天然气站场动火连头危险源分析及关键技术应用
2020-06-30杨伟胜
杨伟胜
江苏环宇建设工程有限公司,中国·江苏 苏州 215699
天然气;站场;动火连头;危险源
1 引言
随着天然气使用量越来越大,城市燃气管网建设日益完善。天然气使用量快速增加,原来建设的分输站、站场规模已无法满足日益增长的供气要求。因此需新建站场、扩建站场和对原站场改造,于是管道动火连头就成了一个关键而充满危险的工作。如何对动火连头中可能形成的爆炸和火灾的危险源进行合理分析,从而采取有效的技术措施,是动火连头成败的关键。
2 动火连头危险源成因分类
管道动火连头指在天然气站场内的各种输气管道上使用直接或间接的使用火焰切割、电弧焊接作业,以达到新旧管线、不同管网管线的工艺连接。主要包括天然气站场内已投产管道与新建管道、已投产的不同天然气管道系统之间的动火切割、电弧焊接连接,以组成新工艺系统的施工。
因管道内或管道系统内存在天然气,在动火连头中可能会引起爆炸和火灾,使施工过程中存在很大的危险,现把这种危险源分两大类进行说明。
2.1 管道和系统中残留天然气
根据惰性气体(一般均采用氮气,以下简称为氮气)置换的彻底程度将此类危险源分成以下3 种情况:
①能全方位置换:工艺系统简单,管道和容器设备少,管道或容器内的天然气可以根据工艺流程进行全方位置换,其危险源仅为系统内残留的天然气,在氮气置换时,容易排除管道内的天然气,不留死角,施工风险较为可控。
②置换后仍留有死角:工艺流程相对复杂,管道支线和容器设备较多,在使用氮气置换时也不可避免地留有死角,如惰性气体的进气点和出气点不在动火连头系统的最端点、管道系统中各类弯头和配件较多、管道系统分支系统多,管道系统规格较多等。在这种情况下,动火连头时有可能出现局部的闷爆、着火事故。危险源主要是残留在工艺系统死角内的天然气。
③从其他系统窜入天然气:动火连头的工艺系统比较复杂,如放空、排污等管道动火连头,动火工艺系统中与排污池、排污罐、高低压放空有连通。这种情况下,即使动火连头系统管道已完全进行了惰性气体置换,也会因其它系统的天然气窜入动火连头系统,导致事故的发生;譬如因排污池内天然气残液的挥发,天然气窜入排污管,最后到动火连头管道,这时排污池成为危险源;或者天然气排放管如果连通火炬,因动火连头过程中,管内会吸入空气,导致管道发生闷爆事故。所以此类动火连头的危险源主要在于天然气存在设备、设施。
2.2 与动火连头系统相连的切断阀门出现内漏
这种危险源产生的原理比较简单:阀门内漏。即使动火连头工艺系统内经氮气置换也达到了动火的要求,但因切断阀的内漏,天然气不断地渗漏入动火连头系统中,造成事故的发生。现在站场的切断阀门基本上采用球阀,而大部分球阀存在不同程度的内泄漏现象。这类因阀门内漏引起的危险源是动火连头中最常见,也最复杂。根据实际天然气运行压力、工艺流程、泄漏量的大小等情况,可分为以下几种类型:
①具备上下游管道两道以上阀门切断;
②上下游管道只能作一次阀门切断,切断阀门关闭严密,经测定没有内漏或几乎没有泄漏现象;
③上下游管道只能作一次阀门切断,切断阀门关闭后,经测定仍有少量的泄漏现象;
④上下游管道只能作一次阀门切断,切断阀门关闭后,经测定仍有较大量的泄漏现象。
3 危险源控制分析
针对上述提出的动火连头危险源,分析其产生原因,从而采取有效的防范措施,以保证动火连头的安全。
3.1 工艺系统残留天然气的危险源控制措施
3.1.1 氮气置换措施
采用大排量的氮气置换,大排量不但指置换气体用量大,更指在瞬间充满管道和容器截面的单位时间内的体积大,这样有利于将氮气与天然气在管道内形成一道隔离层,减少天然气和氮气混和的体积,增强氮气置换的效果,减少氮气的使用总量,降低施工成本。
3.1.2 管道氮气置换后不可避免留有死角的管道
①动火连头的切割点并不位于死角处:在这种情形下,根据规定对焊接(或切割处)进行气体检测,并连续进行氮气置换,如有条件时还可用挡板将动火系统与其他系统进行暂时性隔离,以抑制或减少焊接或切割处的天然气浓度,同时加大氮气置换的强度,进一步对系统内的天然气进行稀释,一般来说,均能满足动火连接的安全要求。
②切割点刚好位于死角处:在须动火切割点处将管道钻出个可以进行检测和通气的孔(一般情况下孔大于φ10mm),然后用皮管通入氮气进行置换,由于这类存在死角中天然气残余量一般不大,采用这种方法基本上能够达到动火切割的作业要求。
3.2 阀门内漏的危险控制
①全站天然气放空:当本站场的下游用户在施工作业段时不需要供气(如下游用户设备检修等),或者站场与用户之间的管道具有足够的容积,管内存气能满足下游用户在规定时间内的供应,或者采用预先适当增大管内存气的压力,以提高管道存气的储量等技术手段,在保证不对下游用户产生影响的前提下,对全站或局部系统进行停气、放气,再进行氮气置换,即使切断阀门有内漏也不会有影响,从本质上保证了安全,这是最理想的状态。
②具备上下游工艺系统有两道以上阀门切断:如果做不到全站或动火连头所在的局部工艺系统放空,但具备上下游管道两道以上阀门切断的情况下,将两道切阀门均关闭,将两道阀之间的天然气放空,减少最后一道切断阀的前后压力差(背压),并注入一定压力的氮气,使两道切断阀之间形成一个隔离层,能够有效地减少最后一道切断阀的内漏现象。
③如果受工艺条件的限制,无法做到有两个切断阀进行切断,上下游管道只有一道阀门切断,根据阀门内漏量的大小,分为以下几种。
第一,切断阀门关闭严密或只有极微少的内漏:那么做好系统氮气置换、打开球阀的排污口等技术措施,完全能控制发生爆炸或火灾的风险。
第二,切断阀经测定有少量的内漏:那么除了做好上述的系统氮气置换外,还需阀体密封面注脂、对阀腔不间断氮气置换、钻孔测爆,能有效降低混合气体中天然气的浓度比例,达到动火作业的要求。
第三,切断阀内漏量较大:除上述的一些技术措施外,还要增加其他措施,如降低阀门两侧的压力差、连续性的氮气置换、在管内打黄油墙、利用橡胶球隔离、盲板隔离等,使动火连接处的管道内的天然气浓度达到动火作业的要求。
第四,切断阀的内漏量很大:采取了相应的措施后,仍无法达到要求,那么只能进行冷切割、管内打黄油墙、橡胶球隔离,采用带压开孔作业(此为另一门专项技术,不在本文讨论范围)或者等待时机进行停产、放气后再进行施工。
4 动火连头前的关键控制技术
根据以上对动火连头危险源的分析,选择合理的风险控制措施,这些措施必须由一些关键的技术作为支撑,下面对关键技术的应用作简要的说明。
4.1 球阀内漏量测定
球阀内漏量的测定,是评估安全风险、选择施工措施和建立动火连头组织机构的前提条件,因此此项工作非常重要。
在测定球阀的泄漏量之前,要先了解一下一般球阀的内部结构,主要了解排污口、排空口、注脂口、阀腔等。下图将球阀的剖面和外表面的样式说明进行简要说明。
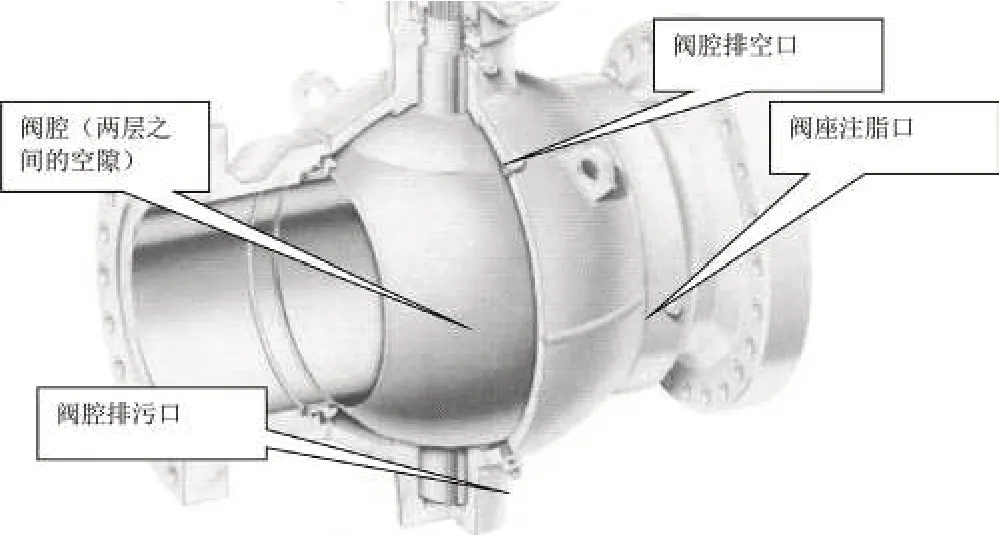
图1 球阀的剖面

图2 球阀的外表面
打开切断阀的排污口(螺纹堵头),再用气体探测仪对准排污口进行检测,如果检测到的天然气浓度小于爆炸极限下限的10%,则说明此阀基本无内漏或者只有极轻微的内漏;如果浓度稳定在10~20%左右,说明阀门有轻微内漏;如天然气浓度稳定在20~30%之间,说明阀门有较大内漏,但不严重;如检测到的天然气浓度立即大于20%,并有急剧上升之势,说明阀门内漏现象严重。
对于内漏严重的阀门,还必须测出具体的内漏量数据,才能为动火连头总体方案的选择提供依据。测定方法说明如下:
①打开排污口,利用螺纹短节外接一个压力表,同时记录阀腔内气体的压力至零达到主管线工作压力(P)的时间(t);
②根据切断球阀的规格、型号,与相应供应商取得联系,查询球阀阀腔的体积;
③根据阀腔的体积(V)、工作压力(P)以及记录下的时间(t),计算单位时间内阀门的泄漏量V1=PVt;
④计算动火连头管道工艺系统的内容积,预计完成的作业时间,计算出标况(标准大气压)下此管道工艺系统的容积(V2),来说明动火连头的工艺系统对切断阀泄漏的允许程序:
如果V2≥10V1,说明即使切断阀泄漏严重,但对整个动火系统来说,却是可以接受的,至少在作业时间内,不会有爆炸的危险;
如果V2≤5V1,说明必须采用其他方法进行控制,减少风险。
阀门泄漏量的测定,需认真并多次校核,以保证所测定的数据准确性。
4.2 氮气置换技术
4.2.1 氮气置换合格标准
在天然气站场动火连头氮气置换时,采用多台测爆仪进行测爆,每台测出管道内天然气浓度均低于最低爆炸极限的1/4,即每台的测爆仪所测的值小于1.25%。有些天然气公司对此值的要求更苛刻,如须低于最低爆炸极限1/5,才可进行切割作业,这样安全系数更大。
4.2.2 置换方法的选择
根据动火连头工艺系统的体积,从而选择不同的置换方法,通常置换方法分氮气瓶和液氮置两种。两种方法的优缺点比较如下表所示。
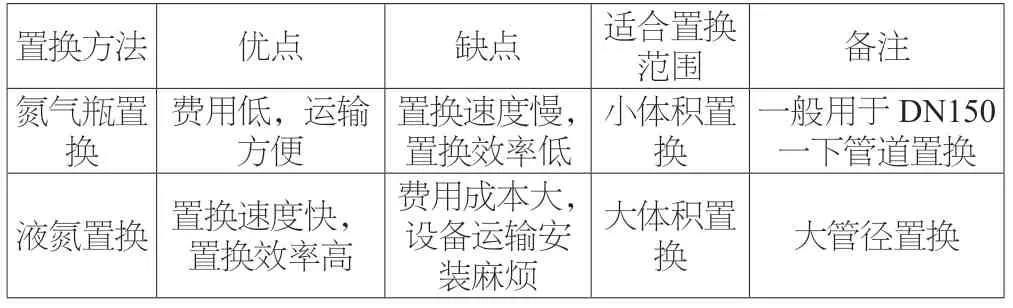
表1 氮气瓶置换与液氮置换的比较
一般情况氮气用量系数(ξ)为所需置换管道和容器内容积的3~5 倍。
4.2.3 液氮置换进口管和需用量选择
具体施工中,置换量较大或所置换的管道规格较大时,用液氮置换动火连头工艺系统效果较好。可以根据需置换管道的规格(管内径φ1)计算出液氮出口管道的规格((管内径φ2)。例如,需要置换气体的规格为DN300,计算液氮的出口规格,计算如下:
①液氮气化1m3液氮可汽化成氮气808/28×22.4= 646.4 m3[1];
②DN300 管道的截面积S1==3.14×(φ1)2/4=3.14×150×150=70650mm2;
即选用DN15 的管道就会满足液氮置换的要求,同时根据液氮出口的流量来选择合适的气化器。
液氮的需用量m=V1×P×ξ/646.4×808 (在一个大气压,摄氏-195.8 度时,液氮的密度为0.8083 g/cm3=808.3 kg/m3),ξ 取4;V1为动火系统的内容积(m3),P 为置换后氮气的压力Kg/cm2。
4.2.4 普通氮气瓶置换标准
氮气瓶的容积为40L=0.04m3,标准氮气瓶内的理论压力为15MPa,换算成标准压大气压下的体积为V2=0.04×150=6m3;
需置换用氮气的数量K=V1/V2×ξ×2(ξ 系数取5)。
4.3 球阀密封面注脂
当球阀出现部分内漏现象时,可以拧开球阀的注脂口对球阀的密封面进行注脂,这是减少球阀内漏最有效的方法之一,但要注脂过程中应注意以下几点。
①注脂压力:压力过低,球阀密封漏或失效,如果注脂压力过高,会造成注脂口堵塞,极端情况下会使密封内脂类硬化或密封圈与阀球、阀板抱死。
②注脂时机:球阀注意时都处于开位状态,注脂与动火连接间隔时间以24 小时左右为宜,注脂后不要重复开关阀门。
③注脂均匀:注脂时要注意出脂均匀的问题,从排污口出来的油均匀,说明注脂基本完成。
4.4 阀腔氮气置换
这是最直接排除球阀的阀腔内泄漏气体或减少将泄漏的天然气进入动火作业系统最有效的方法,操作方法也比较简单,简述如下。
①将球阀的一个排污口和一个排空口的盲堵头拆卸下,将其中一个口作为氮气的进口,另一个口作为置换氮头的出口,并将置换后的气体通过预制安装好的临时管道排到安全区域。
②选用的排污口和放空口宜成对角,有利于氮气通过整个球阀的密封表面,更好地起到置换和对天然气稀释作用。
③施工前需拧开盲堵头,测量球阀排污和排放口的大小、螺纹规格等,加工相同规格的接头以便与球阀的接口配套连接。
4.5 黄油墙隔离
在有天然气浓度大于安全标准的情况下,黄油墙是动火连头点与泄漏天然气最后一道隔离,直接影响到动火连头是否成功;所以在一定前提的条件下,黄油墙隔离是非常有效的办法,其前提条件包括:
①相关工艺流程中应设有过滤器,能够在投产通气过程将黄油墙(一般情况由滑石粉和黄油按一定的比例拌合而成)吹至过滤器,再通过排污系统带到排污池,保证天然气质量。
②动火连头前的切割是因采用冷切割进行,只有将动火点部分管道冷切割后,才能进行黄油墙的砌筑作业。
③因砌筑黄油墙作业时间较长(包括制作、砌筑、密封、检测等工序),除非因阀门的内漏内严重,氮气置换已达不到动火基本条件的情况下,才能进行用黄油墙来密封泄漏的天然气。
在砌筑黄油墙时,需要做好以下几点:
①堆砌黄油墙要求由有经验的人员进行施工,要密实、捣紧、不得留有空隙,封堵好的管段不得锤击,避免形成间隙,保证黄油泥具有足够的强度。
②在黄油墙砌筑过程中,可以同时安装引流管,其方向应远离动火点,并与自然风向一致。
③黄油(钙基黄油)和滑石粉按一定的比例进行拌合后,再根据实际的需要做成砖状或其他形状,关键是黄油与滑石粉的配比要适当,如过硬则不易粘合,造成封堵不严,投产后不易溶化或堵塞过滤器;如过软,则使黄油墙强度不够,容易坍塌而产生缝隙,造成封堵失败。
4.6 切断处管道降温
当管道连接处与球阀的距离小于500mm 时,必须采取措施,给管道切割或焊接处降温,以阀门受到温度的影响。
一般情况下,距球阀焊接80mm 以外的任何点处的温度均不能超过200℃。在火焰切断或电弧焊接处使管道降温的一般方法为湿布包裹在离焊接或切割处约100mm 地方,并一直保持湿润,通过水汽蒸发,对管道切割处进行冷却。
4.7 管道密封球隔离
管道密封球隔离即利用挖掘机等机械将过盈率约6%橡皮球塞进需要动火连接的密封的一端,这也是动火连头中经常采取的封堵办法之一。它能够对连头点两侧的管内泄漏气体进行有效隔离,达到焊接作业的动火要求,但它必须有特定的工艺及作业环境的要求。
①动火连头的前后段必须有收发球筒装置:只有此系统上设有收发球筒设备,才能在焊接作业完毕后,通球清管,将密封球送到收球筒处,再将密封球取出。
②动火连头点处有大型机械的作业空间:将过盈量约6%的橡胶皮塞到管道内,必须依靠挖掘机等大型的施工机械,靠人力无法完成。
4.8 打眼测爆
即在需要进行动火切割的地方,用电动或手动的钻头(一般用手枪钻),钻出一个约Φ10 的探测孔,然后用可燃气体探测仪对检测管道内的天然气浓度。
这个技术是每处动火连头必须做到,并且保证在同一处打孔、同一处检测、同一处切割的“三同”,打孔时注意以下两点。
①采用手枪钻打孔时为避免局部高温使管内的天然气生产爆炸或火灾,采用一边打孔一边浇水,以避免局部高温;不能一下子将管壁钻透,预选计算钻孔的深度,留约0.2~0.5mm厚度,最后用冲头和锤子冲开剩下壁厚余量。
②采用这个方法还可以将加大探测孔的直径,作业氮气置换的一个进口,能有效地稀释动火切割处的天然气浓度。
4.9 管道冷切割
管道冷切割就是使用专用管道切割工具,不采用化学放热的方式对管道进行切割的方法,不影响管道内的介质。
冷切割的费用比较高,只有在切断阀门严重泄漏,采用其他的措施后也达不到动火切割作业时,才采用此由专业的人员进行操作。近年来,这个切割办法得到了长足的发展,冷切割样式如下图:

图3 冷切割样式
冷切割只是动火连头的中的一道工序,主要防止切割时发生爆炸或火灾。在切割后,需在管道内再采用砌筑黄油墙密封、密封球隔离(或气囊隔离)等措施,天然气的浓度达到动火要求后,才能进行动火焊接作业。
4.10 优化焊接措施
对天然气改造站场的动火连头来说动火时间越短越好,以减少对下游用户的影响。对于施工质量来说,焊接是连头非常重要的环节,站场内的焊接方式要求主要包括:
①焊接质量好:焊接合格率高,减少返工机率。
②焊接速度快:以减少动火时间,降低施工风险。
通常采用的焊接技术为氩弧焊打底,半自动药芯保护焊填充和盖面,其优缺点分析如下。
4.10.1 氩弧焊打底的优点
①质量好:氩弧焊打底能是根部得到良好的熔透性,而且透度均匀,表面光滑、整齐。不存在一般焊条电弧焊时容易产生的焊瘤、未焊透和凹陷等缺陷。
②效率高:在管道的第一层焊接中,手工氩弧焊为连弧焊。而焊条电弧焊为断弧焊,因此手工氩弧焊可提高效率2~4 倍。因不需要清理溶渣和修理焊道,则速度提高更快。在第二层电弧焊盖面时,平滑整齐的氩弧焊打底层非常有利于电弧焊盖面,能保证层间良好的熔合,尤其在小直径管得焊接中,效率更显著。
③变形小:氩弧焊打底时热影响区要小得多,故焊接接头变形量小,残余应力也小。
4.10.2 半自动药芯保护焊的优点
①焊接速度快:焊接过程起弧和收弧接头减少,降低缺陷产生的可能性,焊丝熔敷率高,药皮脱渣性好,焊热输入高,生产效率约为焊条电弧焊的3~5 倍。
②焊缝成形美观且合格率高,接头力学性好。
焊接方式的优化要充分考虑焊接工艺评定、管道规格、焊接机械、施工环境、可充许作业时间、作业人员焊接技能以及现场其他因素后,选择最合适的方式。
5 结语
天然气站场的动火连头是一项技术性强、要求高、难度大、风险大的特殊作业。受工艺系统、切断阀内漏严重程度、用户等各类因素的影响,通过充分的论证,以选择最合理的方案,保证施工的安全、有效进行。
