T10 钢表面FeMoCoNiCrTix 高熵合金熔覆层组织及性能
2020-07-07黄晋培章奇李忠文于治水
黄晋培, 章奇, 李忠文, 于治水
(上海工程技术大学材料工程学院,上海201620)
高熵合金[1]自问世以来,以其独特的成分构思打开了合金材料成分设计的新思路,它打破了传统材料中以一种元素为主,其他元素为辅的思想,而是采用以等摩尔比例或相近摩尔比的方法将5 种以上的元素混合在一起[2-6],由于这些元素间的相互作用,使其具有许多优异于传统材料的性能,如高强度[7]、高硬度[8]、高耐磨耐腐蚀性[9-11]等。 为了精确控制合金的成分, 高熵合金块体材料大多采用真空熔炼的方法制备,但是这种方法工艺复杂,容易产生铸造缺陷,在一定程度上限制了其应用。
研究表明,多数工件服役过程中的失效方式以磨损为主[12],而这种失效大部分发生在工件的表面,如果能在工件表面制备一定厚度高熵合金涂层,则可以有效地提高工件表面的力学性能, 延长其使用寿命,可以提高稀有元素的利用率。 基于这一考虑,在金属材料表面制备高熵合金涂层的研究很多,其制备方法也多种多样:如磁控溅射、电弧离子镀以及离子束辅助沉积等方法[13-15],但使用这些方法制备薄膜受到沉积速度和应力状态等因素的影响,往往会限制薄膜的厚度,在使用过程中会造成其早期失效,很难发挥高熵合金的优势[16-17]。
激光熔覆在工件表面添加其他元素, 同时利用高能激光束将其与基体材料表面快速熔化,通过快速凝结在其表面形成与基材具有不同成分和性能的合金层。 通过该技术可以制备较厚的涂层,并且涂层与基体间属于冶金结合, 具有很高的结合强度,目前已成为金属材料表面强化、修复的重要手段之一,利用此种技术制备表面高熵合金涂层也有一定的研究[18]。
在高熵合金系统中, 某一组元元素的含量不同,对整个熔覆层带来的性能改变也有所不同。 邢逸凡等[19]研究了Mn 元素的含量对CoCrFeNi 基高熵合金的影响,发现Mn 元素的增多,合金屈服强度先增大后减小。 苗振旺等[20]利用真空热压烧结法制备了CoCrFeNiCuTix高熵合金,发现Ti 含量为0.5 时,对该高熵合金的耐腐蚀性影响最大。 但是目前对于Ti 含量的变化对高熵合金硬度与耐摩擦磨损性能的影响的研究较少。
研究表明[21-25],FeCoCrNi 系的高熵合金综合性能较为出众且稳定, 因此本试验成分设计以FeCoCrNi系高熵合金为基础,并且为了进一步增强力学性能添加入Ti、Mo 元素[26-27]。
鉴于以上原因,采用激光熔覆技术在高碳钢表面制备FeMoCoNiCrTix高熵涂层, 并研究了Ti 含量对熔覆层组织、相结构及力学性能的影响。
1 试验方法
以T10A 作为基体材料(成分见表1),将其加工成直径Φ50 mm×10 mm 的试样,表面用粗砂纸磨光。将粒度0.074 μm(200 目)的Fe、Cr、Mo、Ni、Co 粉末按摩尔比等比例混合并掺杂Ti, 掺杂量与上述粉末中各元素相比摩尔分数(x)分别为0.25、0.50、0.75、1.00,将混合后的粉末置于研磨罐中研磨120 min,利用粘结剂将混合好的粉末涂置于T10A 钢试样表面,在干燥箱中烘干。采用YLS-5000 型光纤激光器对试样进行激光熔覆处理,激光功率为2500 W,扫描速度8 mm/s,按照Ti 含量的提高,将试样分别编号为1#、2#、3#、4#,未经熔覆的试样编号为0#。 将0#~4#试样切割后磨光并抛成镜面。
表1 T10A 钢化学成分Table 1 Chemical composition of steel T10A
采用荷兰PANalytical 公司生产的X-pert 型X射线衍射仪分析试样改性层的相结构,选用的X 射线源为Cu 靶的Kα,采用阶梯扫描模式,步长0.02°,每步0.4 s,扫描范围是20°~90°;利用扫描电子显微镜观察熔覆层的组织形貌并结合EDS 对熔覆层区域的成分进行分析;利用显微硬度计从表面向心部依次测试截面硬度,硬度测试的载荷为50 g,相邻两点间距离为100 μm,一直测试至基体。 采用多功能摩擦磨损试验机进行摩擦磨损试验,加载载荷为5 kg,主轴转速100 r/min,旋转半径为2 mm,试验时间持续30 min。
2 实验结果及分析
2.1 试样的组成相
图1 所示是经过处理的试样的X 射线衍射曲线。 图1 中显示,试样经过激光熔覆后表面改性层中主要以NiCrFe、NiCrCoMo 2 种固溶体为主, 其结构分别为体心立方结构(BCC)和面心立方结构(FCC),根据热力学公式:

高熵合金体系中混合熵的增高减少了Gibbs 自由能,Gibbs 自由能作为金属化合物形成的主要推动力,它的减少抑制了高熵合金体系中金属间化合物的生成,各组元元素趋向于以自由原子的形式进行固溶。高熵合金组元原子半径见表2。由表2 可知,Fe、Co、Cr、Ni 等原子半径相似,因此在激光熔覆制备的熔覆层中,以NiCrFe 固溶体为主。 由于1#~3#试样Ti 含量较低,并没有形成明显的相关相,可以推断,Ti主要溶于上述两种固溶体中, 而且随着Ti 含量的增加, 体心立方结构的NiCrCoMo 相含量略有下降,当Ti 的含量x 达到1 时,出现了FeTi 化合物相。 Ti 原子的原子半径在这几种元素中是最大的, 该相出现也说明3#试样中的固溶体已经处于饱和或者过饱和状态。

表2 高熵合金组元原子半径Table 2 Atomic radius of high-entropy alloy components
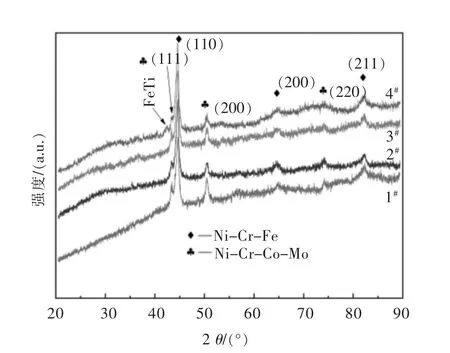
图1 1#、2#、3#、4#熔覆层试样的XRD 图谱Fig. 1 XRD patterns of 1#, 2#, 3#, 4#cladding samples
2.2 试样的显微组织
图2 所示为4#熔覆层试样的截面组织, 可以看出,熔覆层按照组织和位置不同,可以分为熔覆层、界面区和基体3 个部分。其中熔覆层部位的组织放大后可以看出,该区域主要是以枝晶为主,由于其在凝固时是依靠表层的空气散热,散热速度在垂直于表面的方向上最快,导致枝晶沿着垂直表面的方向生长。 从图2(b)中可以看出,熔覆层晶粒细小,此时熔覆层以细晶强化为主。 在图2(b)中出现了均匀分布的析出物,以点A 为例进行了EDS 测定,测定结果见图3。发现析出物中Ti 元素较多, 结合XRD 衍射结果,为TiFe 硬质相。 这些析出物均匀分布于晶界之间,起到钉扎效应,增大晶格畸变,从而进一步提升熔覆层的整体性能。 图2(c)是界面处的微观组织,可以看出,该区域含有大量的等轴晶, 其直径约为25~30 μm,相当于7~8 级晶粒。 其成因是在冷却过程中,表面是主要的散热源,同时热量在基体内部传导,致使基体温度迅速升高。 当表层凝固时,底部液体在各个方向传热速度均相近,因而该区域形成了等轴晶,但是冷却速度仍然较高,过冷度大,提高了形核率,所以晶体晶粒度较高。

图2 FeMoCoNiCrTi 熔覆层试样(4#)各部分的显微组织Fig. 2 Microstructure of FeMoCoNiCrTi cladding layer sample (4#)

图3 FeMoCoNiCrTi 熔覆层试样(4#)中析出物(A 点)的EDS 图谱Fig. 3 EDS measurement pattern of precipitates (point A) in the FeMoCoNiCrTi cladding layer sample (4#)
2.3 试样的表面硬度
图4 所示是经过激光熔覆试样的硬度分布曲线,按照硬度的不同,并结合试样的截面组织,可以明显地看出熔覆层、热影响区和基体3 个部分,熔覆层中由于多种组元的混合效应, 使HV 硬度超过了750,高于基体硬度(HV 硬度约为550),即便是在热影响区处由于合金元素的熔入使其HV 硬度也提高至650 左右。在界面结合处由于两侧散热速率不同,导致马氏体[28]增大变形,硬度出现断崖式下降,直至在热影响区趋于稳?定。 在不同含Ti 量时熔覆层硬度略有不同,x=1 硬度最高,HV 硬度达到了792, 其原因主要是随着Ti 含量的提高, 固溶体中溶质含量逐渐提高,固溶强化的效果逐渐增强。 在图4 中,2#试样和3#试样有了较为明显的提高,说明当Ti 含量与其他元素相当时,生成了少量含Ti 化合物相,这些化合物属于硬质相,使熔覆层硬度进一步提高。
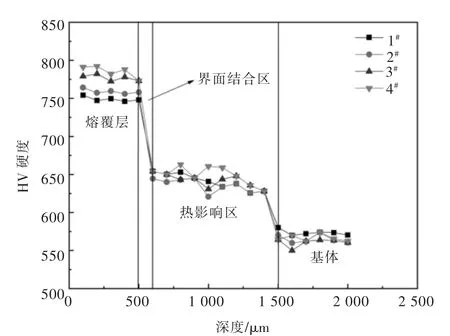
图4 1#,2#,3#,4#试样截面的显微硬度分布曲线Fig. 41#, 2#, 3#, 4#samples section microhardness distribution curves
图5 所示为对0#,1#,2#,3#,4#熔覆层试样进行了磨损实验的结果。 实验结果表明,FeMoCoNiCrTix熔覆层的整体耐磨损效果均高于基体材料T10 钢。除此之外,随着Ti 含量的提升,FeMoCoNiCrTix熔覆层的耐磨性能也在提高。
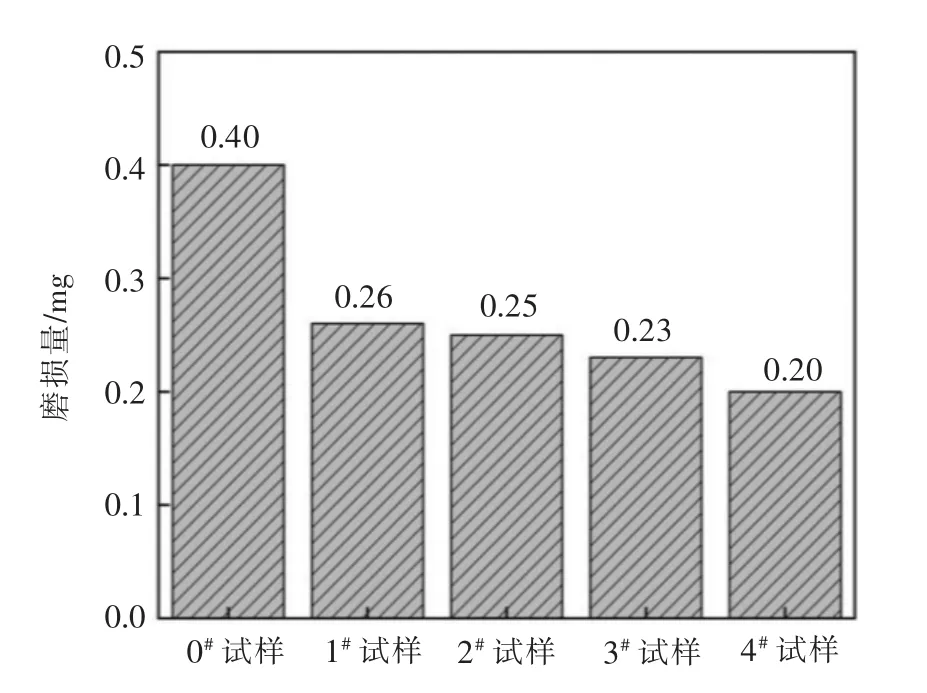
图5 T10 钢基体与FeMoCoNiCrTix 试样的磨损实验结果Fig. 5 T10 steel substrate and FeMoCoNiCrTix wear test results
图6 所示为熔覆层样品摩擦磨损显微电镜照片,其中(a),(b),(c),(d)分别对应1#,2#,3#,4#FeMoCoNiCrTix熔覆层样品。
观察分析图6 可知:1#试样在磨损过程中,沿滑动方向产生的剪切力使得样品表面产生剥离,磨损方式为粘着磨损;2#试样仍然有分层和剥离出现,磨损方式仍然为粘着磨损,但从图5 可以看出,2#试样的耐磨性能有了提高;3#试样出现了一些碎屑与少量犁沟,这些犁沟是由于高硬度的硬质磨屑在摩擦力的作用下难以分解而被嵌入到磨损平面的基体中随滑动方向不断运动而产生的,但犁沟较少,此时的磨损方式仍然以粘着磨损为主,少量为磨粒磨损;4#试样在磨损过程中有大量碎屑产生,并且较多沿滑动方向的犁沟,这表明此时的磨损方式以磨粒磨损为主。
综上分析,当Ti 含量等于1 时,系统中固溶体已经处于过饱和状态,并且文献[27]研究表明,当Ti 元素继续增加时, 耐腐蚀性能以及断裂韧性都会降低,不再适用于关键部位零件的表面改性。
3 结 论
利用激光熔覆技术在T10 钢表面制备Fe MoCoNiCrTix高熵合金层,并经过上述研究可以得出以下结论:

图6 FeMoCoNiCrTix 试样的磨损实验显微照片Fig. 6 Wear micrographs of FeMoCoNiCrTix cladding samples
1) 熔覆层中各元素主要是NiCrFe、NiCrCoMo两种固溶体为主, 其结构分别为BCC 和FCC,Ti 含量(x)低于1 时,没有明显的化合物衍射峰。 当Ti 含量为1 时,出现了TiFe 硬质相;
2) 试样的截面可以分为熔覆层、 界面和基体3部分,熔覆层组织主要是以柱状枝晶为主,界面处出现了晶粒度7~8 级的等轴晶;
3)高熵合金熔覆层的HV 硬度达到了750 以上,比基体HV 硬度高200。 熔覆层由固溶强化变为固溶强化和硬质相强化共同作用。磨损方式由粘着磨损逐渐变为磨粒磨损。
