基于KISSsoft齿面三维修形的某型电动汽车减速器噪声优化
2020-07-02李佳星高秀琴刘祚时钟尚江
陈 爽,李佳星,高秀琴,刘祚时,钟尚江
(1.江西理工大学 机电工程学院,江西 赣州 341000;2.赣州经纬科技股份有限公司,江西 赣州 341000)
0 引言
电动汽车已经成为未来汽车发展的主要趋势。与传统汽车相比,电动汽车的噪声相对较小,但缺少发动机噪声的掩蔽效应,减速器齿轮啮合产生的中高频噪声变得愈加明显。而人耳对1 000~2 000 Hz的中高频噪声非常敏感,故研究减速器降噪问题具有重要的实际意义[1-3]。
齿轮不良啮合是引起减速器噪声的主要原因[4-5]。提高减速器齿轮制造精度,有利于改善齿轮啮合状况,降低啮合产生的噪声。但高精度齿轮的加工难度较大,且制造成本高昂,故在实际应用中,通常对减速器齿轮进行修形以改善齿轮啮合状况,进而降低减速器的噪声[6-7]。目前,对于齿轮修形还没有较为成熟的方法,在实际应用中,通常需要大量试验反复验证修形效果,使得研发周期长,研发成本高[8]。随着计算机技术的发展,越来越多的研究应用专业软件进行齿轮修形优化。文献[9]应用KISSsoft分析软件对行星齿轮副进行修形优化设计。文献[10]使用KISSsoft分析软件对直齿圆柱齿轮进行修形,以降低齿轮传动产生的噪声,提高传动效率。文献[11]以跑车减速机构为研究对象,应用KISSsoft分析软件对减速机构的行星齿轮进行修形优化。文献[12]应用Romax分析软件对滤波减速器齿轮进行修形,以改善其传动性能。文献[13]运用Romax软件中齿面微观几何分析技术,对某汽车纵置变速器的常啮合齿轮副进行齿面微观修形。文献[14]基于MASTA软件对不同微观修形方式的齿轮性能进行了仿真分析。但现有研究多数仅进行齿形或齿向单方面修形,或简单地同时应用齿形与齿向修形,过于依赖分析软件修形功能的固定流程,缺少对具体问题的深入分析及对软件的灵活运用。
本文以某型电动汽车减速器为研究对象,针对减速器降噪问题,提出了一种基于KISSsoft齿面三维修形的减速器噪声优化方法。根据减速器噪声形成的本质原因,以齿轮啮合传递误差及接触应力为优化指标,采取以齿形修形为主、齿向修形为辅的三维修形方法对齿轮进行修形,通过仿真接触分析验证方法的合理性。最后,搭建噪声、振动与声振粗糙度(noise,vibration,harshness,NVH)试验台,通过试验进一步验证所提方法的有效性。
1 电动汽车减速器噪声产生机理
电动汽车减速器噪声是减速器齿轮传动系统在动态激励载荷作用下产生的刚耦合响应。动态激励包括内部激励和外部激励,其中,内部激励即齿轮啮合产生的动态载荷。减速器各齿轮副在啮合过程中因受到交变载荷等因素的影响,其实际啮合轨迹曲线往往与理论曲线存在偏差,由此导致齿轮啮合时出现冲击碰撞,引起噪声,这是减速器产生噪声的主要原因。噪声的主要表现形式为齿轮啮合的传递误差波动量。对减速器齿轮齿面进行修形优化,可减小齿轮实际啮合轨迹曲线与理论曲线的偏差,从而改善传递误差波动量,有效降低减速器的噪声[4,15-16]。
2 基于KISSsoft的齿面三维修形理论
2.1 KISSsoft齿面修形数学模型
齿面修形方法可分为齿形、齿向和三维修形3类[17]。KISSsoft分析软件有效地结合了齿形修形及齿向修形,其约束条件公式及修形国际标准公式如下[18-19]。
保证被切齿轮不发生根切的条件为:
(1)
其中:x1为齿轮1的变位系数;z1为齿轮1的齿数;ha*为齿轮齿顶高系数。
保证重合度限制条件为:
ε≥[ε],
(2)
其中:ε为齿轮传动的重合度;[ε]为许用重合度,一般取1.2。ε的计算公式为:
(3)
其中:α为齿顶圆压力角;α′为啮合角。
保证不发生过渡曲线干涉条件为:
(4)
其中:z2为齿轮2的齿数。
齿形修形量计算公式国际标准有两种,第一种是根据载荷作用产生的变形量来计算齿形修形量,其公式为:
(5)
其中:△max为齿形最大修形量;KA为工况系数;Ft/b为单位齿宽上的圆周力;ξa为端面重合度;Cγ为齿轮啮合刚度。
第二种是根据加工精度来计算齿形修形量,其公式为:
△max=0.02mn;
(6)
hmax=0.6mn,
(7)
其中:mn为法向模数;hmax为齿高修形量。
齿向修形量计算公式为:
Ca=0.5Fβxcv,
(8)
其中:Ca为齿向修形量;Fβxcv为原始啮合齿向误差。
2.2 基于KISSsoft的齿面三维修形方法
本文齿面修形的目的在于降低减速器噪声,齿轮啮合的传递误差是引起减速器噪声的主要原因,而齿形修形可以改善齿轮啮合状况,对降噪起主要作用,齿向修形则对降噪起辅助作用。针对某型电动汽车减速器噪声产生的本质原因,并基于KISSsoft平台,提出一种以齿轮啮合传递误差及接触应力为优化指标,以齿形修形为主、齿向修形为辅的齿面三维修形方法。其具体步骤如下:
步骤1 建立待分析模型。将该型电动汽车减速器相关参数输入KISSsoft中,并定义齿轮材料、变位系数选择条件及滑动率等约束条件。
步骤2 初步接触分析及修形推荐量计算。对待分析模型进行初步接触分析,并计算齿形与齿向的修形参数推荐量。
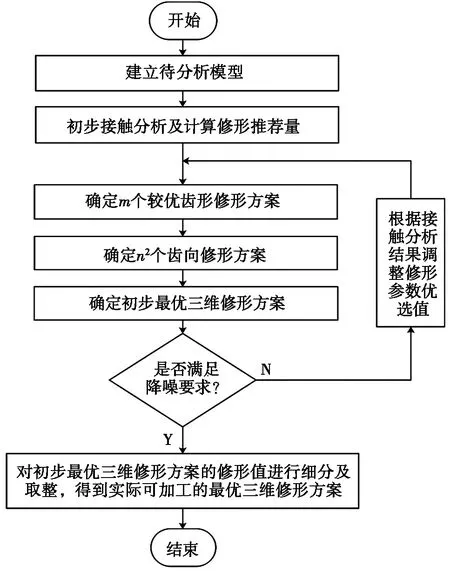
图1 基于KISSsoft的齿面三维修形方法流程图
步骤3 确定较优齿形修形方案。根据齿形修形推荐量范围,等距分成a个优选值。齿形修形部位为齿轮的齿根与齿顶,即可组合成a4个方案。继续以传递误差及接触应力为优化指标进行筛选,得到m个较优齿形修形方案。
步骤5 确定初步最优三维修形方案。将m个较优的齿形修形方案分别与步骤4中n2个齿向修形方案进行组合,构成三维修形方案。以传递误差为优化指标,确定每一个较优齿形修形方案中传递误差最小的三维修形方案。进一步筛选,得到初步最优三维修形方案。
步骤6 确定最优三维修形方案。对初步最优三维修形方案进行接触分析,判断是否满足要求,若不满足,需调整修形参数,并重复步骤2;若满足,则对修形值进行细分及取整,得到符合实际加工精度的最优三维修形方案。
基于KISSsoft的齿面三维修形方法流程图如图1所示。
3 KISSsoft齿面三维修形实例仿真分析
3.1 减速器结构简图及齿轮副设计参数
某型电动汽车减速器由两级平行轴圆柱斜齿轮传动系统组成,其结构简图如图2所示。

1.减速器前壳体;2.一级主动齿轮Z1;3.一级从动齿轮Z2;4.二级主动齿轮Z3;5.差速器;6.二级从动齿轮Z4;7.减速器后壳体。
图2中,该两级传动系统的动力传递路径为:电机将动力传递至输入轴,输入轴上齿轮Z1通过与齿轮Z2相啮合将动力传递至中间轴,中间轴上齿轮Z3通过与齿轮Z4相啮合将动力传递至输出轴。齿轮副具体设计参数如表1所示。
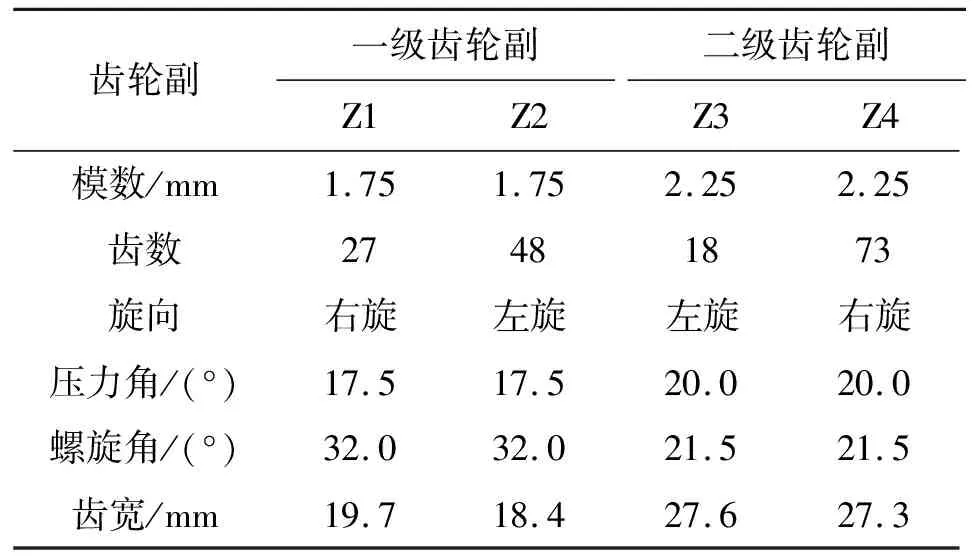
表1 齿轮副具体设计参数
3.2 KISSsoft齿面三维修形及仿真分析
根据表1相关参数在KISSsoft软件中建立仿真模型,以一级齿轮副为例进行齿面三维修形方法说明及仿真分析。仿真模型中,齿轮材料选择20MnCr5,齿轮的精度等级设置为6级,润滑油为ISO-VG 220,采用油浴润滑方式,输入转矩T=200 N·m。进行原始参数接触分析,得到修形前一级主动齿轮Z1传递误差曲线及啮合接触应力曲线,分别如图3和图4所示。图3和图4中,A为齿根圆区域;B为修形的起始点区域;C为节圆区域;D与B相同,也为修形的起始点区域;E为齿顶圆区域,下同。

图3 修形前一级主动齿轮Z1传递误差曲线
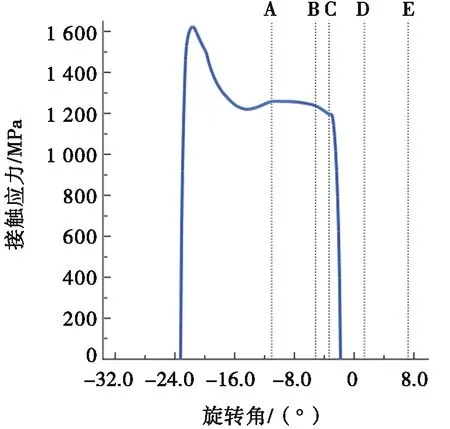
图4 修形前一级主动齿轮Z1啮合接触应力曲线
由图3可知:传递误差曲线波峰值为-22.397 μm,波谷值为-23.465 μm。波峰值与波谷值的差值为传递误差最大波动量,此时传递误差最大波动量为1.068 μm。齿轮Z1在旋转角为-10°、6°、2°和7°附近时,其传递误差曲线均有较大突变跳动。上述分析表明:修形前的齿轮啮合情况较差,啮合过程中可能产生较大的冲击噪声。由图4可知:齿轮Z1在旋转角为-23°时,其啮合过程中接触应力达到最大值1 631.67 MPa。接触应力最大值在啮合初始点附近,表明齿轮Z1在刚啮合时便发生较大的冲击。
经过KISSsoft初步接触分析及修形推荐量计算得到:齿形修形推荐量为3~10 μm;齿向修形推荐量为3~7 μm。对齿形修形推荐量等距选取5个优选值,分别为3.00 μm、4.75 μm、6.50 μm、8.25 μm和10.00 μm,该5个优选值可组合成625种齿形修形方案。进一步以传递误差和接触应力为优化指标,对所有修形方案进行综合筛选。通过KISSsoft计算得到该625种方案的接触应力和传递误差之间的关系,如图5所示。
利用L16(45)正交试验设计,对基因组DNA模板、Taq酶、dNTPs、Mg2+、引物浓度进行5因素筛选试验。反应体系总体积为25 μL,每个组合按表1所示的量添加,分别取5 μL扩增产物在1.5%琼脂糖凝胶中进行电泳分析。

图5 全部修形方案传递误差及接触应力关系
根据图5所示的计算结果,选取传递误差最小的84号和85号修形方案;继续选取接触应力最小的16号和141号修形方案;最后,综合传递误差和接触应力指标,选取39号和168号修形方案。至此,得到6个较优的齿形修形方案。

表2 6种三维修形方案最终修形参数 μm
在齿向修形推荐量范围内等距选取5个优选值,分别为3 μm、4 μm、5 μm、6 μm和7 μm,即对于每对齿轮可组合成25个齿向修形方案。将6个较优齿形修形方案分别与25个齿向修形方案组合构成三维修形方案,确定每一个较优齿形修形方案中传递误差最小的三维修形方案。此6种三维修形方案最终修形参数如表2所示。
对此6种方案进一步筛选,对传递误差最大波动量和接触应力最大值进行综合对比分析。各方案传递误差及接触应力如图6所示。

图6 各方案传递误差及接触应力
由图6可知:传递误差最大波动量最小的方案为141号,其值为0.916 μm,最大的方案为16号,其值为0.926 μm。接触应力值最小的方案为16号,其值为1 524.97 MPa,其次为141号,其值为1 528.29 MPa;最大的方案为85号,其值为1 535.37 MPa。经过此6种方案的修形,其传递误差波动量及接触应力均有明显改善。综合传递误差波动量及接触应力指标,确定141号方案为修形效果最好的方案。
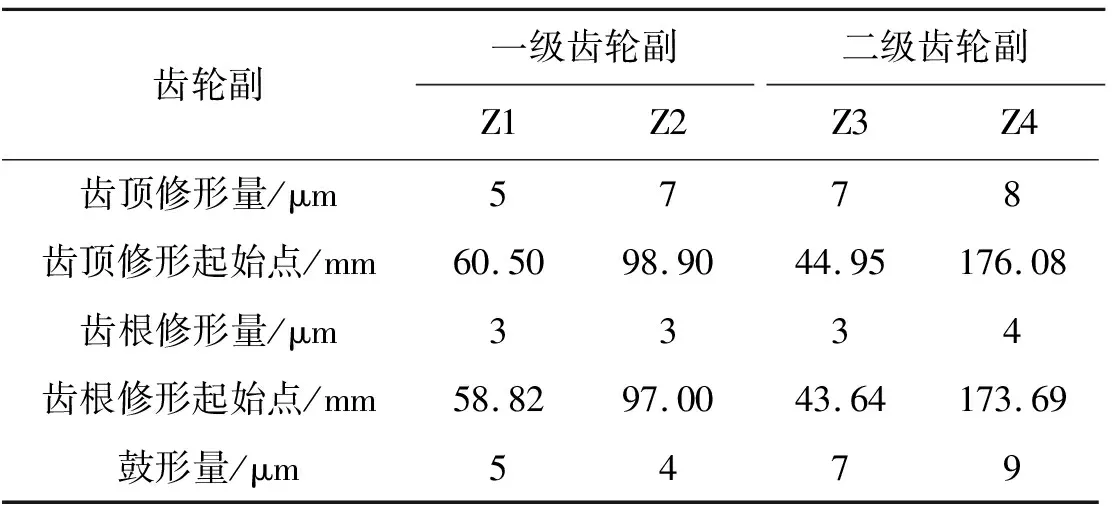
表3 最优三维修形方案
根据方法流程,继续对141号方案的修形参数进行细分。细分范围为各修形参数±1.75 μm内的整数值,经过多次分析对比,确定一级齿轮副最优三维修形方案;重复本文所提方法,继续对二级齿轮副修形方案进行选取,最终确定一级齿轮副及二级齿轮副的最优三维修形方案,如表3所示。最优三维修形方案的一级齿轮副齿轮Z1的传递误差曲线及啮合接触应力曲线分别如图7和图8所示。
对比图7和图3可知:修形后,传递误差最大波动量为0.918 μm,相比于未修形前的1.068 μm,修形后的传递误差最大波动量降低了14.04%。且传递误差曲线在全部啮合周期内均无明显跳动,有效减缓了齿轮啮合时发生的冲击。对比图8和图4可知:修形后,齿轮啮合时的接触应力最大值降低至1 524.73 MPa,相比于未修形前的1 631.67 MPa,接触应力降幅达到6.55%。修形后,接触应力最大值依然发生在靠近开始啮合区域,但其接触应力变化明显变缓,整个啮合周期接触应力分布更为平均及合理。综上可知,经所提方法修形后,齿轮啮合传递误差波动量和接触应力均得到了有效改善。
4 减速器NVH试验
为进一步验证基于KISSsoft的齿面三维修形方法对某型电动汽车减速器噪声的优化效果,搭建如图9所示的某型电动汽车减速器NVH试验台,进行NVH试验。根据表3中最优三维修形参数对该减速器齿轮进行修形,并比较修形前后噪声优化效果。

图7 修形后一级主动齿轮Z1传递误差曲线

图8 修形后一级主动齿轮Z1啮合接触应力曲线

图9 某型电动汽车减速器NVH试验台
如图9所示,NVH试验台共安装4个麦克风以收集噪声信息数据。为减少环境噪声的影响,仅使用减速器正前方最近位置的麦克风进行噪声收集,即安装位置1处的麦克风。数据采集分析系统为LMSTestLab,试验工况为3 000~6 000 r/min,70 N·m,测试时间为30 s。同时,为尽量减少齿轮加工制造及修形加工误差等其他因素对试验的影响,在进行修形前及修形后的噪声采集试验前,均先进行磨合。磨合工况1为2 000 r/min,40 N·m,20 min;磨合工况2为6 000 r/min,80 N·m,20 min。根据以上试验要求,修形前的噪声试验数据所得麦克风Colormap图及阶次切片图分别如图10和图11所示,修形后的噪声试验数据所得麦克风Colormap图及阶次切片图分别如图12和图13所示。
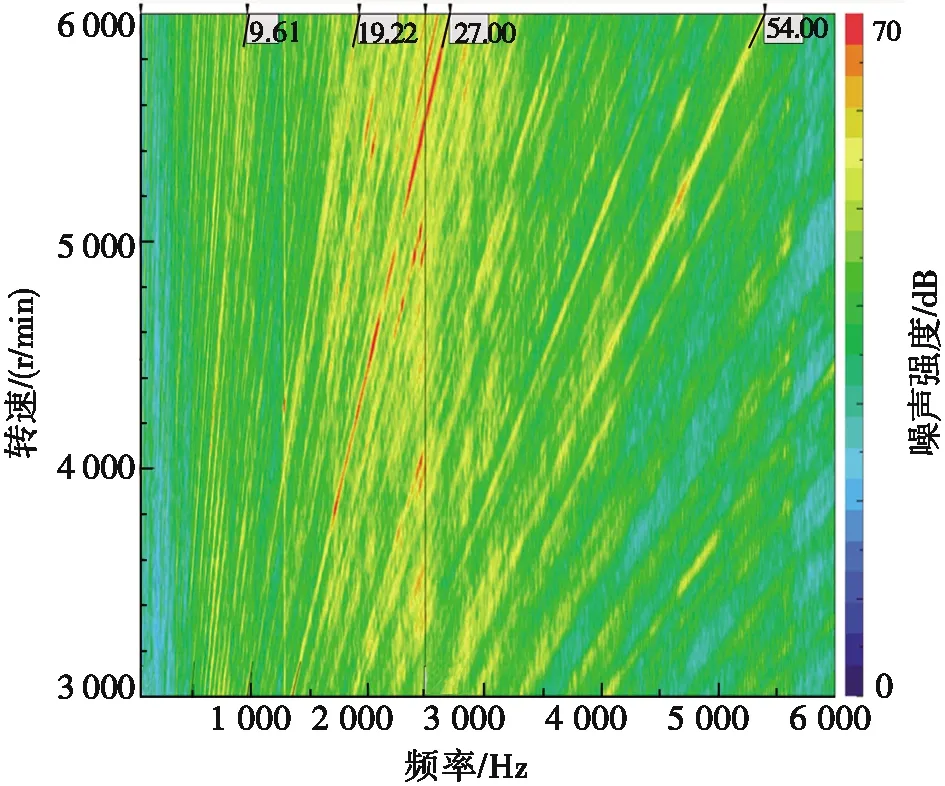
图10 修形前麦克风Colormap图

图11 修形前阶次切片图
由图10和图11可知:修形前噪声频率主要集中在500~5 500 Hz,在19.22阶、27.00阶和54.00阶的阶次能量谱线较为明显。其中,27.00阶次尤为明显,因Z1齿数为27,故该阶次为一级齿轮副啮合阶次;54.00阶次能量谱线同样较为明显,且其为27.00阶次的倍数,即表明减速器噪声主要由一级齿轮副齿轮啮合产生。噪声最大值发生在瞬时转速为5 450.45 r/min时,其值达到83.36 dB。由图12和图13可知:修形后,噪声频率主要集中在1 000~4 000 Hz,低频噪声及高频噪声均有所改善。同样在19.22阶、27.00阶和54.00阶的阶次能量谱线明显可见,表明减速器噪声仍主要来自于一级齿轮副齿轮啮合。但此时27.00阶和54.00阶能量谱线相对于修形前明显有所改善,修形后噪声最大值发生在瞬时转速为3 426.11 r/min时,其值达到70.82 dB,相对于修形前的83.36 dB,其噪声降幅达15.04%。试验结果表明:经所提方法修形后,该型电动汽车减速器噪声得到有效优化。

图12 修形后麦克风Colormap图
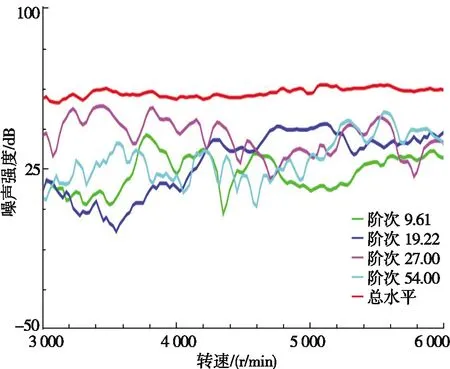
图13 修形后阶次切片图
5 结论
(1)KISSsoft仿真结果表明:该减速器齿轮经过齿面三维修形后,一级齿轮副传递误差最大波动量降至0.918 μm,降幅达14.04%;齿轮啮合接触应力最大值降低至1 524.73 MPa,降幅达6.55%,齿轮啮合传递误差波动量及接触应力均得到有效改善。
(2)对该型减速器进行的NVH试验结果表明:减速器噪声主要由一级齿轮副齿轮啮合产生,经过齿面三维修形后,噪声频率主要集中在1 000~4 000 Hz,低频噪声及高频噪声均有所改善,噪声最大值为70.82 dB,降幅达15.04%,该型电动汽车减速器噪声得到有效优化。
