基于UG的不规则模具工件编程加工方案研究
2020-06-30陈薇薇
陈薇薇
摘 要:UG是专业的三维数控编程软件,能够为形状不规则且复杂的模具工件加工提供非常大的便利。通常情况下,不规则模具工件加工需要经历粗加工、二次粗加工、半精加工、精加工、加工清角与流道等工序,在每个环节设置相应的机床切削参数、选取好切削类型与方式、设置好切削余量等,在UG编程软件中显示出刀具运行轨迹,并能够在计算机中运行编程程序,查看是否有干涉、过切等情况。
关键词:UG 不规则 模具 编程
中图分类号:TG659 文献标识码:A 文章编号:1674-098X(2020)03(b)-0042-02
UG是专业的计算机数控编程软件,在模具数控领域具有非常重要的作用,可以为不同类型的模具加工快速、准确地生成刀具运行轨迹,可以满足数控铣削、数控车削以及线切割等场所的编程需求。在使用UG进行外形结构相似的零部件编程时,编程人员可以规划一个和主模板密切相关的编程模板,当待加工零部件外形尺寸发生变动时,只需要更新图形参数就可以重新生成刀具轨迹,为编程人员提供了非常大的便利,节省了编程的时间。数控铣削加工是实现不规则模具工件加工的重要方法,要想确保加工完成的模具尺寸满足设计要求,一方面要提高铣削设备的加工精度,另一方面合理的编程逻辑与参数设定也非常重要,这其中就包含了切削速度、刀具选择以及刀具轨迹设置等。为了更好地研究UG在模具工件加工中的应用,本文以比较常见的不规则模具型腔加工为例,分析UG编程软件的具体使用。
1 工件加工工艺概述
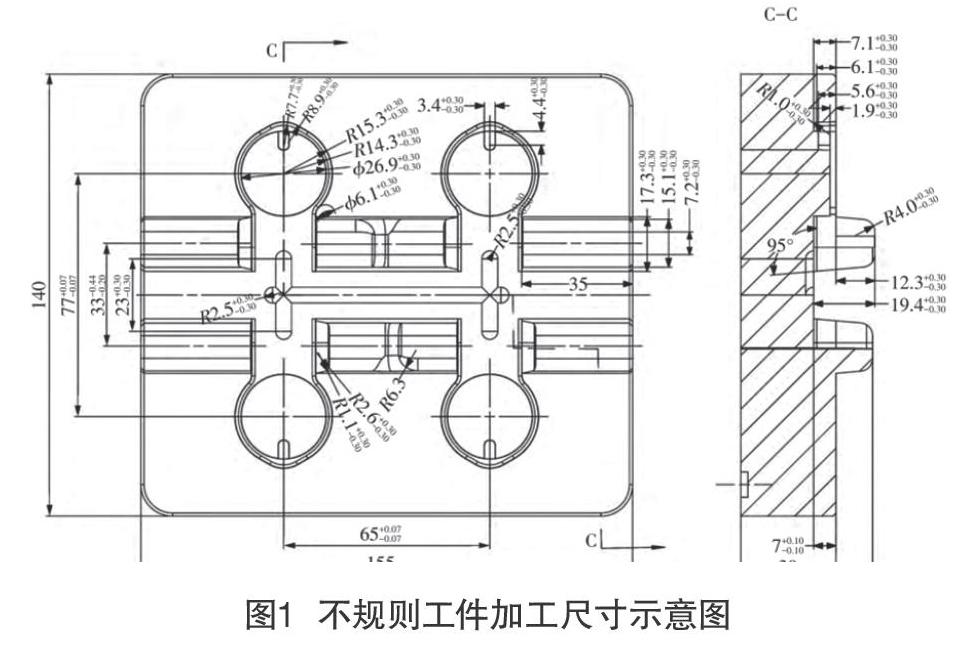
型腔是模具加工过程中最为关键的一个环节,特别是一些不规则的模具工件,型腔内部造型比较复杂,给铣削加工带来了非常大的困难,有些非常复杂的型腔加工仅仅人工费用就大于材料自身的价值。如图1所示为不规则工件加工尺寸示意图,在使用UG编程软件进行加工程序设定时,首先需要了解工件的加工工艺,合理的加工工艺是保证工件加工速度与精度的重要保障。对于一些不规则的模具型腔,在制定加工工艺时必须要紧密结合待加工工件的形狀、加工尺寸、精度要求以及硬度等因素,确保加工刀具选择的合理性,同时秉承先面后孔、先基准再其它、先主后次以及少换刀的加工原则,在确保加工精度的同时,尽可能地提升加工效率[1]。根据上述分析,确定该不规则零部件型腔的加工工艺为:使用直径30mm刀具进行粗加工、使用直径10mm刀具再次进行粗加工、使用直径16mm刀具进行半精加工、使用直径10mm刀具对枕位进行半精加工,并留加工余量0.15mm、使用直径10mm刀具对顶部曲面进行半精加工,并留加工余量0.08mm、用直径8mm刀具进行枕位、顶部曲面进行精加工、用直径6mm刀具进行清角操作以及加工流道。
2 基于UG的不规则模具工件编程加工方案
2.1 粗加工
粗加工环节的主要功能是提升零部件的切削效率,在数控机床自身性能以及刀具强度运行的情形下,应当尽可能地使用较大直径的铣削刀具、较大的进给量以及进给速度[2]。根据待加工零部件的外形尺寸,选取直径为30mm的牛鼻刀,设定铣削方式为“型腔铣”,铣削模式设定为“跟随周边”,切削的进给深度为3mm,主轴转速分别设置为2500~3500转/min。第一次粗加工的目的是在单位时间内切削更多的部位,通常情况下尽可能的选取直径大些的刀具,对于大刀具无法加工到的地方,在第二次粗加工时选用直径较小的刀具进行铣削。为了防止切削过程出现空行程的情况,将加工中的工件设为“使用3D”,UG编程软件将会在第一次粗加工基础上规划第二次粗加工,从而避免了对已加工部位进行重复加工[3]。
2.2 半精加工
一般情况下,模具工件的材质硬度较高且加工的型腔不规则,在进行完粗加工环节后,直接进行精加工不利于提高工件加工速度以及加工精度,为此,需要在精加工前进行半精加工。所有端面的半精加工编程方法选择“面铣”,使用直径为16mm的牛鼻刀进行初次半精加工,加工余量统一为0.15mm,在UG编程软件中生成半精加工刀具运行轨迹图[4]。在进行模具工件切削加工中,枕位区域切削编程方法设置为“深度轮廓加工”,切削刀具为直径10mm的球头刀,进给深度设置为0.20mm,切削余量选取为0.15mm,具体切削方式选用混合铣、深度优先,主轴转速设置为5000转/min。
2.3 精加工
在完成半精加工后,紧接着为精加工环节,精加工的根本目的是保证模具工件的加工品质以及尺寸精度。在精加工模具平面时,设置机床主轴转速为3500转/min,进给量为800mm/min,刀具选取直径为10mm的立铣刀,数控编程方法设定为“面铣”,加工余量选择“0”。在进行枕位部位的精加工时,,设置机床主轴转速为6000转/min,进给量为800mm/min,刀具选取直径为8mm的立铣刀,数控编程方法设定为“深度轮廓加工”,加工余量选择“0”,在设定完精加工各项工艺参数后,在UG编程软件中显示出刀具加工轨迹图。
2.4 数控仿真模拟
UG编程软件具有仿真模拟功能,通过UG软件可以在计算机上真实反映出刀具的切削情况以及刀具路线规划,编程人员可以根据编程模拟查看是否出现干涉情况,此外在模拟切削完成后,UG软件也会提供相应的切削报告,从而极大地节省数控切削试验时间,缩减加工费用,提高模具加工速度与品质[5]。将各项参数设定完成后,开展模具工件的仿真模拟测试,最终的切削过程未出现干涉、未切以及过切的情况,切削尺寸也能够满足加工要求。
3 结语
UG编程软件在不规则模具工件加工中具有非常重要的作用,能够有效地降低编程人员的工作量,提高数控编程的速度以及准确性,为更加复杂的不规则模具加工提供了可能性,通过UG仿真模拟可以及时发现编程中的问题,节省加工切削成本。
参考文献
[1] 王战中,马嘉恒,马琳博,等.基于UG的复杂型腔铣削加工与仿真[J].制造业自动化,2019,41(9):15-18,45.
[2] 张立昌,杨根.基于UG_CAM模块非标零件的模具设计与数控加工[J].舰船电子工程,2019,39(8):190-193.
[3] 陈太丽,杨开怀,邹泽昌.基于UG和MasterCAM的汤匙模具分型与数控编程[J].装备制造技术,2016(12):236-238.
[4] 柳鹏.基于UG复杂曲面模具型腔数控编程与加工工艺优化[J].河北农机,2016(10):60-61.
[5] 钱杨林,钱春华.UG编程和CNC数控机床巧妙结合在模具流道加工中的应用[J].中国科技信息,2013(15):110,113.
