两个侧板零件级进模共模设计
2020-07-01
(桂林航天电子有限公司,广西桂林,541002)
1 引言
多工位级进模是在一副模具内可以实现包括冲裁、弯曲、成形等多种多道工序,具有生产效率高、零件质量一致性好、易于实现自动化生产的特点,适合薄料的大批量生产,已经在机械电器等行业的零部件生产得到广泛的应用。现以两个继电器的侧板为例,对其进行冲压工艺分析和共模设计及制造。
2 工艺分析
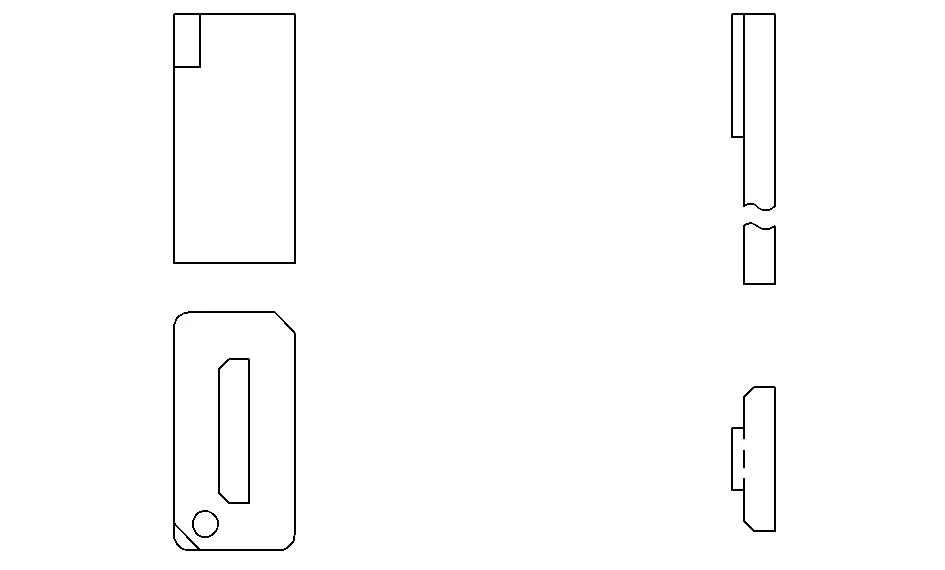
侧板是继电器产品常用的一种结构件,图1分别为两个型号的侧板零件,零件材料不锈钢0Cr16Ni14,硬态。
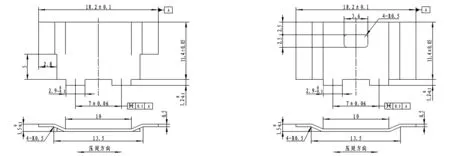
a)侧板A b)侧板B图1 侧板零件图
零件为浅弯曲的成形件,两个零件的区别是图1a的外形具有两个5×2.8的缺口,而且部分折弯,图1b中间具有一个3.6×2.5的孔,其他基本一致。
目前的工艺是单工序加工,主要工序为:落料(落料冲孔)——弯曲——挑选——校正,由于零件材料为硬态不锈钢,弯曲回弹大,尺寸不稳定,需进行挑选后校正,一次冲压弯曲两侧的短边平整度稍差,因此存在生产效率低、质量不高等不足。
3 排样设计
根据零件的结构特点,采用多工位级进模进行成形加工,即在一副模具上完成落料、冲孔、弯曲等加工。
(1)由于零件有压延方向要求,根据卷料特性,压延方向与卷料纤维方向保持一致。
(2)选取双侧载体,即在最后工位前,制件与带料的两侧相连,这样的强度和送料稳定性好,是最为理想的载体,因此设置为2a所示结构,一侧用两个尺寸2.9mm的凸起作为连料;另外一侧在不进行弯曲成形的中间部分进行连料,先把需弯曲成形的部分切开,最后成形完毕后再切除这部分连料部分,这样就需分段冲切,由于存在模具间隙、制造精度等影响,冲切是很难精准平直,会形成错位、毛刺等缺陷,需进行工艺接刀处理,如图2b所示,制件直边留余微小缺口(R半径为0.5mm,深度为0.1mm)。

a)双侧载体 b)工艺接刀 图2 双侧载体和工艺接刀
(3)为提高零件的成形质量,采用图3方式进行两次折弯加工,由于不锈钢材料比较硬,弯曲分别增加了2°的回弹角余量。

a)一弯 b)二弯图3 弯曲成形
两个零件的排样图见图4,图4a为侧板B排样图,图4b为侧板A排样图。
工位①冲引导孔/切外形,工位②切外形,工位③冲孔或空位,工位④向上弯曲,工位⑤向下弯曲,工位⑥空位,工位⑦精切外形,工位⑧空位,工位⑨落料。
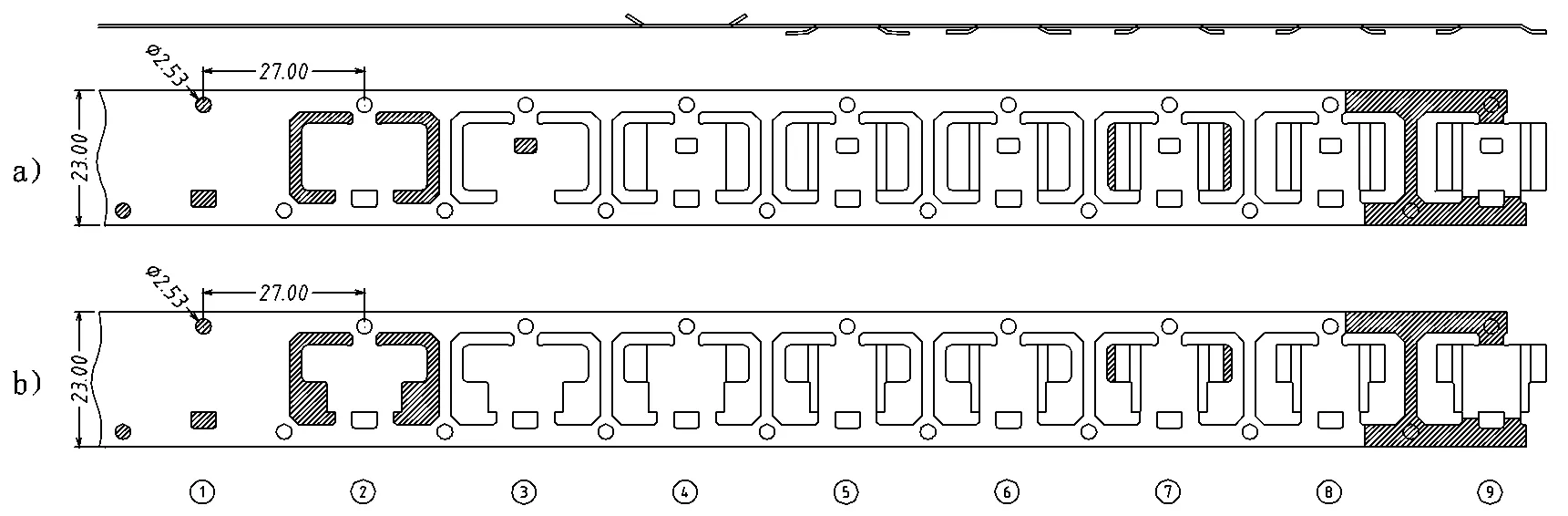
图4 排样图
4 模具设计及制造
4.1 模具设计
零件的模具结构如图5所示。
4.2 模具设计要点
(1)以确保上、下模对准精度及冲压的稳定性,模具采用4根Φ28的精密滚珠钢球导柱导向;卸料板不仅起到卸料作用,还负责凸模和导正销的导向,因此也设置了4根Φ20的滑动导柱导套导向,以保证各凸模的运动精度。
(2)采用镶件植入式凹模,图6所示。镶件便于成形加工,也方便刃磨和维修,同时可节约模具材料成本,镶件可用相对比较好的材料,凹模固定板用一般的材料即可。

图5 级进模
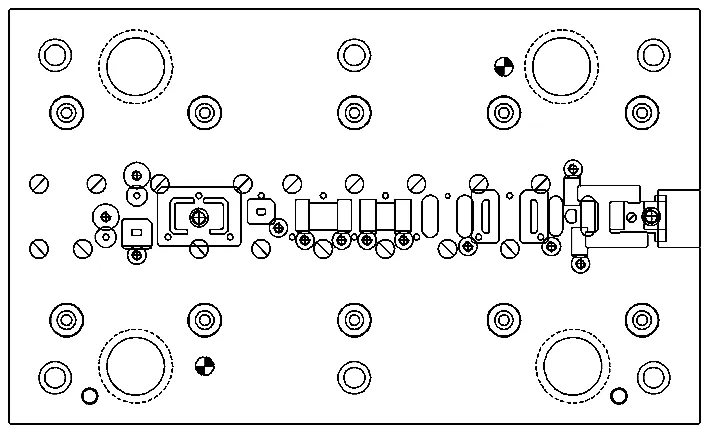
图6 凹模及凹模镶件组合图
(3)凸模设计成快换式结构,图7所示。采用压板固定,凸模与凸模固定板结构简单,加工方便,凸模拆装方便,便于更换易磨损和损坏的凸模。

图7 凸模快换式结构
(4)镶件及凸模等进行防呆设计,图8所示,通过外形设置不同的倒角等措施,防止装反造成模具损坏等不足。
a)凹模镶件 b)凸模图8 凹模镶件及凸模
(5)切边工位脱落板压料块设计。脱料板压住是零件的上表面,由于零件弯曲成形后,向下弯曲部分与上表面有一定距离,在零件弯曲的两侧进行切边,不压住板料,会造成零件变形。因此设置压料镶件,由于空间限制,两侧有切边凸模孔,特设计成燕尾结构,左右可以固定,两处直角位置设计倒角,这样上下可以固定,结构简单有效。

图9 脱料板切边镶件设计
(6)采用Φ2.5的导正销精定位,使制件的质量稳定,结合冲裁自动送料系统,可实现自动冲压加工;模具上设有检测导钉,当送料不到位时能使冲床自动停车;同时设置了吹气销钉,零件最后切断后,能顺利地从模具内吹出。
(7)共模设计。根据外形不同在第②工位更换相应的成形块;由于两个零件弯曲不全部相同,在⑤工位更换弯曲成形块;冲侧板B时,在③工位装上冲孔组件;其他部分完全相同,这样更换少量的成形件,就可实现两个零件的生产加工。
4.3 模具制造
按图5模具设计图,顺利的完成模具制造和样件加工,零件合格,尺寸稳定。

图10 模具实物

a)侧板A正反面 b)侧板B正反面图11 成形样件
5 结束语
侧板零件采用多工位精密级进模,具有产品质量稳定、产品精度高等优点,通过采用共模设计,更换少许成形镶件实现两种不同零件的加工,可减少模具的投入,降低成本,类似零件可进行借鉴。