简述一种自动化压装可变位压头设计
2020-07-03胡胜雨
胡胜雨
摘 要 本文针对自动化压装装配中实际应用的一种情况设计一款压装压头结构,并进行粗略的计算和强度校核。
关键词 自动化;压装;压头结构
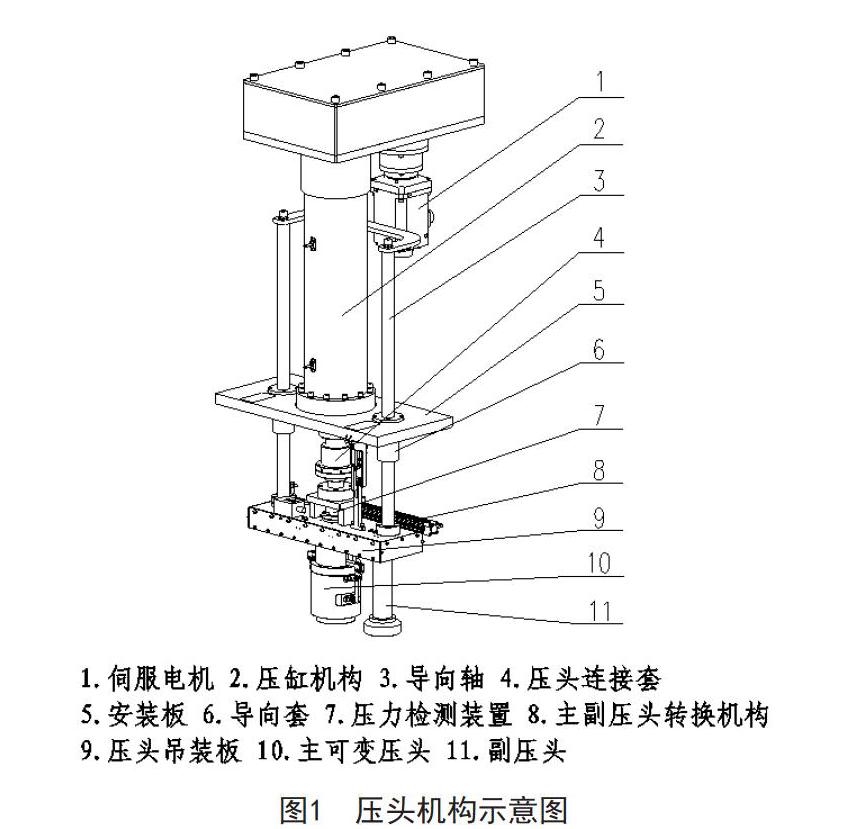
随着科技的快速发展,越来越多的技术应用到自动化领域。人们对于产品的质量要求也越来越高,大量的自动化设备的应用使产品的质量能够更好地管控,同时也能对产品的历史进行追溯。本文针对现实情况,依据应用要求设计一款在自动化生产装配线中应用的自动压装机构,着重介绍其中关于压装压头机构部分。其结构示意图见图1所示。
压头机构的主要组成部分如图中所描述,在工作工程中,整个压头机构的动力部分由伺服电机提供,选用伺服电机的好处是可以精确控制压头在压装过程中位移,这对压装装配工艺中位置有要求的情况是十分有利的。整个压装力的传递由压缸机构来执行,其内部主要是由滚珠丝杠组成,滚珠丝杠传动效率高,可达90%以上,相对于普通丝杠传动效率高位置精度更加精确。压缸机构两侧的导向轴起导向作用外还兼顾着平衡压装时由于压装力不是完全竖直是引起的水平方向的分力,如果此分力全部作用到压缸机构上,会加剧内部丝杠与端部密封结构的摩擦损耗,影响使用寿命。增加两根导向轴能有效避免水平方向的分力作用到压缸机构上对压缸机构产生破坏[1]。
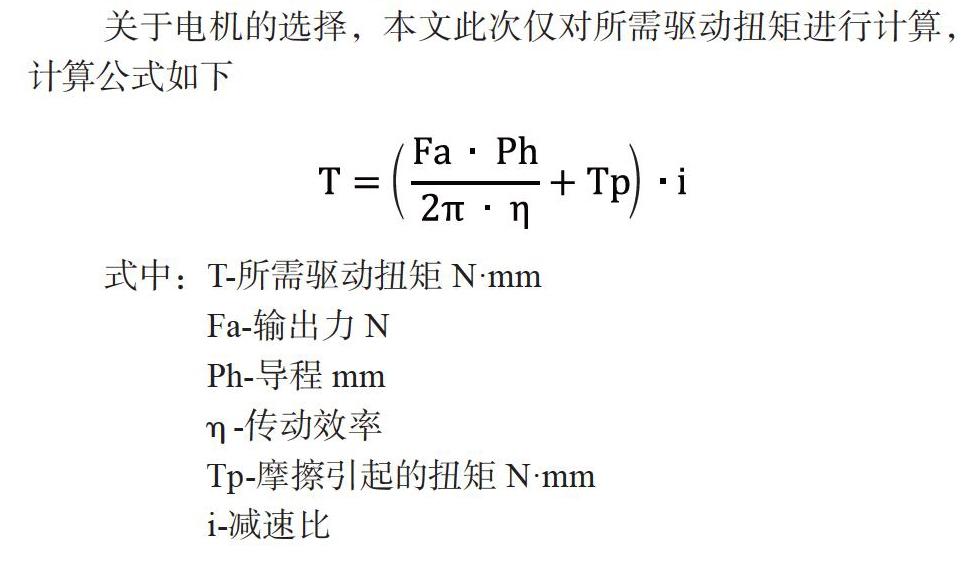
关于电机的选择,本文此次仅对所需驱动扭矩进行计算,计算公式如下
式中:T-所需驱动扭矩 N·mm
Fa-输出力 N
Ph-导程 mm
η-传动效率
Tp-摩擦引起的扭矩 N·mm
i-减速比
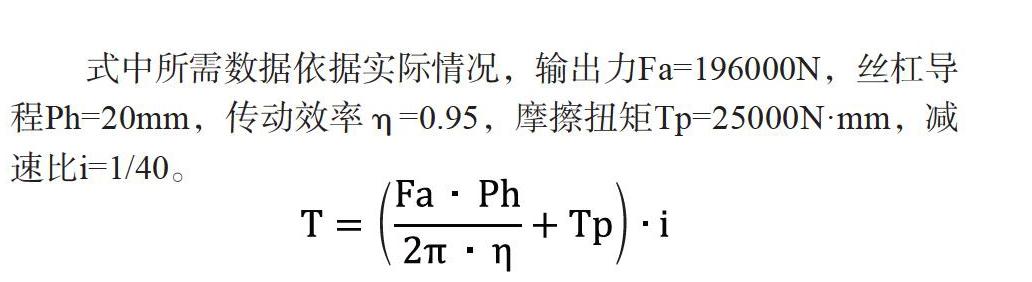
式中所需数据依据实际情况,输出力Fa=196000N,丝杠导程Ph=20mm,传动效率η=0.95,摩擦扭矩Tp=25000N·mm,减速比i=1/40。
根据计算结果选取相应的伺服电机。选取伺服电机除了电机的输出扭矩要求,对于伺服电机的功率,可带负载转动惯量,控制方式的都有要求,并有相对应的计算公式进行计算选取,这里不做介绍。
在压缸机构和压头之间装有压力检测装置,内有压力传感器,可對压装过程中压力状态进行监控。针对不同压装工艺要求设置不同的压装力,配合伺服电机和滚珠丝杠的使用可对压装过程进行有效的监测和控制,并通过计算软件可以合成压力位移曲线,对于后期产品的品质分析提供数据分析来源[2]。
下端的压头部分主要有两大部分组成,分为主可变压头和副压头,这两部分共同装配在一块可移动基板上,并有一个气缸驱动来变换两组压头的工作位置。变换时机由PLC依据产品型号进行控制。对于本次压装生产要求,两组压头中主可变压头是一套可同时兼容两种产品的压头装置,副压头仅对应一种产品。主可变压头采用内外套装结构,外部是针对产线上大型产品压装的外压头,内压头针对相对小一个型号的产品。内外压头的转换采用气缸推动转换,内压头与外压头之间有导向轴贯穿连接,导向轴上套有压缩弹簧,弹簧力一直保持向外部顶住内压头内外压头之间有介入挡块机构。这里规定副压头对应压装1号产品,主可变压头外压头对应压装2号产品,主可变压头的内压头对应压装3号产品。当设备上来料为1号产品时,PLC控制主副压头转换机构中的气缸动作,推动移动基板将副压头推送到压缸机构正下方,伺服电机驱动整个压装机构下移开始压装,压装时监控压装力和下压位移量是否满足产品规定的压装要求,要是都满足则判断压装合格,如果其中有一项数据异常,与产品压装要求数据不符合则进行异常报警,并将数据存储为后续分析做准备。当设备上来料为2号产品时,PLC控制主副压头转换机构中气缸动作,推动移动基板将主可变压头推送到压缸机构正下方,压装机构下压,此时的主可变压头中内外压头之间的介入挡块机构不动作,压装时内压头会被2号工件内部结构顶起退缩到外压头内部上方位置,不介入压装过程,其余动作过程与副压头压装1号产品时一样,压装结束后压头抬升时弹簧机构将内压头顶回到原位置。当压装3号产品时,主可变压头还应在压缸机构正下方,这是时主可变压头中的内压头开始工作,在压装之前主可变压头中的介入挡块机构动作,将内压头挡住防止其抬升回到上部,将其阻挡在工作位置,直到整个压装过程完成。在每个压装过程结束后伺服电机驱动整个机构上升到初始设定的原点位置,下端部分的压头机构也可以回到初始原点位置,也可以不用回,但需要控制系统记住当前各压头的位置状态,保证下次压装时能够选取正确的压头机构。
对于此次压头的结构设计,从结构上看,在同等压力条件下,内压头的结构尺寸相对其余两种压头的结构尺寸来看是最容易损坏的一个,因此对内压头的结构强度进行有限元分析,其结果如下图所示。
从图2内压头模型强度分析看出,在额定压力情况下,内压头所受压力强度最大值为1.64Mpa,内压头材料为45碳钢并做调质处理,其本身屈服强度为3.75Mpa,安全系数达到2.3倍,满足使用条件。图3为内压头受压后的变形量分析,从图中看出最大综合位移量为0.03mm,对于产品本身的压装位置精度要求±0.1mm来说完全满足[3]。
本次设计的压装压头结构下端的主副压头结构设计成了一种可以拆卸更换的机构形式,当产品换型时这种压头不能满足压装要求,可将其拆下换上其他结构的压头,不需要更换所有压装机构,提高了整体设备的通用性。
参考文献
[1] 闻邦椿.机械设计手册(第2卷)(第5版)[M].机械设计手册(第2卷)(第5版).北京:机械工业出版社,2010:21.
[2] 寇宝泉,程树康. 交流伺服电机及其控制[M].北京:机械工业出版社,2008:109.
[3] 陈超祥,胡其登.SOLIDWORKS Simulation高级教程(2018版)[M].北京:机械工业出版社,2018:59.
