汽车钣金零部件下料机械手爪的模块化设计
2020-06-29陈芳
陈芳

摘 要:考虑汽车钣金零部件生产线中的下料任务,实现了真空吸附结合磁力吸附结构的设计。基于此,通过模块化原理实现工业机械手爪的设计,实现生产线中不同工业下料的工作,利用机械下料实验对机械手爪可靠性进行了验证。
关键词:汽车钣金零部件;下料;机械手爪;模块化
Abstract:In this paper, the design of vacuum adsorption and magnetic adsorption structure is realized for the blanking task of automobile sheet metal parts production line. Based on this, the design of industrial mechanical claw is realized by modularization principle. The reliability of mechanical claw is verified by mechanical cutting experiment.
Key words:automobile sheet metal parts;blanking;mechanical gripper;modularization
0 引言
在我国冲压加工技术不断发展的过程中,其占据机械加工过程中的比重不断的扩大。冲压产业发展对于冲压机工生产工艺不断的提高,传统手工送料的方式因为受到速度、精度、安全性的制约,无法满足现代化生产需求,自动送料结构逐渐代替传统手工送料。目前,已经不再需要大量劳动力实现生产活动,劳动密集型逐渐转变成为技术密集型,冲压自动化生产成为未来冲压行业主要的发展趋势。
1 自动化冲压生产线的对比
1.1 传统冲压生产线
传统冲压生产线主要包括多个单动机械压力机构成,将机械手安装到不同压力机中,实现加工工位的控制,从而实现工件翻转。此种上下料方式结合机械及人工,为半机械化流水线。现代,我国大部分冲压企业都是利用此种方式实现生产。
1.2 柔性自动化送料
此为常规机械手系统及多工位横杆输送系统中间的结构,自动化送料较为灵活、简便、高效。另外,此种系统在大批量及加工方式不变化的生产线中,无法在多品种、小批量产品生产中使用[1]。
1.3 多自由度送料机器人
常见自动冲压生产线使用穿梭小车式,现代国内冲压生产线自动化输送系统都属于此种方式。此种方式的稳定性标高,但是购买机器人的成本也比较高,价格较为昂贵,速度比较慢,只能够在大型冲压行业中使用。
1.4 快速送料机械手
目前,快速送料机械手被广泛应用到中小冲压企业中。此种送料方式具有较快的送料速度,还能够在各种冲压生产线中使用,具有较为广泛适用面,满足我国实际发展需求。但是,此种机械手大部分都是购买与国外,价格比较贵,维修也不方便。国内生产机械手,如图1所示。
其虽然能够实现快速的上下料,但是在滑块中安装支座,在上下卸料的过程中无法对其稳定性进行保证[2]。为了保证手抓抓取工件时力和力矩的平衡,分别在工件质心两侧寻找合适抓取点,并且两个抓取点距离分别为180 mm,如图2所示。
2 机械手结构设计
为了能够有效定位工件,抓取被加工件到冲压线中放置实现冲压,要求旋转、平移及抓取3个动作为基础,实现上述动作模型的创建。
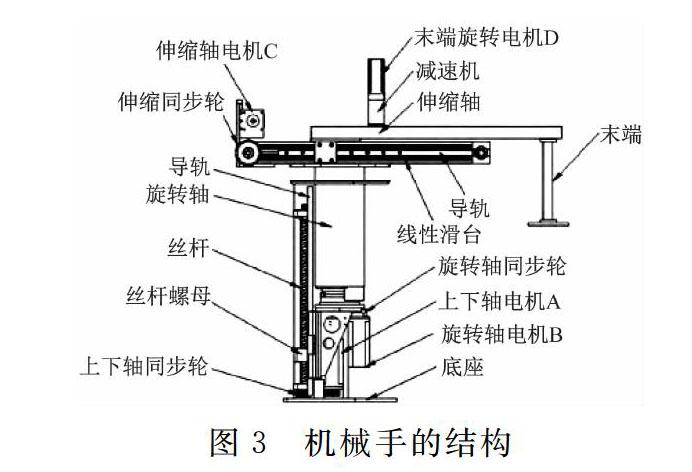
机械手的结构,如图3所示。
此模型主要包括上下升降、底座、伸缩、中心旋转和末端。对应地主要包括四个自由度,上下升降轴J1、中心旋转轴J2、前后伸缩轴J3、末端旋转轴J4。
上下轴传动方案利用交流伺服电机促进同步轮实现传动,并且利用同步带为同步轮进行传递,通过同步轮轴和丝杆连接,从而实现转动,丝杆螺母和平台在机械手整体上下升降实现固定。中心旋转轴电机B使利用同步带减速连接谐波减速器轴,以此使负载惯量得到降低,使输入转矩得到提高,提高控制的进度。伸缩轴电机主要作用就是利用线性滑台使旋转运动朝着直线运动进行转变,末端伺服电机是转动轴驱动,使其带动末端进行旋转,从而在平面内实现末端的定位[3]。
3 机械方案的设计
机械手机械结构主要包括:其一,结构主体通过铝板、铝型材构成;其二,在铝板中安装30个真空吸盘,不同的真空吸盘中设置控制开关,以吸附工件尺寸实现工作中真空吸盘数量的调节;其三,X轴传动机构属于同步带传动机构,主要包括上下两层,利用线性导轨实现导向,机构通过一个伺服电机利用同步带驱动双层支臂同时伸缩,设置1 800 mm行程。Y轴传动机构属于丝杠传动机构,固定螺母,丝杠开始运动,设计500 mm行程。
压力机下料机械手下料节拍为每件4 s,下料的时间较为紧迫,在设计过程中要在4 s中滿足机械手从压力机外进入到吸附位置的需求,之后使工件搬运到压力机中[4]。
4 末端执行模块的设计
常见工业机器人中的末端执行器根据握持原理划分成为夹持类及吸附类两种,本文在研究过程中的机械手是对于钣金自动下料设计的,由于钣金形状属于平面直板,对夹持类机械手末端夹持是非常不利的,吸附式手部特点能够满足大平面物体需求,钣金平面直板型形状能够满足此需求,那么本课题使用机械手末端执行器作为吸附类手部。工业过程中所使用的吸附类末端执行器根据不同的吸附原理划分成为气吸式及磁吸式两种。
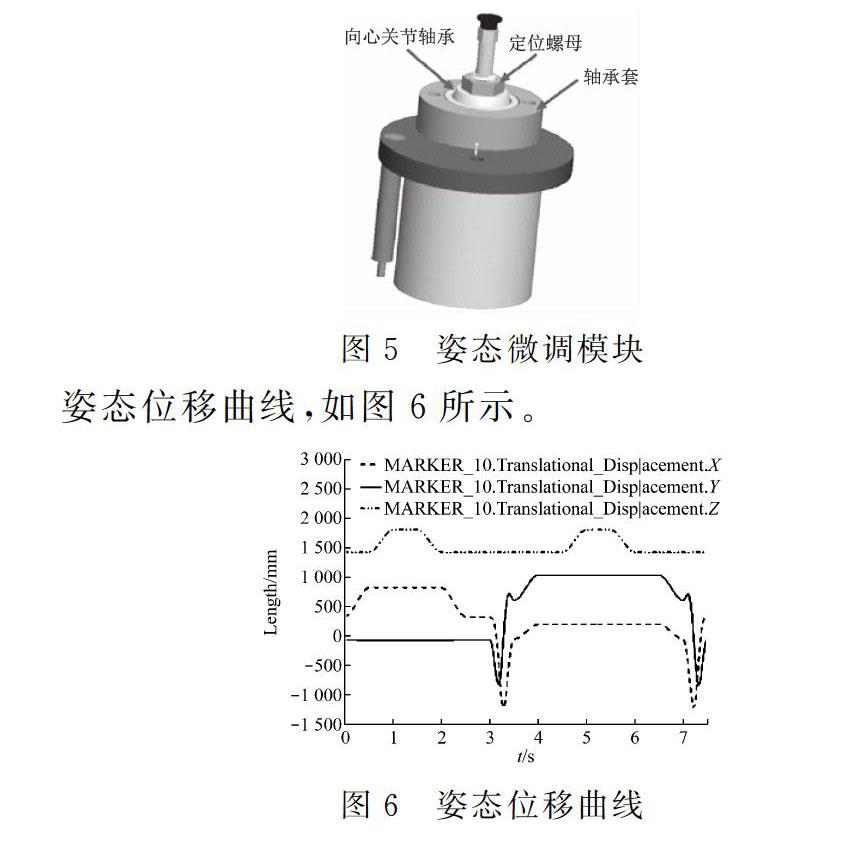
其一,吸附式。气吸式末端执行器属于工业中较为常见的吸持物件装置,主要包括进排气系统、吸盘及吸盘支架,其工作原理就是通过真空吸盘中内外气压差将工件吸气。气吸使用较为便捷,重量比较轻,不会污染环境,机械结构较为简单。气吸式末端执行器能够在非金属材料中使用,所以对于被吸持工件预定输送位置误差并没有较高的要求,但是要求吸附物料平整顺滑,被吸工件没有漏气及孔洞[5]。
