5A06铝合金VPPA/TIG复合焊接头组织与性能研究
2020-06-23崔卫则谢新义秦永强张立强李韶华
崔卫则,李 青,谢新义,秦永强,张立强,李韶华
(山西航天清华装备有限责任公司,山西 长治 046012)
0 引言
近年来,随着航空航天等行业的快速发展,对轻金属高质量和高效率的焊接方法提出了更高的要求。5A06铝合金由于其化学性质活泼、热导率高及线膨胀系数较大等特点,在普通单电弧焊接过程中容易产生气孔及裂纹等缺陷。与普通单电弧焊接相比,复合焊接技术能够有效地提升焊接质量和效率。VPPA/TIG复合焊接技术一直是焊接领域的研究热点,该项技术充分利用变极性等离子弧焊和TIG焊的优势,将两个热源复合后可以优势互补,形成高质高效的复合热源[1]。变极性等离子弧(Variable Polarity Plasma Arc,VPPA)焊接技术是一种针对铝合金焊接而开发的技术,其电流波形是正负极性交替的方波,正极性阶段时,等离子弧的高能量输入可以确保焊缝的质量,而反极性阶段高效清除铝合金表面的氧化膜,从而提高了焊缝的质量[2]。TIG焊接方法电弧稳定,具有良好的焊缝盖面能力。李国伟等[3]研究了7075铝合金变极性等离子弧焊接,张勤练等[4]研究了2A14铝合金变极性等离子弧横向焊接工艺,孔祥峰等[5]研究了2219铝合金进行搅拌摩擦与变极性等离子交叉焊。本文采用VPPA/TIG复合焊方法,对5A06铝合金进行了焊接,并分析焊缝组织及其对力学性能的影响,对实际焊接生产具有指导意义。
1 试验材料及方法
1.1 试验材料
母材选用25 mm厚5A06-H112铝合金,其主要化学成分见表1(国家标准GB/T3190—2008《变形铝及铝合金化学成分》),室温力学性能见表2(国家标准GB/T3880.2—2012《一般工业用铝及铝合金板、带材第2部分:力学性能》)。VPPA焊填充焊丝采用Φ1.6 mm的5A06光亮焊丝,TIG焊填充焊丝采用Φ4 mm的5A06光亮焊丝。
1.2 焊接工艺规范
焊接试板正面未开坡口侧采用VPPA焊,背面开坡口侧采用多层多道自动TIG焊,试板坡口形式见图1。

表1 5A06-H112铝合金化学成分(质量分数) %

表2 5A06-H112室温力学性能
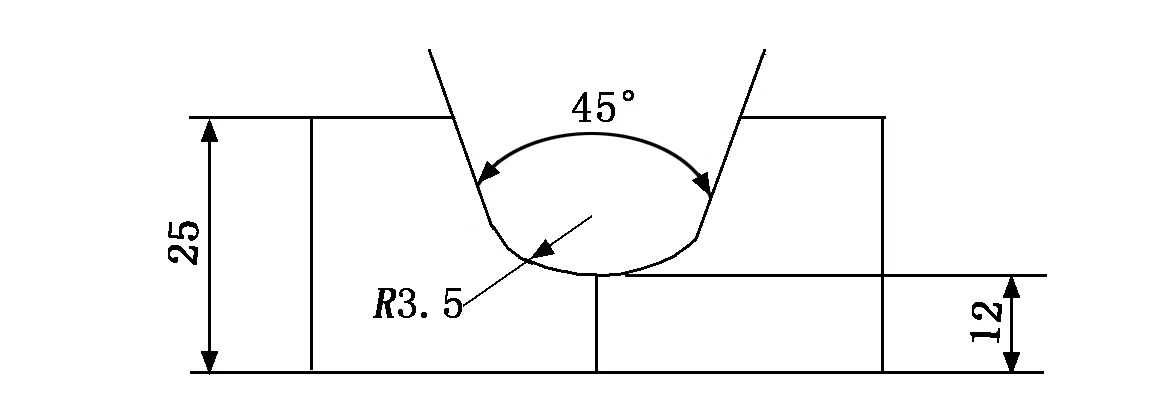
图1 试板坡口形式
目前国内外的变极性等离子焊接正反极性时间比通常选定在19∶4,使用经验表明:5A06铝合金正反极性时间比通常选定在19∶3。钨极直径、内缩量均为4 mm。喷嘴孔径选用4 mm,喷嘴高度为4 mm。起弧后先采用100 A的预热电流进行预热,具体工艺参数见表3。
焊接前利用角磨机打磨母材表面的氧化膜,并用丙酮去除母材上的水分和油污。层间温度控制在70 ℃左右。在保证焊透的前提下减小焊接热输入,从而减少接头变形量。
1.3 试验方法
焊后采用数控车床车成拉伸试样,沿垂直于焊缝方向取小块试样,磨制成金相试样,然后在5 mL HF+25 mL HNO3+75 mL HCl混合溶液中腐蚀3 min左右,使用金相显微镜观察焊接接头显微组织。接着,对焊缝进行X射线探伤。最后,在电子拉伸试验机上进行拉伸试验。
2 试验结果及分析
2.1 焊缝质量及形貌
在VPPA/TIG复合焊焊接工艺中,VPPA焊接技术的最大工艺特点是焊接过程的熔池中存在小孔,可以有效地排除熔池内的气孔和夹杂,焊缝具有较高的质量。图2、图3分别为VPPA焊侧焊缝和TIG焊侧焊缝。从图2可以看出,正面VPPA焊焊缝成形良好,光亮平整,无鱼鳞波纹,焊缝宽度大约在10 mm左右,焊缝无焊瘤、未熔合、塌陷等表面缺陷。从图3可以看出,背面自动TIG焊缝表面具有细密的鱼鳞纹,而且宽度在5 mm左右。

表3 焊接工艺参数

图2 VPPA焊侧焊缝 图3 TIG焊侧焊缝
2.2 焊缝显微组织特征
图4为焊接接头宏观形貌,从图中可以明显看出界限分明的焊缝区及母材区。图5为母材及焊缝区显微组织。由图5(a)可知,由于母材不受焊接热循环影响,不存在组织上的转变,仍保持原始轧制态纤维状,组织为α(Al)和少量析出强化相。图5(b)和图5(c)为焊缝区显微组织,主要由白色的α(Al)固溶体基体以及在α(Al)基体上分布着的细小、黑色的金属间化合物β(Mg2Al3)相等组成。

图4 焊接接头宏观形貌
从图5(b)和图5(c)可看出,VPPA焊焊缝区组织与TIG焊焊缝区组织特点有所不同。由图5(b)可知,VPPA焊焊缝区显微组织基本呈现不规则的等轴非枝晶结构,而且晶界之间存在一定量析出的第二相颗粒。显微组织研究表明:相对于母材组织,焊缝区组织经过热处理作用,晶粒长大,分界面参差不齐,组织分布不匀;焊缝区析出相增多,呈线状或者带状,这是因为如果Mg元素不能完全固溶于Al中,在300 ℃~450 ℃时,由于元素偏析,会产生Mg2Al3第二相粒子,它们弥散在基体金属中。从图5(c)可知,随着焊接热输入的增加,TIG焊焊缝的显微组织比较粗大,并且晶粒大小不均匀,焊缝区析出的形貌呈圆片状,第二相β(Mg2Al3)相数量明显增加,且β相形成细小均匀、弥散分布的粒状组织。
2.3 焊缝X射线检测
对焊缝按NB/T47013.2—2015《承压设备无损检测第2部分:射线检测》进行X射线无损检测,结果表明,焊缝处未发现气孔、夹杂、未焊透、熔合等缺陷。焊缝质量满足QJ176B—2016《地面设备熔焊技术条件》中Ⅰ级要求。

图5 母材及焊缝区显微组织
由于采用立焊的工艺,变极性等离子弧强烈的穿孔冲刷效应和复杂的熔池金属流动,有效地消除了气孔和固体杂质。因此对气孔非常敏感的5A06铝合金当采用变极性等离子弧焊工艺时,焊缝裂纹气孔等缺陷发生率非常低,焊缝质量优良。
2.4 焊缝拉伸力学性能测试
焊后取试样进行拉伸试验,如图6、图7所示。由图7可知,断裂位置均出现在母材。

图6 拉伸试样制取 图7 拉伸试验断裂
拉伸试验结果如表4所示。焊缝强度超过母材强度,说明该VPPA/TIG复合焊方法能够有效保证厚板5A06的焊缝质量。
3 结论
(1) 焊缝显微组织分析表明:VPPA焊焊缝区组织晶粒长大,分界面参差不齐,组织分布不匀,析出相明显增多,呈线状或者带状;TIG焊焊缝区析出相增加,呈圆片状且细小均匀、弥散分布。
(2) X射线无损检测结果表明:焊缝处未发现气孔、夹杂、未焊透、熔合等缺陷。焊缝质量满足Ⅰ级要求。
(3) 拉伸试验结果表明:断裂位置均出现在母材,焊缝处强度优于母材。

表4 5A06焊接接头室温力学性能测量值
