液晶面板清洗废水处置技术
2020-07-01项艳吴东亮胡长江郭鹏飞王振宇
项艳,吴东亮,胡长江,郭鹏飞,王振宇
(安徽浩悦环境科技有限责任公司,安徽合肥231145)
近些年,国内液晶行业迅速发展,在其生产中需要使用清洗剂清洗液晶表面,清洗剂的主要成份是无水乙醇、环氧树脂、松香水等。清洗后产生的高浓度COD 废水属危险废物,必须规范处置。
因为COD 在水体中是以有机物的形式存在,因而可通过微生物的生物化学作用而分解,分解过程中需要消耗氧气,易造成水中溶解氧减少,影响鱼类和其他水生生物的生长;待水中溶解氧耗尽后,有机物进行厌氧分解,产生硫化氢、氨和硫醇等难闻气味,使水质恶化,造成严重污染[1]。然而,此类废水由于成份复杂,COD含量很高,无法直接进入生化系统中进行深度处理[2],一般先采用物理、化学法对其进行预处理,提高废水的可生化性后再进行生物处理,常见的预处理方法有絮凝沉淀法、膜分离法、吸附法、芬顿法、电解法等[3]。
本研究拟用芬顿氧化法处理液晶面板清洗产生的高浓度COD 废水(以下简称“废水”)。通过试验芬顿试剂配比、pH值、温度、反应时间等,找出最优处置条件。
1 实验部分
1.1 材料与设备
实验材料:废水,理化性质:COD 150 000~200 000 mg/L,TDS 20~50 mg/L,pH 值7.0~9.0;5%硫酸溶液;30%双氧水;七水合硫酸亚铁;氢氧化钠。
实验设备:电子搅拌装置;500 mL 玻璃平底烧瓶;滴液漏斗;TU-1901 双光束紫外可见分光光度计,北京普析通用仪器有限责任公司。
1.2 实验步骤
取计量废水,控制反应温度,先加入5%硫酸调节体系pH 值,再加入芬顿试剂进行氧化处置,然后调节pH值到7.0,测试处置后废水中COD含量。
2 结果与讨论
2.1 芬顿试剂配比对COD去除率的影响
在500 mL 烧瓶中加入200 mL 废水(pH=3.0),反应温度40℃,按芬顿试剂配比(H2O2∶Fe2+)摩尔比分别为5∶1,10∶1,15∶1,20∶1,25∶1,30∶1 进行添加,反应 4 h,测试处置后废水中COD含量。
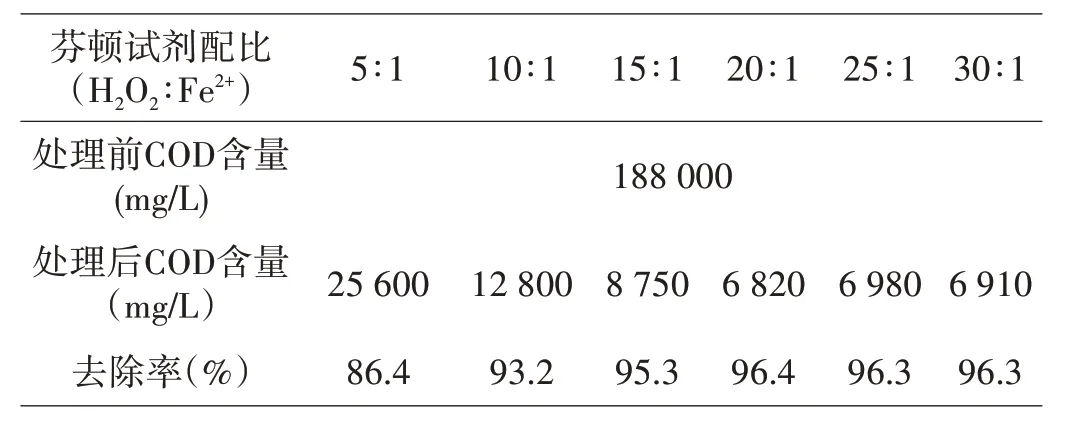
表1 芬顿试剂配比对COD去除率的影响
由表1 可知,芬顿试剂配比(H2O2∶Fe2+)为20∶1 时,COD 去除率最高。H2O2用量过少或过多,处置效果均会下降,其原因在于Fe2+—H2O2体系中存在以下反应:
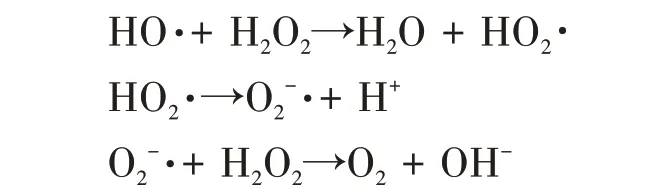
H2O2投加量较低时,产生的羟基自由基(HO·)数量相对较少,COD 去除率不佳;随着H2O2投加量的增加,产生的HO·也不断增多,COD 去除率不断增大;当H2O2投加量过高时,部分H2O2发生无效分解,释放出氧气,因此处置效率反而会下降。另外,Fe2+投加量占比过高时,在高催化剂浓度下,反应开始时迅速地产生大量HO·,HO·与基质的反应缓慢,未及时消耗的HO·被H2O2捕捉,从而难以获得较佳的COD去除效果[4]。
2.2 pH值对COD去除率的影响
在500 mL 烧瓶中加入200 mL 废水,分别调节pH值至1.0、2.0、3.0、4.0、5.0、6.0、7.0,加入芬顿试剂(H2O2∶Fe2+为 20∶1,摩尔比),测试处置后废水中 COD 含量(见表2)。
由表2可知,随着pH值的升高,COD的去除率先升后降。pH值2.0~4.0时,COD去除率较大。pH值3.0时,去除率最大,COD 的去除率为96.4%;但pH 值大于5.0时,COD 去除率明显下降。分析原因是:当pH 值较低时,过量H 能捕捉·OH,造成·OH 无效分解,导致COD去除率较低;随着pH 值的升高,上述限制慢慢消失,pH值为 3.0 时,COD 去除率达到最佳;pH 值在 3.0~5.0 范围内,随着pH 值的增加,COD 去除率缓慢下降;而当pH值较高时,Fe2+将形成 Fe(OH )3沉淀或铁的复杂络合物,失去催化能力,从而导致COD去除率降低[5]。

表2 pH值对COD去除率的影响
2.3 温度和反应时间对COD去除率的影响
在 500 mL 烧瓶中加入 200 mL 废水,调节 pH 值至3.0,控制反应温度分别为10℃、20℃、30℃、40℃、50℃、60℃,加入芬顿试剂(H2O2∶Fe2+为20∶1,摩尔比),分别在反应 60 min、120 min、180 min、240 min、300 min、360 min时,测试处置后废水中COD含量。
由表3 可以看出,温度小于40℃时,温度的升高对反应的促进作用比较明显。高于40℃时,促进效应趋缓。这是因为在一定的温度范围内,升高温度有利于催化氧化反应的进行,但温度过高时,会使H2O2无效,过快分解为O2和H2O,并产生大量气泡。由此可见,在一定范围内,尽可能提高反应温度可获得较好的预处理效果。
同时,在反应温度40℃,反应时间240 min 时,COD的去除率就达到了96.4%。在240 min 的反应时间内,COD 的去除率随时间增长而不断提高,说明有机物与芬顿试剂维持较快的反应速率,大量的有机物被氧化分解。因此,化学反应进行的程度,在反应速率一定的情况下,直接受制于反应时间。
2.4 优化条件下COD的去除率
根据前述实验数据,结合处理成本,在pH 值为3.0,温度为40oC,芬顿试剂配比(H2O2∶Fe2+,摩尔比)为20∶1,反应时间为240 min 条件下,对废水进行处理,测试处置后废水中COD含量。
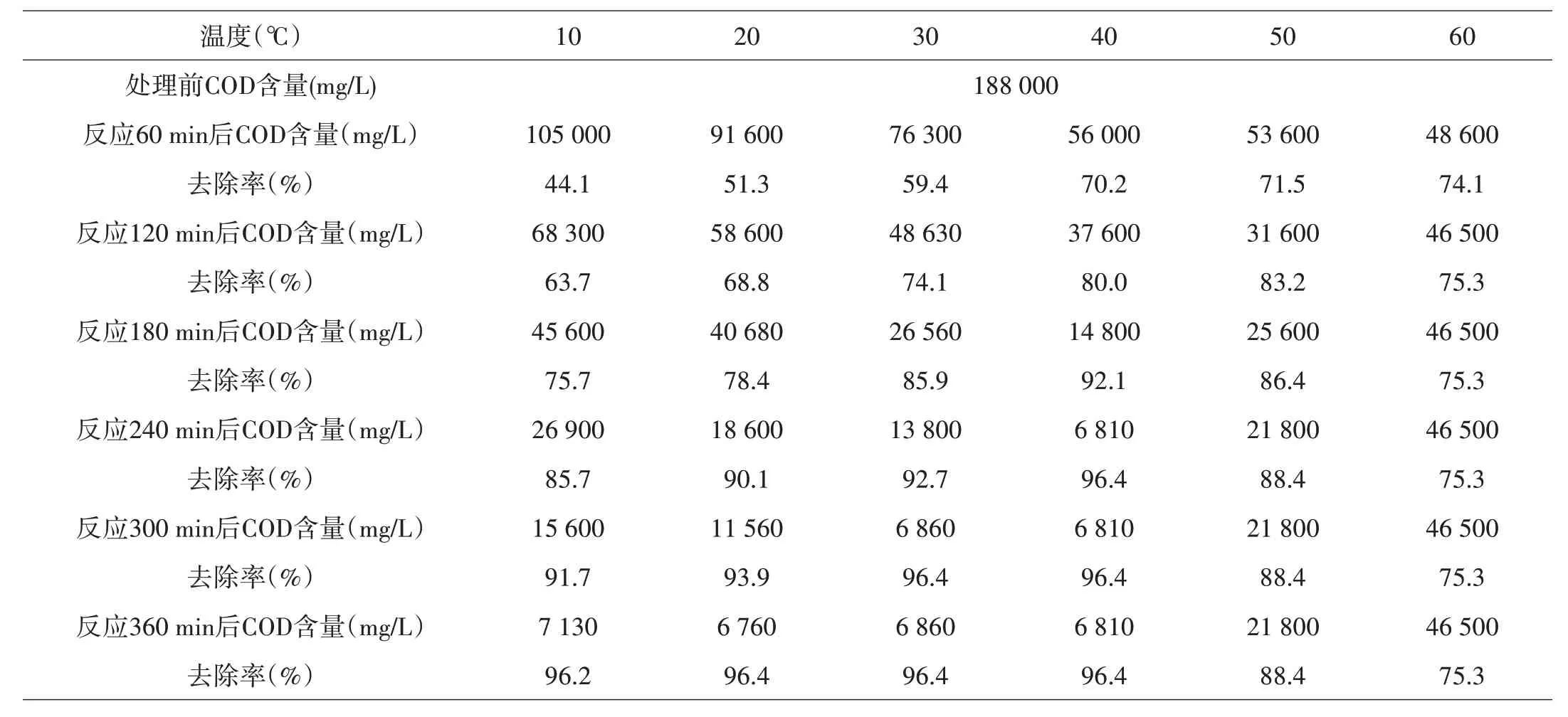
表3 温度和反应时间对COD去除率的影响

表4 优化条件下COD的去除率
由表4 可以看出,在优化反应条件下,该废水COD去除率达到97.3%,效果较好,再经后续处置,可实现达标排放,实现了对高浓度COD废水的有效处置。
3 结论
(1)芬顿氧化法处理清洗液晶面板的高浓度COD废水的主要影响因素有芬顿试剂配比、pH 值、反应温度和时间等。
(2)对于COD 含量为188 000 mg/L的废水,芬顿氧化法的最佳处置条件为:体系pH 值3.0,温度40℃,芬顿试剂配比(H2O2∶Fe2+,摩尔比)为 20∶1,反应时间 240 min,在此条件下,废水COD去除率最大可达到97.3%。