基于PLC与组态软件的水泥生产线控制系统设计
2020-06-30廖斌杨书仪
廖斌 杨书仪

摘 要:为了改善传统水泥生产控制方式生产效率低的现状,提高系统自动化程度,本文提出一种基于PLC与组态软件的水泥生产线控制系统的设计方案。控制系统基本单元主要包括惠普TPN-C116型计算机、FX-2N-128MR系列PLC、三菱FX-2N-485-BD、三菱FR-D700变频器四部分。系统采用组态技术的集散控制方式,应用组态王软件以及PLC与485模块通信,实现对系统的数据记录、数据存储、画面监控以及报警等功能。
关键词:水泥生产线控制系统 PLC 组态 485模块通信 变频器
中图分类号:TP273 文献标识码:A 文章编号:1674-098X(2020)03(c)-0092-03
随着现代化工业社会的快速发展,国家基础设施建设的稳步推进,全国各地的土木建筑项目也变得越来越多[1,2]。一方面,作为现代建筑材料工业中三大基本材料(钢筋、木材、水泥)之一,水泥在建材行业中的地位是极其重要的[3]。另一方面,传统水泥生产模式不能满足生产需求,该生产模式生产环境恶劣、人工劳动强度大、生产效率低。为实现自动化、信息化、高效化生产水泥,本设计将针对水泥生产流程提出基于PLC与组态的水泥生产线控制系统。
本文将以水泥生产线控制系统为研究对象,分析其生产工艺流程,并根据其工艺流程运用组态软件、PLC、变频器和485通信模块,设计水泥生产线控制系统,可根据生产量的供需关系通过组态软件发送指令进行无极调速,从而实现自动化生产[4]。
1 水泥生产线工艺流程分析
1.1 总体工艺流程
水泥生产首先将几种主要的生产原料分别进行原料破碎以及粉磨,然后将粉磨后的原料进行调配混合,再进行立磨,此时将立磨料加热后可放入回转窑内进行煅烧,煅烧成水泥熟料后,再放入石膏以及其他混合物就可初步形成水泥块,再将它进行粉磨、选粉就可得到细腻的水泥成品。总体工艺流程图如图1所示。
综上所述,系统将根据总体工艺流程划分为六个子工艺流程,分别为:原料破碎系统,煤粉制备系统、原料配料系统、生料立磨系统、预分解窑煅烧系统、水泥制成系统,下面对子工艺流程进行相关分析。
1.2 破碎系统工艺流程
系统首先将储存在仓库的原料搬运到加工现场,并储存到到料斗,当倒料斗的原料到达该到其上限位时,打开放料阀,从而将原料导入过滤罐进行过滤,过滤结束后开始喂料给破碎机,破碎完成开始进行除尘,最后得到半成品即除尘物料。
1.3 煤粉制备系统工艺流程
系统开始搬运原煤,放入系统的原煤储存仓,搬运完开始喂料,喂料给球磨机,开始进行煤磨操作,磨细的煤粉被送入到选粉机进行选粉,选择合适颗粒的煤粉进行相应的除尘工序,同时颗粒大小不合适的煤粉被重新送入到刚球磨机进行煤磨,除尘完成后,除尘物料由输送机运送到煤粉成品库进行储存。
1.4 原料配料系统工艺流程
系统控制了四种主要原料的进料过程,其中四种主要原料为:石灰石原料、粉砂岩原料、粉煤灰原料、铁粉原料等,系统同时投放四种原料,因进料量给定设置不同,不同原料达到设定量的时间不同,当所有原料都达到原料的设定量时,系统才开始输送机的工作,通过输送机把四种原料分别同时输送到传送带上进行混合。
1.5 生料立磨系统工艺流程
系统首先启动热风机进行加热处理,当生产温度适合时,系统马上把阀门打开,将高温热风送入到立磨机,同时系统还将上个工艺系统得到的混合配合料送入到立磨机进行立磨,后续系统自动将立磨料送入到旋风筒,进行气力搅拌,接着通过循环冷风机送入到除尘器,除尘后得到的成品送入到成品均化库。此外当热风机的温度过高时,系统自动启动冷风机,送入冷风进行降温,确保生产温度合适。
1.6 预分解煅烧系统工艺流程
系统首先将调配好的生料送入到四级旋风预热器进行加热预处理,接着将加热生料导入到分解爐进行分解,分解程度满足要求时,将分解料送入到回转窑进行反复煅烧处理,煅烧后将原料排入到冷却机进行冷却处理,冷却后将冷却料送入到成品熟料库。
1.7 水泥制成系统工艺流程
系统将上个工序得到的水泥熟料并加入石膏以及其他混合材料进行运输混合,送入到预磨机进行预磨处理,然后再将预磨料送入到球磨机进行球磨工序处理,再将球磨料送入到选粉机进行选粉,根据选粉机的工作原理,颗粒大小不满足条件的重新送入到球磨机再次进行球磨,颗粒大小合适的原料送入到除尘器,除尘后得到的水泥成品送入到成品库进行储存。
2 变频调速控制的实现
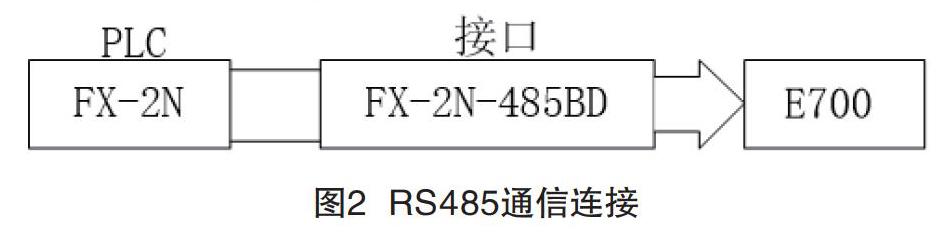
2.1 RS485模块通信控制
该控制方式基于网络通信技术[5,6],采用PLC与变频器的通信协议,从而控制变频器进行调速运行。连接方式如图2所示。
2.2 通信步骤
三菱变频器FR-D700有三种模式设定,本设计采用的是网络运行模式。
PLC通信格式的设定,主要是通过对PLC特殊功能寄存器D8120加以设置,根据变频器设置通信格式,所以寄存器设置为H0C96。
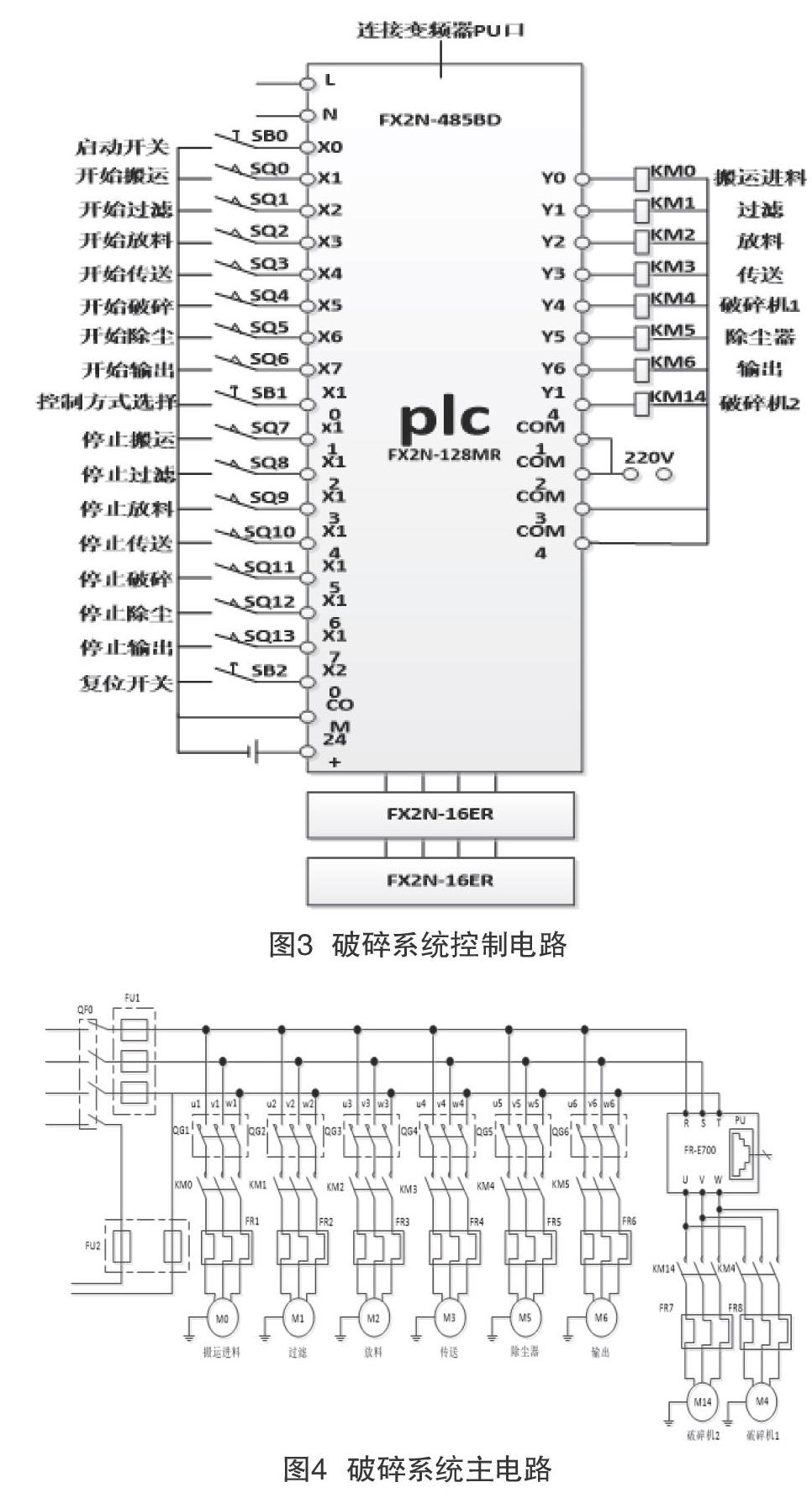
2.3 硬件电路设计
由于各个系统硬件电路图大同小异,在这里不再对各个系统的硬件电路逐一介绍,下面将重点介绍带有变频调速的破碎系统硬件电路设计,破碎系统的控制电路如图3所示,破碎系统的主电路图如图4所示。
3 组态监控画面
为了更好地对下位机以及流水线进行运行监控,设计了各个子系统的监控运行画面,如图5所示。
系统根据生产情况,可对生产过程中工序设置报警,本次设计主要对破碎系统中的破碎工序以及除尘工序进行报警,设置报警窗口以及报警数据的数据库存储,如图6所示。
报警数据库可记录从系统开机运行的那一天起的所有报警数据,并可按日期以及当天时间进行保存,结合数据库以及组态程序,系统设置了按日期查询方式以及按变量查询的方式。
4 实物调试
各个系统运行监控画面顺利通过调试,可以运行,因篇幅限制这里不再一一列举;破碎系统监控运行画面如图7所示。
5 结语
本文设计的基于PLC与组态软件的水泥生产线控制系统,实现了组态控制PLC的网络通信控制系统,本系统主要由6个工艺子系统、报警系统、报警查询系统、以及数据记录系统等组成,各个工艺子系统采用了手动自动两种控制方式,自动方式即按照组态王的自动定时程序,从而通过PLC控制电动机进行自动化操作;手动方式即通过控制PLC或组态单独控制某一个工位运行,从而实现点对点的操作。本控制系统设计操作简洁明了、方便实用,为水泥生产线自动化、网络化以及信息化控制提供了参考。
参考文献
[1] 何家成.PLC技术在水泥厂生产的配料系统中应用研究[Z].苏州中材建设有限公司,2016(18).
[2] 吴帆.基于PLC的水泥生产线控制系统设计与研究[D].南京理工大学,2012.
[3] 吴斯文.兰丰水泥生产线监控系统与界面组态研究[D].南昌大学,2005.
[4] 袁秀英,余群威,等.组态控制技术[M].北京:电子工业出版社,2003.
[5] 李金城.PLC模拟量与通信控制应用实践[M].北京:电子工业出版社,2011.
[6] 王阿银.PLC控制程序精编108例[M].北京:电子工业出版社,2015.
