淬火方式对GCr15SiMo钢制特大型轴承套圈淬硬层的影响
2020-06-28孙小东王云广王红伟周鹏龙郝奥玄
孙小东,王云广,王红伟,周鹏龙,郝奥玄,杜 翔
(洛阳LYC轴承有限公司,河南 洛阳 471000)
GCr15SiMn钢制特大型轴承套圈常存在热处理后硬度合格,但成品硬度达不到技术要求的现象。GCr15SiMo钢与GCr15SiMn钢相比,具有更高的淬透性[1]。为了保证轴承套圈成品硬度,轴承行业正在逐步采用GCr15SiMo钢代替GCr15SiMn钢制造特大型轴承套圈。GCr15SiMo钢制特大型轴承套圈的热处理,通常采用辊底式盐淬连续炉和井式油淬周期炉两种设备[2]。其中,辊底式盐淬连续炉适合大批量连续加工产品;而井式油淬周期炉,每次仅加工一炉产品,适合小批量产品的加工。为此,本文研究淬火工艺对GCr15SiMo钢制特大型轴承套圈淬硬层的影响。
1 试验材料
选用外径为φ800 mm,高度为200 mm,有效壁厚为50 mm 的GCr15SiMo钢制特大型轴承套圈作为试验套圈。
采用ARL4460直读光谱仪对轴承套圈检测化学成分,其检测结果见表1。检测结果表明,试验套圈材料符合GB/T 18254—2016标准要求。

表1 轴承套圈的化学成分(质量分数,%)
2 试验工艺
GCr15SiMo钢制特大型轴承套圈整体淬火技术要求:轴承套圈成品表面硬度为58~63 HRC;淬硬层深度为硬度58 HRC处距表面的垂直距离,该类轴承套圈成品淬硬层深度不小于2.0 mm。
分别选用油浴淬火和盐浴淬火对GCr15SiMo钢制特大型轴承套圈进行整体淬火试验。
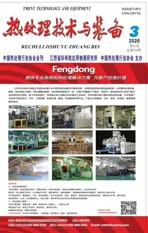
2.1 盐浴淬、回火
试验设备采用辊底式盐淬连续生产线,工艺流程为: 淬火加热→盐浴淬火冷却→空气炉回火。盐浴淬、回火工艺见图1。
1)将轴承套圈平放至辊棒炉上料台上,见图2。然后由上料台传至清洗工位进行清洗后再传至主加热炉。
2)淬火加热:一区工艺温度为865 ℃,二区工艺温度为865 ℃,三区工艺温度为865 ℃,加热时间为3.5 h。
3)淬火冷却:淬火介质由180 ℃的复合硝酸盐液+适量水组成,冷却时间为10~15 min。
4)回火:回火温度为210 ℃,回火时间为12 h。
5)轴承套圈淬火、回火后传至卸料台,见图3。
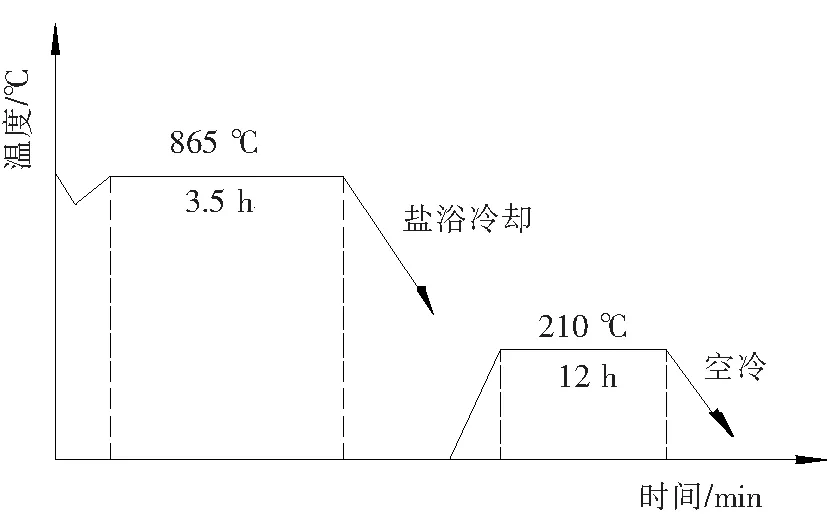
图1 盐浴淬、回火工艺Fig.1 The process of salt bath quenching and tempering
2.2 油浴淬、回火
试验设备采用井式淬火加热炉、淬火油槽和井式回火炉,工艺流程: 井式炉淬火加热→油浴淬火冷却→井式炉回火。油浴淬、回火工艺见图4。

图2 套圈放置上料台Fig.2 The placement loading table of ring

图3 套圈淬火、回火后传至卸料台Fig.3 The unloading table of ring after quenching and tempering
1)将轴承套圈平放在淬火料架上,平稳吊入井式淬火加热炉。
2)淬火加热:一区工艺温度为870 ℃,二区工艺温度为870 ℃,加热时间为210 min。
3)淬火冷却:将加热好的轴承套圈吊入淬火油槽进行冷却,用红外测温仪测试轴承套圈的表面温度,控制套圈出油温度在90~100 ℃。
4)轴承套圈淬火后平放在回火架上,吊入井式回火炉进行回火,回火温度为210 ℃,回火时间为12 h。
3 试验结果
3.1 裂纹检测
轴承套圈磨加工至成品尺寸后,在CDW-000型荧光磁粉探伤机上,利用复合磁化法对成品轴承套圈进行荧光磁粉探伤。结果未发现轴承套圈表面有缺陷磁痕,探伤结果合格。
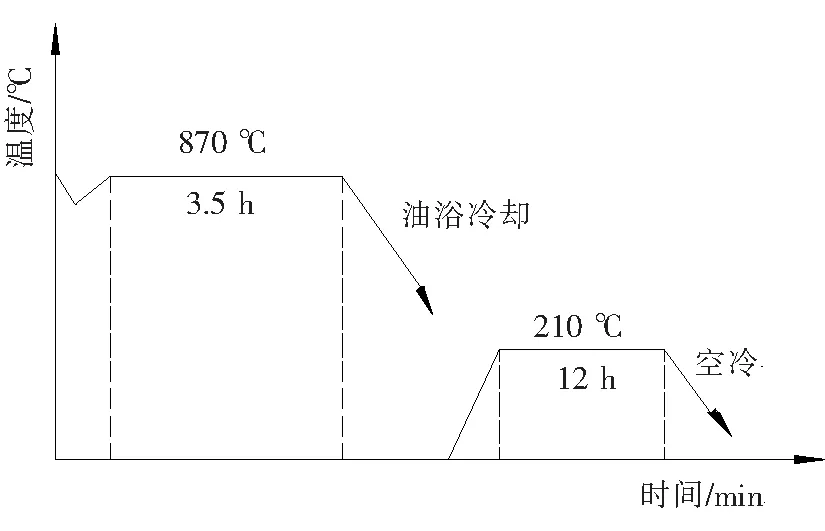
图4 油浴淬、回火工艺Fig.4 The process of oil bath quenching and tempering
3.2 硬度检测
3.2.1表面硬度检测
轴承套圈磨加工至成品尺寸后,采用TH-140里氏硬度计对轴承套圈表面硬度进行检测。轴承套圈表面硬度为59~60.5 HRC,依据标准JB/T 1255—2014的要求[3],轴承套圈成品硬度合格。
3.2.2硬度分布曲线
切取成品轴承套圈试样,然后用HRA-150洛氏硬度计检测套圈淬硬层深度。
两种不同的淬火方式(盐浴淬火和油浴淬火)下,GCr15SiMo钢制轴承套圈淬、回火后硬度分布检测结果分别见表2和表3。

表2 盐浴淬火轴承套圈硬度检测结果

表3 油浴淬火轴承套圈硬度检测结果
从表2和表3可以看出,采用盐浴淬回火后轴承套圈硬度58 HRC处距表面为4 mm;而采用油浴淬回火后轴承套圈硬度58 HRC处距表面为5 mm。由此可见,两种淬火方式热处理后的轴承套圈成品硬度均满足技术要求。
3.3 金相组织
将成品轴承套圈切取10×10×10 mm样块,磨制端面金相试样,经4%硝酸酒精腐蚀后在GX-51奥林巴斯金相显微镜下检验淬硬层金相组织,按照标准中JB/T 1255—2014第二级别图进行评定。从图5中可以看出,GCr15SiMo钢制轴承套圈盐浴淬回火及油浴淬回火后淬硬层均为细小结晶马氏体组织,并有细小碳化物均匀分布在马氏体基体上,马氏体组织均可评定为3级[4-5]。
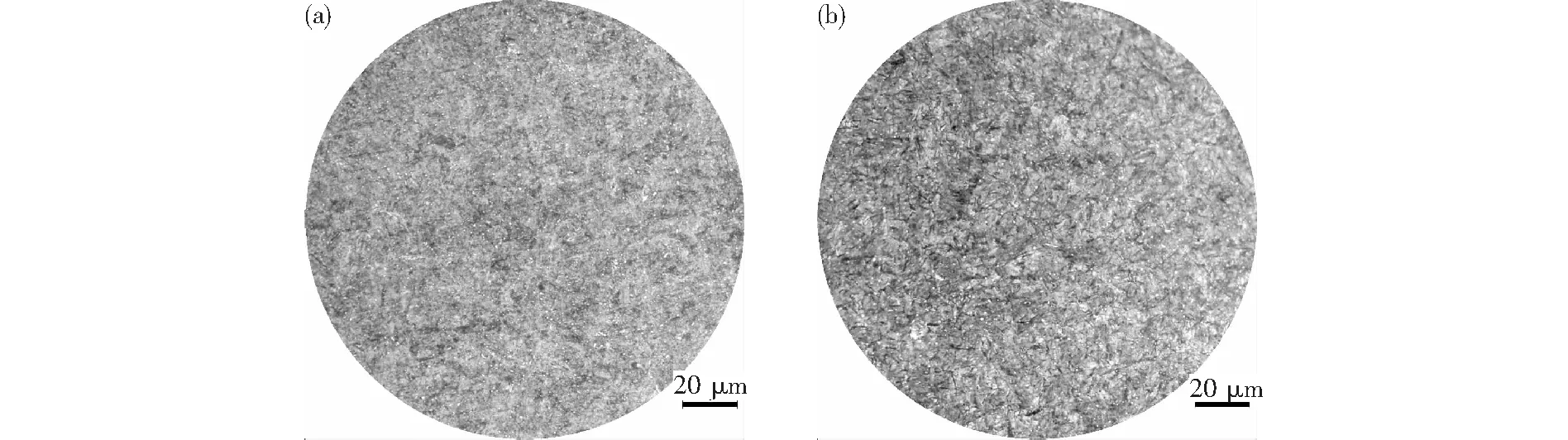
图5 (a)盐浴淬、回火组织 3级;(b)油浴淬、回火组织 3级Fig.5 (a)salt bath quenching and tempering microstructure,level 3;(b)oil bath quenching and tempering microstructure,level 3
4 结论及建议
1)GCr15SiMo钢制特大型轴承套圈,采用盐浴淬、回火后淬硬层深度为4 mm;采用油浴淬、回火后淬硬层深度为5 mm;采用盐浴、油浴两种淬火方式加工的轴承套圈成品表面硬度均能满足技术要求。
2)产品批量大时建议选用辊底式盐淬连续炉加工;产品批量小时建议选用井式油淬周期炉加工。