钣金零件焊接强度管理
2020-07-04
(广汽乘用车有限公司 511400)
0 引言
钣金零件的常用焊接方法有电阻点焊和气体保护焊(CO2保护焊)。电阻点焊属于电阻焊的一种,它是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触表面及邻近区域产生的电阻将其加热到熔化或塑性状态,使之形成金属结合的一种焊接方法(图1)。CO2保护焊,利用焊丝与工件之间电弧产生的热量,熔化焊丝与工件形成焊缝, 通过CO2气体作保护,把电弧和熔池与空气隔离开来的一种焊接方法(图2)。
汽车车身由几百件钣金件焊接而成,各钣金零件焊接连接部位抵抗永久变形和断裂的能力称为车身焊接强度。焊接强度不足会直接影响到连接部位抵抗永久变形和断裂的能力,因此,强度是焊接的生命,焊接强度不足将会直接影响整车的强度,进而影响乘员生命财产安全。所以钣金零件强度管理是钣金零件管理的重中之重。
钣金零件强度管理应该从以下4 个维度展开:制定明确的强度总体管理项目;焊接硬件/条件管理;电极及焊接零件的管理;焊接强度的检查。通过以上4 点进而完成对钣金零件焊接强度的全过程监控。
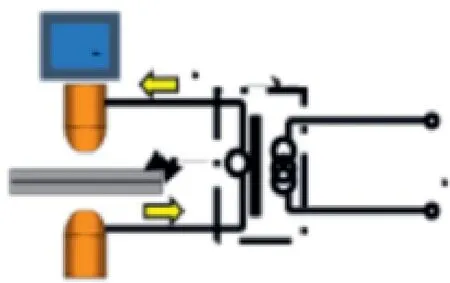
图1 电阻点焊示意图
1 制定明确的强度总体管理项目
开展强度管理必须要有据可循,要有对应的管理技术规范文件。让所有的强度管理工作都能有法可依,并将这些文件向所有涉及到的员工进行培训宣贯,做到关联人员能够理解体制的要求。通常,对于员工培训宣贯的频率为每年至少1 次。在以上基础之上,还必须在SOP 之前制定每个SUB 件的焊接强度标准,并对零件焊接强度进行审核,标准制定和审核通常每个车型开展1 次,必须在新车型量产之前完成。整个管理的过程都要做好相关账票文件的记录和管理(图3),做到可追溯。账票资料制作记录应由班组长审核,根据记录内容的重要性确认需要审核的级别,并明确记录的周期和要求,最终所有的记录都应该收集存档,以便后续追溯。
2 焊接硬件/条件管理
无论零件设计的强度如何高,但最终要体现在实物上都要经过制造(焊接)的过程,而对焊接这一过程进行管理非常必要。焊接过程管理应该包括焊接机器的管理、焊接条件的管理以及异常或变化点的管理。
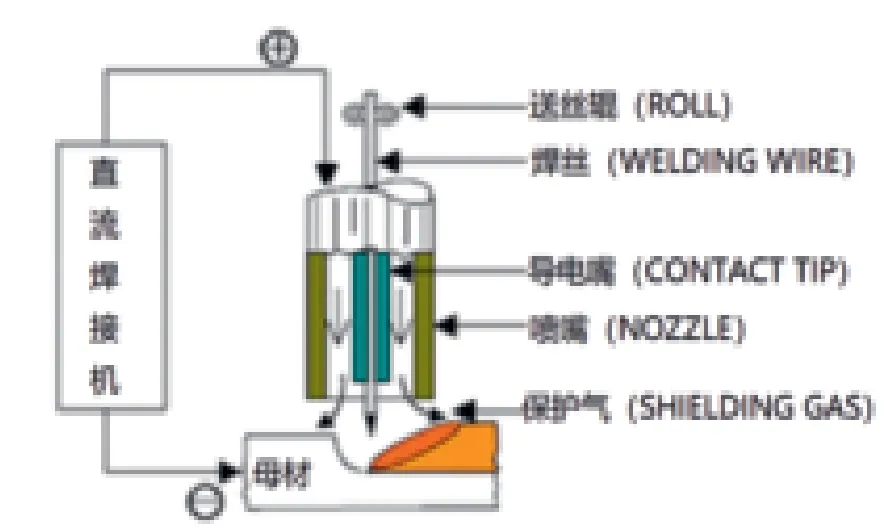
图2 气体保护焊

图3 强度管理体制及相关账票
首先,焊接设备(机器人、焊机和夹具)必须在量产之前就确定下来,并经过稳定性、一致性验证确认合格后方可进入量产。在设备固定下来之后,就要对设备生产参数进行跟踪验证,确定下最优、最稳定的设备条件后将这1 种状态固化下来。确定设备焊接的最优参数通常使用正交试验验证。之后便要制定合理的周期对生产设备和生产条件(参数)进行点检,点检工作就是对设备和参数的稳定性进行监控,以保持零件的焊接强度一直保持在最优的区间。日常点检工作通常由作业员依照前期制定的《作业标准书》执行,由班组长进行确认,应该在每班次开班前进行,开班后每2 h 由班组长进行巡查确认。
除了日常点检之外,也要定期对设备工装进行维护,维护应该由专业的设备人员进行,报由设备责任人确认,设备维护保养周期应该根据设备的使用情况设定,通常按照每个月1 次的频率实行。
3 电极及焊接零件的管理
对于电阻点焊来说,因为焊接过程电极头处于高压、高温的工作环境下,所以电极头会出现磨损、变形以及对接异常。当电极头出现上述情况后,零件焊接时的通电面积、焊接压力也会随之降低,因此焊接强度也会发生变化[1],即出现虚焊、过烧、裂纹、气孔以及焊合小等问题。因此电极头管理是必不可少的。通常电极头管理应该包含电极头的修磨频率及次数、电极修磨器的管理以及电极修磨效果确认(包括电极头外观和焊接后强度确认)。
另外对于2 个SUB 零件焊接配合面的精度也要进行管理,因为当2 个焊接配合面之间存在间隙时,就会影响到焊接时的压力,进而对焊接强度产生影响。对2 个SUB 零件焊接配合面修边长度也要进行监控,因为当修边变短就有可能出现边缘焊,严重者会出现半点焊,进而影响到焊接强度。对于零件精度至少应该每个月完成1 次监控,而配合间隙和修边长度应该纳入日常作业管理项目中,作业者通过目视就可以确定,每件零件都应该确认到位。
4 焊接强度的检查
焊点强度检查是通过测量焊核的直径或利用一字螺丝刀对焊点进行半破坏确认,进而对焊点强度进行管理。点焊焊点品质检查的方法很多,包括目视检查、非破坏检查、全破坏检查、切片检查和超声波检测等。而根据检查的周期不同,可以划分为日常检查、定期检查、不定期检查和重要焊接部位检查等。日常检查包括目视、非破坏检查。除了目视检查外还有半破坏检查和全破坏检查[2],半破坏检查应在首中末以及电极头修磨前后进行,以此来保证焊点强度稳定性。全破坏检查应每月至少开展1 次,以此来确认焊接稳定性,应由专人使用专用工具进行。所有的检查都应该做好记录和存档,做到追溯和确认。
焊点强度检查首先要有相应的检查标准,并且检查者要熟悉标准,通常标准中要包含焊点异常的图示,以及对应情况可能的原因,这样有利于检查在不确定时可以有据可循。除了要检查每个焊点的外观,还要对焊点数量和位置进行确认,焊点数量应该与数模或图纸一致,焊点位置度应该符合图纸公差要求。对于检查员的作业能力和作业遵守度要定时展开巡查和检证,以保证作业员能够胜任检查岗位。
5 总结
通过实行强度管理,可以有效地将焊接强度进行全过程管理,以此保证钣金零件焊接强度符合要求,进而保证车身强度满足设计要求。
