm×721 mm。侧梁组成选用TA18和TA2钛合金材料,其力学性能参考GB/T3621《钛及钛合金板材》,力学性能参数如表1 所示;化学成分参考GB/T3620.1《钛及钛合金牌号和化学成分》。
侧梁组成的焊接难点如下:
(1)钛合金侧梁组成焊接变形量大。由于钛合金弹性模量为118~123 GPa,约为钢材的50%,所以相对于钢制侧梁组成而言,钛合金侧梁组成焊接变形量更大,焊后侧梁组成尺寸更难满足要求。
(2)钛合金侧梁组成焊接过程中部分焊接接头无法进行气体保护。由于钛合金侧梁组成是一种大而密封的不规则结构,在焊接过程中很多焊接接头无法进行有效的惰性气体保护,导致接头与空气中氢、氧、氮气体发生反应,形成脆化组织,严重影响产品的焊接质量。
(3)侧梁组成的焊接工艺过程以及焊接方法是控制其焊接质量的难点。侧梁组成的结构较为特殊,焊缝的特点是长短不一、焊接位置不易操作,需要针对这样的结构和焊接难点合理的制定焊接工艺方法和焊接手段。如果在焊接过程中热输入较大时,冷却速度较慢会导致金属变形;如果冷却速度太快会导致出现淬硬组织,影响焊接质量。
2 侧梁组成焊接难点以及控制手段
2.1 针对侧梁焊接变形的措施
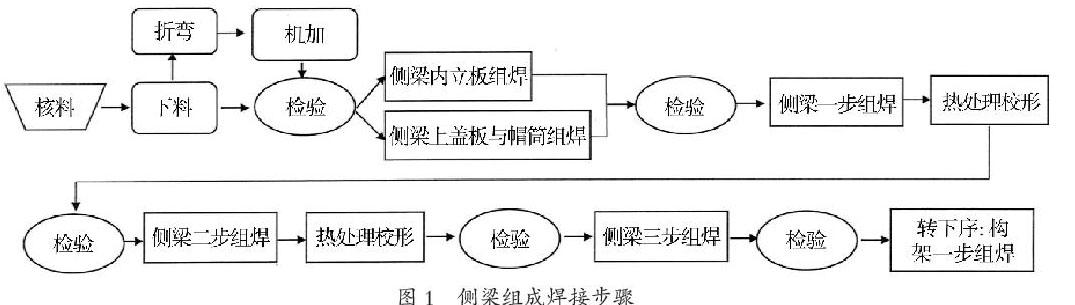
(1)由于动车组侧梁组成的特殊性,需要针对焊接过程制定详细的工艺方案,焊接的工艺方案的方案需要规定好焊接的方法、焊接的顺序、焊接参数等一些列的焊接标准。具体流程图如下所示。
(2)利用焊接柔性平台、C 型夹具、自行设计的侧梁组成专用工装等工具进行辅助焊接。
(3)由于侧梁组成在焊接的过程中,由于特殊性所以需要合适的工装,由于工装对其具备束缚性,导致变形应力无法得到释放。在焊接过程中在焊接夹具、工装工具的作用下进行热处理,同时消除残余内应力,以此确保焊接精度。
2.2 侧梁的焊接方法
侧梁组成的焊接方法一般根据侧梁组成的材料来决定,如果是钢结构,通常采用自动CO2气体进行保护焊;如果是钛合金材料时,通常采用惰性气体进行保护焊;为了降低焊接的热输入可以选择采用交叉断续的焊接方式。
2.3 针对侧梁组成焊接接头的控制方法
针对于动车组侧梁焊接的常见焊接问题主要有金属表面气孔、组织脆化、金属焊接裂纹等。以上常见问题中金属表面气孔的原因是在焊接过程中金属表面受到污染或者情节不到位造成中,可通过保证金属表面状态来预防;组织脆化和焊接表面裂纹主要是由于焊接接头气体保护效果不佳造成的,需要使用惰性气体对焊接接头进行保护来预防组织脆化和裂纹的产生。
3 结束语
综上所述,可以了解到构架侧梁的材料不同,由于参数不同,侧梁强度也不一样。钛合金材质的侧梁与钢结构侧梁相比,总重量下降了43%,理论上该种转向架设计还存在优化空间。通过对转向架侧梁的结构分析,并对工序过程进行分解,优化工装工具以及其他的辅助焊接工具,确保焊接操作过程的可操作性。同时采用手工钨极惰性气体保护焊并制定相应的焊接工艺;焊后通过真空热处理消除焊接残余内应力,以解决钛合金侧梁组成焊接变形、焊接质量等技术难题。最后在侧梁组成焊接的过程中根绝焊接结构的特性,制定合适的焊接方法、焊接工艺流程、焊接顺序、焊接参数等,最大程度的降低焊接缺陷,已达到最小程度的焊接缺陷及焊接变形。
参考文献:
[1].姚丹丹,于双,张洪超. 转向架焊接部件预热温度的确定方法[J]. 电焊机,2019,49(12):99-103.
[2].孟熙妍,张海燕. 轨道交通车辆转向架侧梁焊接装备的研制[J]. 机械制造,2018,56(3):57-59.
[3]陈倩清,唐永刚. TA2钛合金焊接试验研究[J].船舶工程,2007,29(2):58-61.
[4]陈长军,张敏,马红岩. 钛合金的焊接[J]. 焊接与切割,2007(5):52-53.
[5] 魏新刚,倪岩. 钛合金焊接缺陷的预防[J]. 内蒙古石油化工,2007(8):335.
(中车长春轨道客车股份有限公司,吉林 长春 130000)
