衬套冷冻装配变形常见问题分析与对策研究
2020-06-23陈辉陈素芹王桂珍
陈辉 陈素芹 王桂珍

摘 要:变形问题一直是衬套装配过程中一個常见的问题,其存在将会直接影响相关机械设备的生产加工,以及机械设备的生产质量。因此对于衬套冷冻装配中出现的变形问题,本文结合不同的产生变形的因素和不同套筒内径大小提出了不同的策略。首先,对于所有衬套冷冻装配,都需先选取合适的公差带,并进行修正。而对于套筒内径小于40mm时的衬套装配,可以在冷冻装配技术的基础上,采用厌氧胶连接,以增加本体和套筒之间的牢固程度。希望本文提出的一些策略能于实际运用中解决冷冻装配中的变形问题,同时也能为工程机械行业的发展贡献一份微薄的力量。
关键词:衬套;冷冻装配;套筒;本体
1 引言
衬套在工程机械领域的应用非常广泛,在各种大小机械设备制造生产过程中都有着举足轻重的作用[1]。衬套主要是一类用于阀盖内起衬垫作用的环套,在零件连接处起密封的作用,常采用石墨或聚四氟乙烯等具有一定耐腐蚀性的材料[2]。在现实机械设备制造生产过程中,大量的研究表明众多套类零件在装配环节,常会产生各种不同程度的变形,这不仅为机械化生产带来了一定的困扰,还会影响相关领域企业生产的进度,造成一定的经济损失[3,4]。衬套的装配技术有很多种类,近年来众多生产企业常采用冷冻技术进行衬套装配,虽然冷冻装配工艺具有避免母材和衬套的损伤、提高了装配质量等优点,但是也还是存在着一些不同原因的变形问题需要解决[5]。因此,本文将对衬套冷冻装配中变形问题进行分析,并在此基础上针对现存的问题提出一定的改进措施。
2 衬套冷冻装配工艺概述和常见变形问题分析
2.1 衬套冷冻装配工艺概述
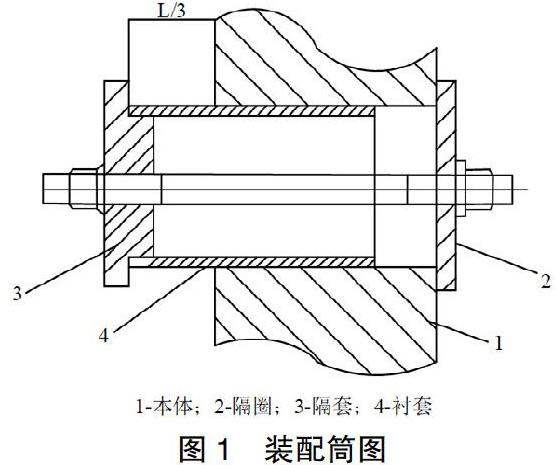
衬套具有不同类型和大小,其装配技术也具有多样性。在现下的衬套装配技术中,大多衬套类零件的装配都是基于冷冻装配技术完成,其装配筒图如图1所示。衬套的冷冻装配技术中采用的冷冻方法有很多,大多生产企业的衬套冷冻装配都是利用液氮冷冻以完成装配。使用冷冻装配技术完成衬套的装配,可以有效减轻零件的损坏程度、减轻工人的工作难度、提高装配效率和提高衬套装配的安全性能。
冷冻装配技术中涉及的工艺参数有很多,其中需主要注意的是冷冻处理的时间长短和温度的高低,以及收缩量的计算。已有研究试验表明利用液氮对衬套零件进行冷冻处理,其温度一般设置为-195℃,冷冻时间为15min。衬套内径收缩量的计算公式一般如下所示。代表衬套内径收缩量,代表衬套内径,衬套外径过盈量,代表衬套外径,单位均为,而衬套内径收缩量一般控制在0.013-0.060范围之内。
2.2 衬套冷装配变形问题分析
在实际工程机械生产过程中,利用冷冻装配技术进行衬套的装配,在衬套冷冻完成之后,常常会出现衬套内径尺寸比装配前收缩过大、发生变形等问题,从而使与其相配合的销轴难以连接安装,增大了装配的难度。对于不同的装配技术,影响因素各不同。影响衬套发生变形的原因主要有公差带选配、小锥体过度配合、衬套材料等。而对于衬套冷冻装配技术,除了上述原因,还有冷冻时间和温度的设置、衬套本身内径大小和衬套表面的粗糙程度等。
3 衬套冷装配变形问题的改进对策
3.1 公差带的选配和修正
大多数衬套的装配,其图纸所列出的装配要求均代表装配完成之后的要求。现下大多数材料的衬套选取套筒和本体间配合为H7/n6或H6/n5的公差带,对于衬套的冷冻装配收缩量都没有太大的影响。但是对于一些后期需要热处理的机械设备,就很难保证在加热的过程中,造成两者间的松弛和脱落,因此,对于这一类机械设备所要用到的衬套,进行公差带的修正。公差带的修正主要有两种方式,一是减小套筒的外圆公差值,使外圆极限尺寸缩小。二是让孔的公差带增大,使其极限尺寸增大。两种方式进行修正的余量范围一般保持在0.005-0.015mm之内。
3.2 对外圆加工一定的锥度
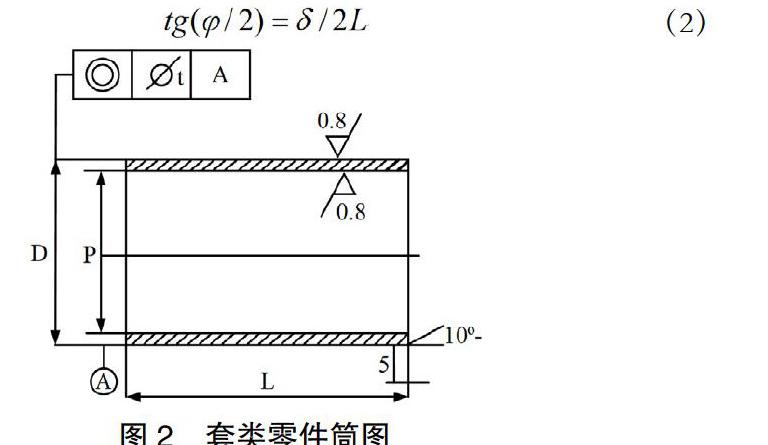
对于一些精度要求比较高的套类零件,如图2所示,套筒的筒径比L/D一般大于1.25,且其长度L大于100mm,内径D大于40mm,因此其衬套壁厚度一般较薄。对于这类零件,在冷冻处理之后,内孔四周收缩量不同,其实圆变形问题对装配过程影响很大,公差值也难以保证。因此,本文提出把套筒外圆加工成微小的锥度,使衬套中套筒的前部分为间隙配合,后部分为过度配合。其两端的尺寸差值为公差调整量,其取值一般在0.008-0.025mm的范围内。套筒大尺寸一端依旧按照公差带进行修正调整,而小尺寸一端的大小则根据大尺寸一端的尺寸值与调整量之间的差值进行计算。按照上述的方法,不仅可以保障衬套孔径的尺寸精度大小,还能方便本体套损坏后调换,同时满足其它精度较高的本体套装配。套筒外圆加工锥形角度一般由公式(2)确定。
3.3 采用厌氧胶进行连接
当套筒内径小于40mm时,冷冻收缩量难以控制,单单利用冷冻装配技术很难达到预期的效果,因此,此时就需要借助其它技术使衬套装配顺利实现。本文基于已有的一些研究成果,提出一种采用厌氧胶进行衬套连接的技术,所采用的厌氧胶在空气中一般呈现为液态形式,而在被用于金属衬套接缝连接时,于常温下就能自动固化产生粘结作用。此外,所用的厌氧胶所产生的粘结力在较大的外力作用下也可以实现拆卸,可以相对放低对衬套表面粗糙度的要求,其粗糙度通常控制在间。厌氧胶连接一般要先用汽油对衬套表面进行清洁,然后采用丙酮对其进行蒸发干燥,随后进行冷冻。冷冻结束之后,分别在衬套的套筒外径和本体内孔表面抹上厌氧胶,将两者连接,并轻轻转动几下使厌氧胶涂抹均匀,搁置24小时后,就可完成衬套的装配。
4 结束语
衬套装配过程中,本体内孔和套筒外径在连接过程中常会出现变形问题,导致两者装配连接不牢固,从而使相关的仪器设备不能达到生产质量的标准。本文就衬套冷冻装配技术中所出现的变形问题,并根据影响因素和套筒长度内径的不同,提出了一些解决和改进的措施。总体而言,改进措施的目的一方面是使衬套的本体和套筒间的大小契合度增加,能更好地进行衬套的装配。二是解决较小套类零件装配过程中本体和套筒连接不牢固的问题。希望本文所提出的一些解决变形问题的策略对工程机械行业的发展具有一定的推动作用。
参考文献:
[1]周颖聪,赵亦希,虞瑾等.尼龙衬套零件装配中的过盈量设计[J].机械设计与研究,2015,031(005):97-100.
[2]杨勇新,李红林,李海强等.过盈装配的传动轴衬套尺寸设计[J].汽车实用技术,2018,275(20):226-227.
[3]赵燕南,张裕禄.衬套类零件的冷装配方法[J].工程机械与维修,2012(12):131-132.
[4]刘华东.紧固件孔衬套冷挤压强化技术[J].航空制造工程,1994(01):19-22.
[5]覃佳亮,肖健,李发喜.某车型控制臂衬套螺栓装配缩颈问题研究[J].中国新技术新产品,2016,000(013):57-59.
