BF皮带机煤流窜斗检测装置设计
2020-06-30赵振华
赵振华
河北港口集团港口机械有限公司
1 引言
BF皮带机是下水煤码头翻堆线的第一条皮带机,目的是将煤炭从翻车机底层运输到转接塔[1]。为了保证煤炭质量及皮带不被杂质撕裂,需要在转接塔的BF皮带机头部安装除铁器对煤流进行除杂。煤流中的金属杂质在BF皮带头部抛料时会被上方的除铁器励磁吸引,顺着除铁器皮带被运输到料斗后面的除杂斗中[2]。由于除铁器的存在,料斗上方并不像其他的落料斗那样为封闭状态。如果翻车机司机给料量大或是卸难以控制流量的特殊煤种时,煤流会越过料斗进入后面的除杂斗中(见图1)。这样降低了货运质量,耽误现场生产效率,还需要定期对返场煤进行清理,增加了清煤工的工作强度。为了减少以上情况的发生,在料斗和除杂斗之间增加了窜斗检测装置,编写检测程序,添加上位机报警界面,提示司机减量作业。
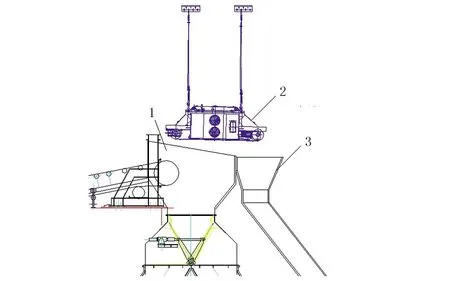
1.落料斗 2.除铁器 3.除杂斗图1 除铁器、料斗、除杂斗示意图
2 解决方案
要实现窜斗检测装置设计,首先要通过计算避开料斗上方除铁器,确定检测装置安装位置,然后编写相关程序并在上位机添加报警界面。
2.1 检测装置结构设计
窜斗检测装置主要由固定架、煤流挡板、旋转轴、挡板配重、接近开关、限位挡片等部分组成。其中煤流挡板、挡板配重及限位挡片固定在旋转轴上,旋转轴通过固定支架安装在除杂斗上方,接近开关竖直固定在固定架上(见图2)。当有煤流越过料斗进入后面的除杂斗时,会首先撞击煤流挡板带动旋转轴转动,进而引起挡片转动,接近开关的信号改变上传到PLC,提醒司机减量作业。
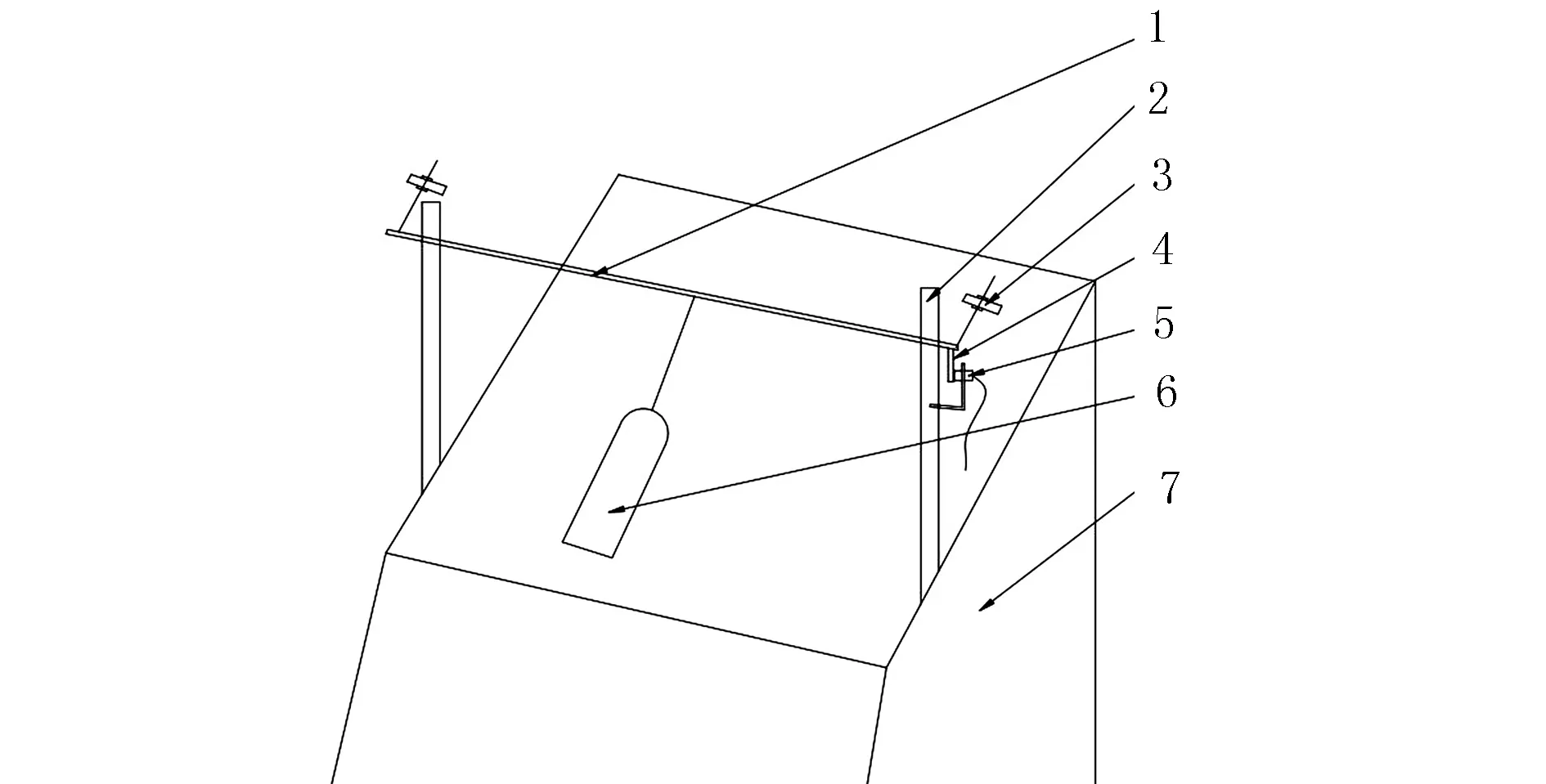
1.旋转杆 2.固定支架 3.可调节配重 4.限位挡片 5.接近开关 6.挡板 7.杂物斗图2 窜斗检测装置设计示意图
2.2 检测装置设计计算
根据现场采集越过料斗后煤流的角度方向数据,可以计算出检测装置的挡板所需长度、接触煤流的角度及安装位置(见图3)。

1.抛料滚筒 2.防窜斗装置 3.杂物斗 4.落料斗图3 煤流越过料斗示意图
经过现场实际采集数据,挡板和连接杆各600 mm,挡板接触煤流的角度为30°,挡板和连接杆质量为3 kg,配重力臂为300 mm。根据挡板和配重力矩平衡,可以计算出检测装置配重的质量为3 kg。
越过料斗的煤流撞击挡板引起挡板发生定轴转动,配重同时随之转动,对整个碰撞旋转过程进行分析。
为了求得煤流撞击挡板后,检测机构旋转的最大角度,需要对整个撞击过程进行能量分析。定义如下物理量:煤流初始速度v0,撞击后煤流速度v1(未知),撞击后挡板角速度ω0(未知),挡杆长度l1,配重杆长度l2,煤流重量M,档杆质量m1,挡板质量m2,配重杆质量m3,配重质量m4,挡杆质量线密度λ1,挡板质量线密度λ2,配重杆质量线密度λ3,配重质量线密度λ4。
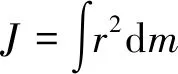
此结构可以看成质量离散分布的刚体,设其总转动惯量为J0,将整体转动结构分为4部分,分别为挡杆、挡板、配重杆和配重(见图4),那么总转动惯量为:
(1)

图4 煤流撞击示意图
(2)
同理得到挡板的转动惯量为:
(3)
配重杆的转动惯量为:
(4)
配重块在配重杆的末端1/3处,其转动惯量为:
(5)
设煤流撞击挡板前动能为E0,煤流撞击挡板后动能为E1,撞击后挡板的瞬时动能为Ek0,根据能量守恒可得:
E0=E1+Ek0
(6)
根据能量守恒可得:
(7)
ΔEp=Ep1-Ep0
(8)
根据能量守恒定律得:
Ek0=ΔEp
(9)
因为:
ΔEp=m1gΔh1+m2gΔh2+m3gΔh3+m4gΔh4
(10)
式中,
(11)
(12)
(13)
(14)
通过上述公式,最终可求得θ≈13°。
通过挡板和配重势能的变化计算出轴旋转角度的变化,可以在转轴上制作挡片实现检测装置侧面接近开关的通断[3](见图5)。根据现场工况分析,选用直径为28 mm的接近开关,设计挡片宽度为40 mm,将限位安装在检测装置的固定架上,限位挡片处于竖直方向。因为煤流冲击时转动角度较小,所以L1≈28+40=68 mm,可以计算出限位挡片及连接杆长度L=L1cot13°=294 mm,正常状态下限位挡片应位于接近开关正前面,可以确定接近开关的安装位置。
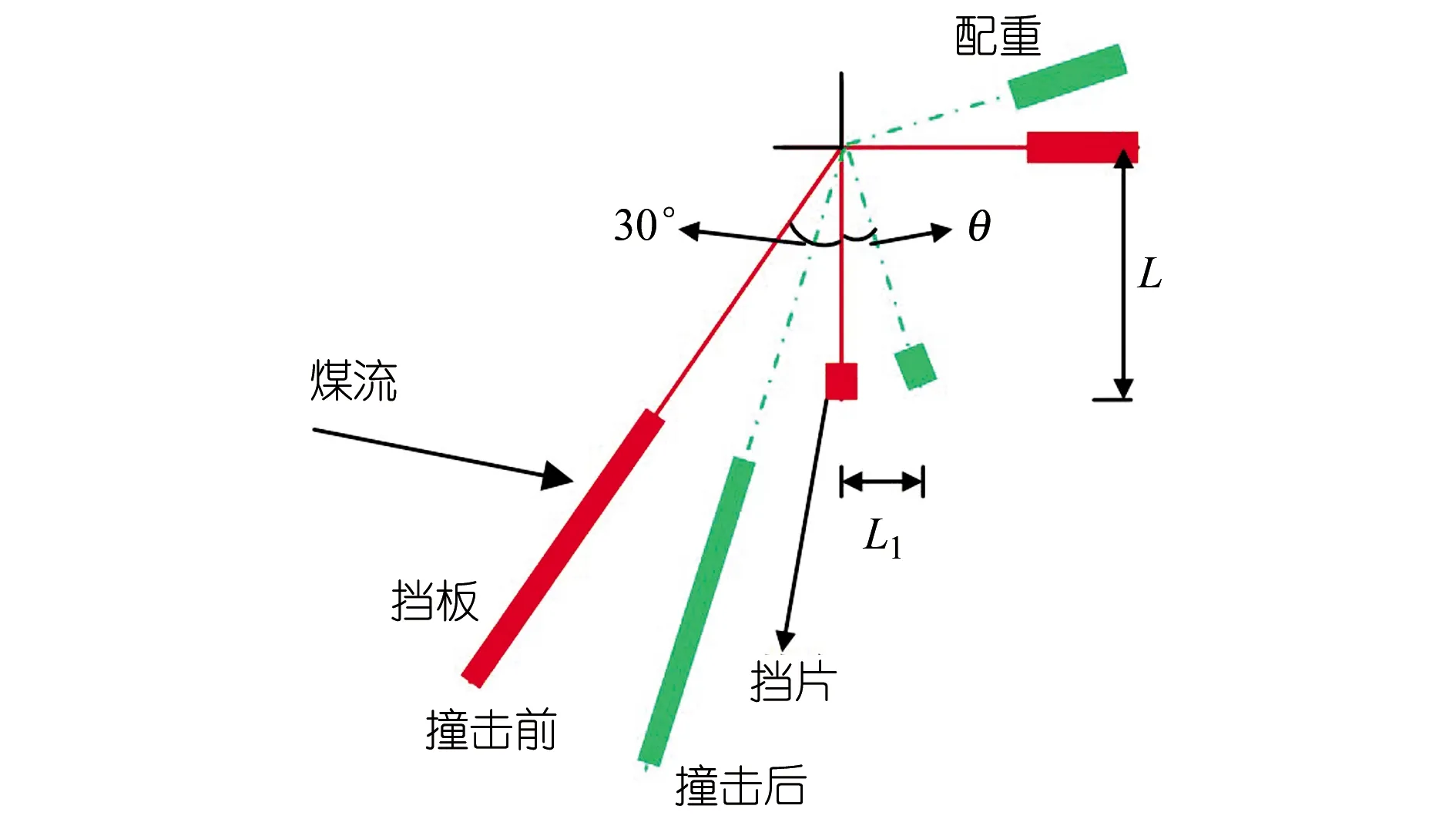
图5 检测装置动作前后示意图
2.3 编写检测程序
通过对现场生产观察发现,在给料量大或者卸特殊煤种时,煤流会冲击料斗衬板。煤流在越过料斗进入除杂斗内时,会在短时间内撞击挡板数次。据此现象编写报警检测程序,并屏蔽了杂质撞击挡板发生误报的情况。
报警的条件是窜斗煤流撞击到挡板,传感器动作3次并且这3次的间隔在10 s内。由于煤流中的杂质可能会撞击挡板,但不会在短时间内连续撞击,所以为避免发生误报的情况,传感器动作1次后10 s内没有第二次动作,便会在重新计数并清除计时不发出报警。
2.4 上位机界面制作
现场接近开关传感器采集报警数据发送给变电所PLC,通过生产者消费者标签实现PLC数据传递给翻车机PLC,并在上位机上设计报警功能[4],当煤流量过大发生窜斗时,上位机会弹出提示信息,提醒司机适当减量作业。
3 应用情况及实施效果
目前皮带机煤流窜斗检测装置已在秦皇岛煤五期的3条BF线上投入使用1年时间,运行过程中程序判定无误,运行稳定,很少出现误报、漏报等情况,在煤流窜斗时能够有效地提示司机进行减料作业。
4 结语
通过对除铁器机构存在的不足进行分析,对皮带机煤流窜斗检测装置进行改造,在料斗和除杂斗之间增加检测装置、编写检测程序、添加上位机报警界面,有效提示司机减量作业,避免窜斗情况的发生,提高了港口装卸效率[5],对类似工程具有一定的参考意义。
