团体标准《船用中空螺旋桨》的研究与解读
2020-06-23郑卫兵朱珉虎
郑卫兵,朱珉虎
(台州市创驰螺旋桨厂,浙江台州 318058)
0 引言
团体标准《船用中空螺旋桨》历经数年的研究制订,已于2019年4月15日由中国船舶工业行业协会(CANSI)发布并实施,并于2019年8月正式出版(见图1)。它涉及一项创新的螺旋桨生产技术和产品研究成果。标准的制订与发布为这项新技术的应用和新产品的推广奠定了基础。
图1 团体标准《船用中空螺旋桨》封面
1 团体标准
团体标准在我国来说,也算是新生事物。自从2017年11月,我国通过的“标准化法”首次明确了团体标准的法律地位以来,团体标准的制订和发布逐年增长,仅2019年,全国新增团体标准6 227项[1],对于我国标准化工作起到了很大的推动作用。
在船舶行业中,团体标准是船舶工业标准的重要组成部分,是国家标准和行业标准的有益补充。
在国际上,除了ISO(国际标准化组织)发布的标准覆盖范围比较广泛,为各国普遍采用之外,一些协会制定的标准(团体标准)也被普遍接受,如SAE(汽车工程师协会)是以美国为基础的专业化协会,颁布汽车行业标准。它所颁布的标准为国际汽车行业所普遍接受,甚至扩展到航空航天领域。
《船用中空螺旋桨》申请的团体标准是中国船舶工业行业协会团体标准。
中国船舶工业行业协会是由船舶制造与修理、船舶配套设备制造企业和科研设计院所,与船舶行业相关联的高等(专业)院校和企、事业单位以及符合条件的同业经济组织,按平等自愿的原则组成的非营利性的全国性船舶工业行业组织。中国船舶工业行业协会现有团体会员530余家,包含了全国船舶行业规模以上的大、中型企事业单位,其产品产量占全国船舶工业总产量的95%以上。因此,它所发布的团体标准适用范围广,在我国船舶工业行业中有重要影响。
我国开展团体标准的制定只有一年多的时间,《船用中空螺旋桨》是中国船舶工业行业协会立项的第四批计划,发布的标准号为:T/CANSI 6-2019(其中,T表示团体标准,CANSI是中国船舶工业行业协会的缩写,6是标准的顺序号),说明这是中国船舶工业行业协会发布的第6项团体标准。
2 船用中空螺旋桨开发的背景
“船用中空螺旋桨”是一种新颖的螺旋桨的产品。
传统的船用螺旋桨极大部分是实心的铜质桨,用铸造的方法制造出来的。它虽然能满足大多数船舶的使用要求,但随着时代的变迁,也产生了许多新的问题。
首先是海水的污染导致铜质桨的腐蚀加速。
20世纪90年代以来,港湾和江河水域的海水污染加剧,铜合金螺旋桨的耐蚀性能也开始出现问题。因工业废水和城市污水的排放,使海水中的有机物大量增加,导致厌气性硫酸盐还原菌大量繁殖。海水中的硫酸盐被还原后产生了对铜合金具有强烈腐蚀作用的硫离子。因此,铜合金螺旋桨因这种腐蚀所造成的破坏常有发生,甚至仅使用数日螺旋桨表面便发黑且粗糙不堪。
取代铜合金的最佳材料便是不锈钢。从 1972年以来,日本几乎有一半的螺旋桨是用不锈钢制造的。瑞典的米化公司和塞尔士达公司在所生产的螺旋桨中,不锈钢螺旋桨占90%[2]。
不锈钢作为螺旋桨材料的优点如下:
1)可以高强度化。在相同的设计条件下,螺旋桨的重量与铜合金相比可大幅度减少。螺旋桨重量的减轻有利于防止船尾轴承磨损,减少桨的转动惯量。
2)由于强度高,有利于大侧斜桨的设计。叶片可以减薄,并可制成多叶桨,不仅使螺旋桨的推进效率提高,而且减少了桨的振动,降低了噪声。
3)由于不锈钢的腐蚀疲劳强度和抗空泡剥蚀性能是铜合金的几倍甚至十几倍,使桨的寿命得以提高,特别是在污染海水中,不锈钢更有优势。
这里要说明一下。日本使用的不锈钢是铸造不锈钢,而我国使用的是轧制出来的不锈钢板材,如304不锈钢板,它的性能比铸造出来的不锈钢更加优越。
其次是传统螺旋桨使用铸造工艺,俗称“翻砂”。它先要做一个螺旋桨叶片的型模,然后在砂箱中造型(即形成空腔),再把熔化了的铜合金浇灌进去,待冷却后,损坏掉砂型,把螺旋桨取出来,切除冒口和飞边,表面磨光,形成光洁的螺旋桨。这种工艺的缺点是:
1)手工作业量大,不利于机械化和自动化。
2)能耗大。金属需要在电炉中熔融,螺旋桨厂是能耗大户。而且熔融的金属产生熔渣,加上切去的冒口,有色金属的损耗量大,也是能源消耗,增加了碳排放。
3)螺旋桨翻砂需要优质的型砂。现在,这种砂的资源极度枯竭,过度开挖破坏环境,不利于河床稳定。这种型砂在制作砂型时添加了水玻璃作为粘接剂,因此翻砂后,这些型砂不可再利用,无论倾倒在田野里还是掩埋在深坑里,都会造成环境污染。
4)螺旋桨为了减振降噪,倾向于增加叶数和加大侧斜。五叶以上的桨由于叶根部分相互产生干扰,用翻砂来制造很困难。
综上所述,传统的螺旋桨铸造工艺不可持续。
取代螺旋桨铸造工艺的最佳方案是采用机加工分片制造桨叶,再用焊接工艺组装起来。
20世纪90年代初,台州市创驰螺旋桨厂研制成功了一种新颖结构的螺旋桨——“不锈钢板焊接中空螺旋桨”。它首先将螺旋桨叶片划分成 3个部件,用不锈钢板来制作,如图2所示。

图2 中空螺旋桨叶片结构
这种螺旋桨叶片结构非常简单。首先用厚的不锈钢板来制作,既减小了焊接工作量,又减小了焊接引起的变形,并且使型面十分坚挺,受水动力作用时不易变形。其次采用UG三维放样,直接生成型面切削加工的数据,在数控机床上一次切削到位,不仅可以加工出极其复杂的形状,而且加工的精度很高。第三是研制了一整套装配焊接的工夹具和焊接顺序,保证了叶片与桨毂安装的定位精度。
叶片制成后再与桨毂焊接组装,成品螺旋桨如图3所示。

图3 焊接组装后的快艇螺旋桨
用不锈钢厚钢板制作的螺旋桨,内部是空心的,减轻重量的效果十分显著,达到了减重30%左右。螺旋桨重量的减轻减少了扭矩的消耗,减少了轴承的磨损,可以减少主机的功率,从节能和减少碳排放量来说,符合国家提倡的策略。加上摒弃了生产条件恶劣的翻砂工艺,减少了环境污染,使螺旋桨生产制造工艺发生了真正的变革。从工厂生产来说,中空螺旋桨的结构形式和工艺设计便于采用机加工和柔性制造生产方式,适合数控加工和自动化,有利于实现“工业4.0”,提高生产效率,降低制造成本。总体上符合工业制造的发展趋势。
1992年3月,台州市创驰螺旋桨厂生产出第一个属于这种型式的钢板螺旋桨(直径1.6 m),经实船试验,比同时期渔船使用的铸钢螺旋桨航速快、柴油省、耐冲撞。
2013年5月,台州市创驰螺旋桨厂设计制造了一个直径3.5 m的螺旋桨,是目前最大的不锈钢板焊接中空螺旋桨,已在实船上安装使用[3]。
3 《船用中空螺旋桨》团体标准
3.1 标准适用的范围
本标准规定了船用中空螺旋桨(以下简称:中空螺旋桨)的分类、要求、检验方法、检验规则、包装、运输和贮存等。
本标准适用于中空螺旋桨的设计、制造与验收。
3.2 分类
中空螺旋桨按直径D分为:
1)大型螺旋桨,D>3 500 mm;
2)中型螺旋桨,1 500 mm≤D≤3 500 mm;
3)小型螺旋桨,D<1 500 mm。
中空螺旋桨按制造精度等级分为S级、1级、2级和3级,见表1。

表1 中空螺旋桨制造精度等级
3.3 材料要求
中空螺旋桨宜由奥氏体不锈钢材料制成,材料应符合GB/T 20878以及中国船级社《材料与焊接规范》的要求。
可采用其他的可焊性材料来取代奥氏体不锈钢材料,但应符合船检部门的要求。
中空螺旋桨桨叶的面板、背板和撑板的厚度应满足强度要求,根据不同的设计载荷、叶片形状和螺旋桨尺度设计选用。为了满足刚度要求,面板和背板的最小厚度应不小于螺旋桨直径的0.7%,撑板的厚度应不小于螺旋桨直径的2%。
3.4 焊接要求
奥氏体不锈钢宜采用能量集中的焊接方法进行焊接(如熔化极惰性气体保护焊)。
应制订合理的焊接工艺。厚度超过10 mm的板必须开坡口。焊前板材表面应彻底清除油污物和杂质。
为减小焊接变形,应适当采取反变形措施。反变形量由工厂根据经验确定。焊接后产生的(剩余)变形量采用在模具中进行压力加工予以修正。
中空螺旋桨的桨叶与桨毂的焊接结点形式如图4所示。为了在桨叶内部焊接撑板与桨毂,在背板根部开有工艺孔,见B结点详图。工艺孔的高度为30 mm,待撑板焊接结束后,在工艺孔里侧加填焊接衬板,然后封填工艺孔。焊接衬板的厚度应不小于连接板的板厚的1/2。
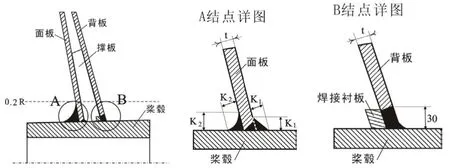
图4 桨叶与桨毂的焊接结点图
对焊脚高度的要求:焊脚高度K1≥t1;K2≥1.5t4。此处t1为面板的厚度,t4为背板的厚度。
桨叶面板、背板与撑板的焊接结点形式如图 5所示。要求:焊脚高度 K3≥0.6t5。此处 t5为撑板的厚度。
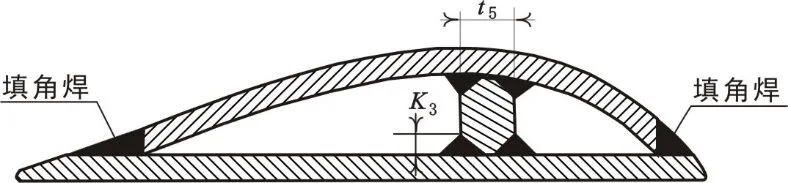
图5 桨叶面板、背板与撑板的焊接结点
背板与面板的填角焊要充分填满空隙,并盈出板面,然后用砂轮磨去盈余部分,使板面光滑过渡。
焊接后的桨叶应进行密性检查,在0.2 MPa的试验压力下稳压不少于30 s,焊缝上应无渗漏,试验后桨叶应无残余变形。
3.5 静平衡要求
螺旋桨在作静平衡之前,应先进行随遇平衡检验。
当螺旋桨直径D>1 500 mm时,按式(1)计算挂重G。

当螺旋桨直径D≤1 500 mm时,按式(2)计算挂重G。

式中:G为挂重,kg;m为螺旋桨质量,kg;R为螺旋桨半径,mm;n为螺旋桨在额定功率时运转的转动速度,r/min;D为螺旋桨直径,mm;C为系数,按螺旋桨转速及螺旋桨精度等级的系数K而定。当 n≥180 r/min时,C=K;当 n<180 r/min时,C=K(n/180)2。K值按表2选取。

表2 系数K值
螺旋桨在卧式平衡仪上做静平衡检验时,将挂重分次挂于各桨叶叶梢最大厚度标记点上,然后将挂重的桨叶叶梢最大厚度标记转到水平位置并使其静止,当去掉支承后,挂重的桨叶向下转动即为合格。
3.6 动平衡要求
转速500 r/min以上的螺旋桨应要求进行动平衡试验,允许的不平衡力矩应符合中国船级社批准图纸的要求。如批准图纸无要求时,则要求螺旋桨的剩余不平衡质量不得超过按式(3)进行计算得出的衡准值Uper。

式中:Uper为许用不平衡质量,g;G’为平衡品质等级(表3),mm/s;m为螺旋桨质量,kg;r为平衡半径,r取0.8R/mm;n为螺旋桨转速,r/min。

表3 平衡品质等级G’值
3.7 检验项目
中空螺旋桨型式检验和出厂检验的项目和顺序按表4进行。

表4 中空螺旋桨检验项目和顺序
表中的要求章条号和检验方法章条号系标准中的编号,如有需要,请查阅标准文本[4]。
4 船用中空螺旋桨强度校核方法
在船级社制定的船舶建造与入级范围中,对螺旋桨的强度校核是有要求的。虽然各国船级社制定的螺旋桨强度校核规则有所不同,但都是针对实心螺旋桨叶片的。中空螺旋桨结构创新,带来了现有船舶建造规范中规定的螺旋桨强度公式(方法)不适用的问题。
当规范的强度校核公式不能适用时,规范允许采用理论计算方法或其他的等效方法来校核。为此,需要开发一套简便实用的、适合中空螺旋桨的强度校核方法。
本标准中附录A(规范性附录)提供了“船用中空螺旋桨强度校核方法”。这个附录的内容包含两个部分。第一部分是螺旋桨所受外力(矩)的计算方法,基本上是采用上海交通大学的教科书《船舶原理》[5]第7章“螺旋桨的强度校核——分析计算法”中的相关公式。第二部分是中空螺旋桨叶片剖面模数的计算,是本标准的创新点。因为螺旋桨叶片的剖面形状十分复杂,难以用简单的数学模型来表达,尤其是中空螺旋桨的剖面由几块板组成,如果采用常规的几何图形公式来计算,要确定许多参数,不仅工作量大,而且不能形成规范性的计算模板,使计算、审核一目了然。
针对中空螺旋桨的特点,本标准开发了一种简便、实用的剖面模数计算模型,如图6所示。

图6 中空螺旋桨叶片剖面模数计算模型
在这个计算模型中,把假定轴放在面板的下表面。在背板下表面的顶点作水平线 CD,把背板切分成3块板(即板2、板4、板3)来计算。这样,板2和板3就近似成了平行四边形,形心位置在高度的中点。板4成了圆弧形的板,其面积和形心位置可用现成的公式计算得到,大大简化了计算程序。
此外,作AC和BD两条直线,量取导边角α和随边角 β,就能建立起整套剖面要素计算公式,如表5所示。有了这些要素,就能按结构力学的常规方法计算出中空螺旋桨叶片的剖面模数,进行强度校核了。

表5 剖面要素计算公式
具体的计算细节在标准中载明。根据附录所载的方法,可以用Excel表格编制强度计算书的模板,只要在输入数据的空格中输入相关参数,依靠Excel表格强大的计算功能,中空螺旋桨的强度校核就能自动实现。
6 结论
团体标准《船用中空螺旋桨》的制定与发布,为一项创新产品的推广和应用奠定了基础。标准反映了理论研究的成果,也是20多年来生产和使用实践经验的总结。
台州市创驰螺旋桨厂在 20多年中已经生产了数以千计的不锈钢板焊接中空螺旋桨,使用在渔船、工程船和中小型船舶上,从未发生过桨叶脱落和断裂的现象,证明强度是足够的。
这种新颖不锈钢板焊接中空螺旋桨的产生和完善,为替代传统的铜合金铸造螺旋桨创造了条件。这种生产方式符合环保和生产自动化的要求,是传统螺旋桨铸造工艺改革和发展的方向。
