海底管道安装分析及铺设工艺
2020-06-30张捷陈伟鹏
张捷,陈伟鹏
(中交海洋建设开发有限公司, 天津 300457)
海底管道作为海洋油气田开发的重要组成部分,被喻为油气田的生命线。海底管线安全可靠运行是海上油气田生产的根本保证,海底管道的安装至关重要,其施工质量直接影响海底管道长期运营[1]。
海底管道按照使用功能主要分为油气输送管道、排海污水管道、市政取排水管道。按照管体构造形式分类:(1)双层钢管保温管道;(2)单层钢管保温管道;(3)非保温有混凝土配重管道;(4)非保温无混凝土配重管道;(5)管束;(6)挠性软管;(7)塑性管。典型截面构造如图1所示[2]。

图1 管道截面图
本文从管道分类入手,介绍海底管道基本情况,并按工程建设的顺序,研究从设计到施工管道建设过程。
1 海底管道铺设分析
海底管道在铺设前需进行铺设分析,目的是对已经选定的铺管船等施工资源进行可行性校核,确保船舶设备满足铺管要求;同时确定托管架布置角度及支撑滚轮角度和高度,使管道处于最优受力状态,防止管道出现应力剧变情况,保证海底管道在铺设过程中的受力在规范允许范围内[3]。
1.1 海底管道强度校核标准
海底管道铺设强度分析基于多个输入变量的模型,满足DNV-OS-F101的荷载抗力系数法校核准则[4]。
一般考虑采用组合荷载准则(荷载控制条件)进行校核,包括如下两种情况:
(1)经受弯矩,有效轴力和内部超压力作用的管件所有的横截面应设计成满足以下条件:
适用于D/t≤45,Pi≥Pe(海底内压大于外压)[5]
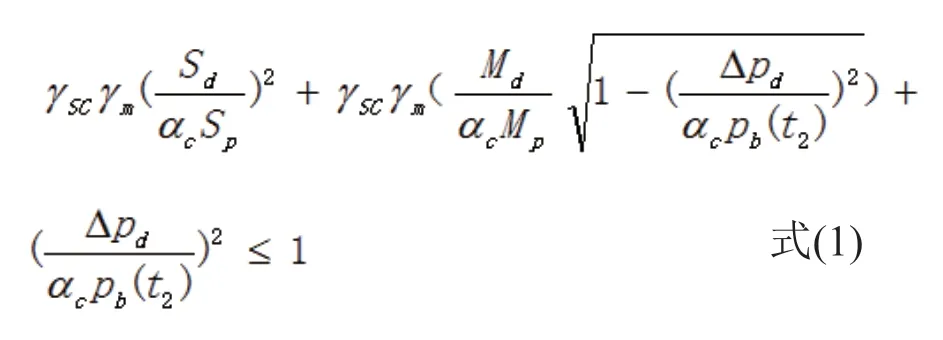
(2)经受弯矩、有效轴力和外部超压作用的管件应按以下方程设计:
适用于D/t≤45,Pi<Pe(海底外压大于内压)


荷载条件选取:

表1 不同荷载条件下荷载条件因子选取[6]
1.2 铺管分析
首先根据项目铺管需求情况初步选定合适的铺管船,了解铺管船的张紧器能力,托管架长度、角度,铺管船和托管架上支撑滚轮坐标。考虑如下荷载:
管道(及所有涂层)重量;浮力;铺管船提供的张紧力;船舶和托管架的辊轮支反力;海底支反力;环境荷载(包括波浪和海流作用);船舶动态效应。
一般根据不同水深定义不同的设计工况,分析每个设计工况的影响。根据水深定义不同的设计工况,船舶及托管架的支撑高度和角度不变,而张紧器张力根据不同设计水深可调整。不同设计工况下应进行静态和动态分析。
应根据具体项目水深变化界定设计工况,如项目无特殊要求,可考虑每10m水深变化值考虑一个设计工况。采用行业认可的商业有限元铺管分析软件,如Offpipe、flexcom、orcaflex进行铺管分析。
1.3 铺管案例
用下例说明某海底管道项目安装铺设分析过程。某项目管道情况及铺管分析输入条件:
(1)管道参数
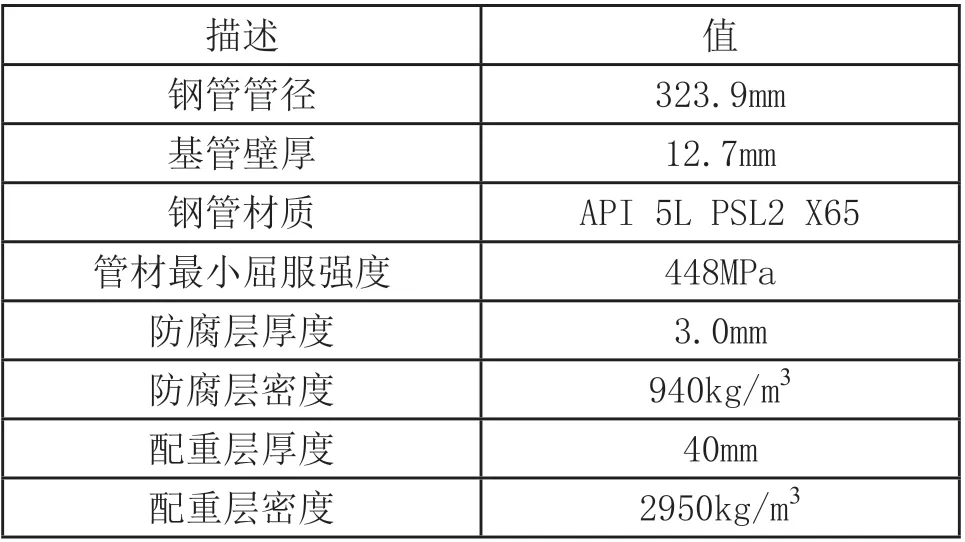
表2 渤海某项目海底管道参数
(2)某铺管船参数及铺设期对铺管船建立模型的坐标系统如图2所示:
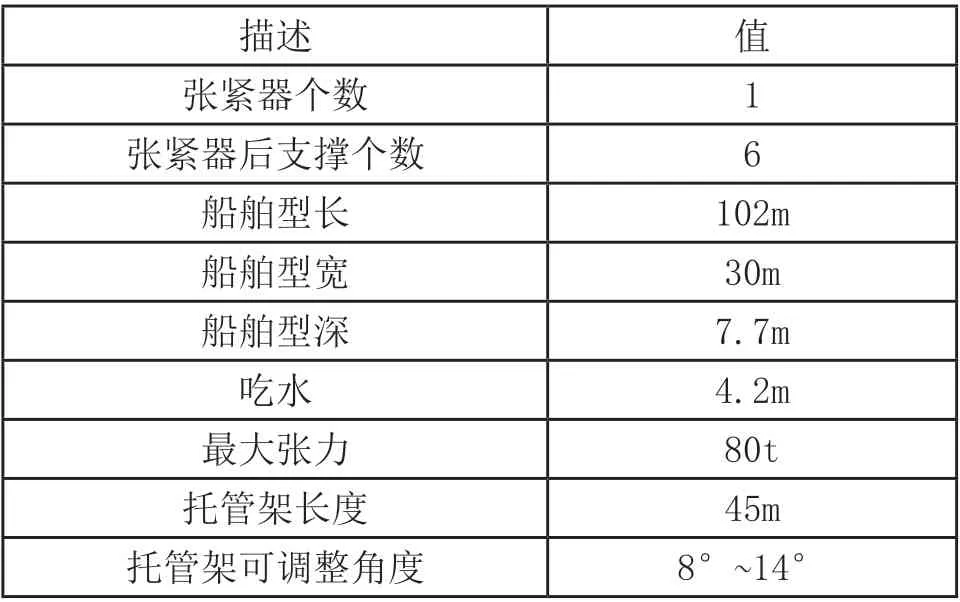
表3 某铺管船参数
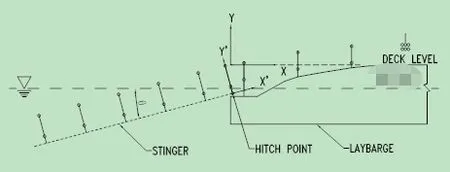
图2 铺管船坐标模型
船舶及托管架各支撑可调整范围如图3所示:
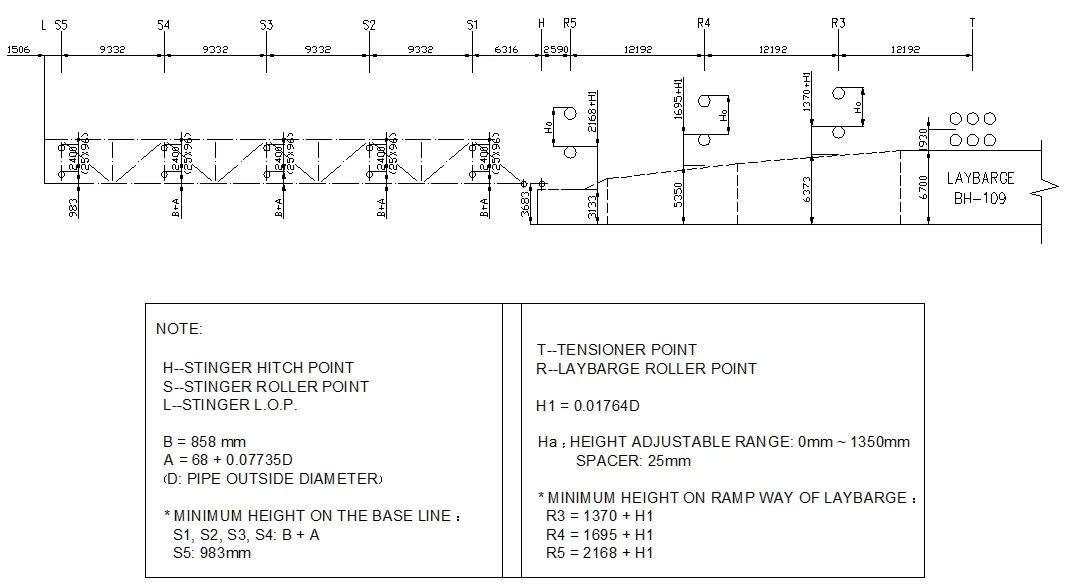
图3 铺管船托管架支撑滚轮坐标参数
(3)分析工况
根据水深变化情况,考虑如下两种工况:
工况一: 最浅水深(33m)=最浅水深+最低天文潮位;
工况二: 最深水深(38m)=最深水深+最高天文潮位。
通过建模分析得到结果如右图。
工况一下管道最大弯矩为323kN·m,最大轴力为276kN;工况二下管道最大弯矩为339kN·m,最大轴力为276kN。
(4)强度校核
选取计算结果海底管道最大的受力及变形,按照DNV-OS-F101规范校核管道强度如表4所示:

表4 渤海某项目海底管道参数
依据DNV-OS-F101规范,UC值校核小于1时满足规范要求。选取的船舶资源可行,托管架及船舶支撑滚轮高度合理。
2 海底管道铺设工艺
2.1 海底管道施工方法分类及适用范围
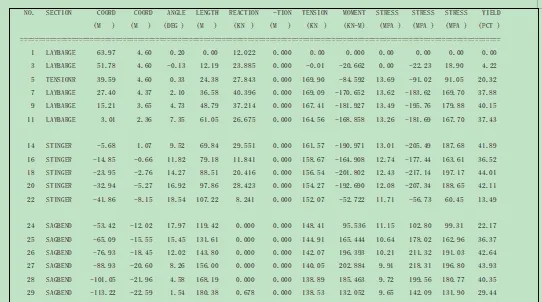
图4 安装分析结果
海底管道海上铺设方式一般分为铺管船法、拖拉法和浮托法。铺管船法又有S-Lay、J-Lay和Reel-Lay三种方式。拖拉法和浮托法适用于登陆管道及临岸管道施工;海底管道铺设最常用方法是铺管船施工,S-Lay适用于浅水及300m水深以内管道安装施工,J-Lay和Reel-Lay适用于数百米及千米级深水管道施工。世界上绝大多数海底管道均采用S-Lay铺管船施工。我国目前还没有J-Lay和Reel-Lay型铺管船,除在南海某项目中租用国外船舶完成一次J-Lay铺管施工外,其它国内海底管道铺设均采用S-Lay法施工。
2.2 S-Lay铺管施工工艺介绍
S-Lay铺管船作业主要顺序是:将单节管(长12.2m)或双节管(2×12.2m)一根根焊接接长,检查每道焊口,对接口进行防腐绝缘层、保温层、外包混凝土防护层加工;通过下水滑道(托管架)慢慢地放入海床,每铺设一段距离,移动铺管船锚缆一次。
(1)S-Lay铺管介绍
S-Lay铺管法的工艺特点可以简单概括为:以铺管船为依托、以铺管作业线为手段并辅之以铺管专业设备(如张紧器、A/R绞车、托管架等)。铺管船与着泥点之间的管道呈S形曲线,并分成上弯段和下弯段,典型铺管S曲线如图5。
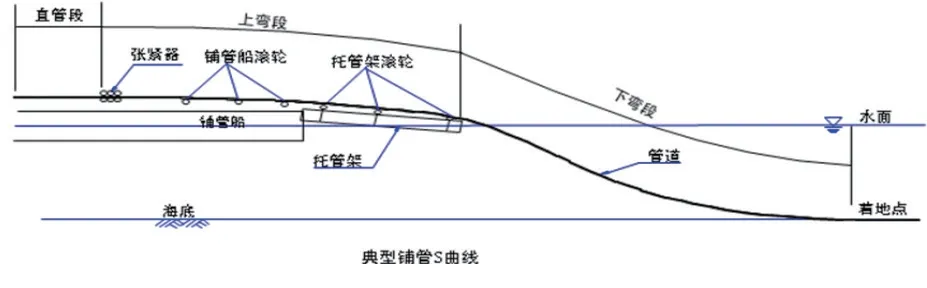
图5 铺管船工作状态
(2)海底管道铺设工艺
海底管道海上正常铺设作业过程中,海底管道焊接一般采用半自动焊或全自动焊技术,检验采用超声波检测(AUT或UT)技术。铺管船就位后,倒管至铺管船后,检查海底管道表面是否完整、有无破损;然后进行吹扫、坡口处理、管口消磁,上作业线进行组对焊接;检验(如有必要进行返修);最后进行节点处理;以上各站工作完成后,海底管道通过船尾的托管架进入水中,最终到达海底。
(3)临时弃管与回收
如果在铺管期间遇到恶劣天气危及海底管道或船舶自身安全,或是其他一些意外情况影响到海底管道正常铺设,需要临时弃管。
临时弃管作业步骤如下:取出内对口器、屈曲探测器;焊接临时弃管封头,并且连接A/R缆至弃管封头上;释放A/R缆,在各站依次完成焊接及检验工作;进行张力转换(张力由张紧器张力转换至A/R绞车拉力);释放A/R缆,调节张力,直至封头到达海底;如果天气海况好转,或其他意外情况解除,则需要回收海底管道,以恢复正常铺设。
(4)海底管道终止铺设
当海底管道铺设至终止弃管位置时,进行终止铺设作业。检查封头附近海底管道状态,回收A/R缆,完成终止铺设。
3 总结
本文介绍了海底管道建设设计及施工方法和流程,使其对海底管道建设有所了解,为开展管道建设业务提供参考,为深入研究管道设计及施工提供基础也为以后工程提供借鉴。实际管道建设过程中环境千变万化,船舶装备发展越来越先进。我们应当根据实际工程情况,如水深及环境条件采取合适的设计分析方法,选取合适的施工船舶、安装及调整最优的托管架姿态,在施工中选取合适的张紧器张紧力,在保证管道安全的前提下,提高铺管效率。
