多级油缸缸头装配装置设计研究
2020-06-22崔卫则崔卫国胡耀星范伟利邓文星
李 青,崔卫则,崔卫国,胡耀星,范伟利,邓文星
(山西航天清华装备有限责任公司 技术中心,山西 长治 046000)
0 引言
目前,多级油缸缸头与缸套体组件装配采用水平装配,缸头内孔与缸套体组件外侧轴装配时先是经过螺纹配合(配合间隙≤0.2 mm),然后是孔小间隙配合(配合间隙≤0.08 mm)。由于受自重影响,装配时缸头中心线与缸套组件中心线难以同轴,缸头与缸套体组件表面配合处容易划伤(划伤后需重新打磨),有时还会出现缸头内螺纹与缸套组件外螺纹旋合时螺纹烧死,导致缸头不能按要求装配又难以拆下,最终导致缸头报废,造成很大的浪费。为此,本文设计了一套集装配和转运为一体的缸头竖直装配工艺装置。
1 现有装配方法及存在的问题
图1为多级油缸结构示意图,主要由缸头1、缸套体组件2、一级缸3、二级缸4、三级缸5、四级缸6、下缸头体7等组成。

1-缸头;2-缸套体组件;3-一级缸;4-二级缸;5-三级缸;6-四级缸;7-下缸头体
目前多级油缸缸头与缸套体组件装配采取的方法是缸套体组件放置在1 m高左右的平台上,两个操作工用一块长木板托住缸头下方反复移动木板,另外再有一个操作工将缸头与缸套体组件预先装配到一定程度,然后用一根长的铝管穿到缸头耳孔中至拧紧状态,这种装配方法需要多人配合,且力度方向合适才能装配成功,既消耗人力又存在安全隐患,装配合格率较低。当螺纹烧死难以拆下时,下缸头体需在机床上铣出一道缺口,且铣缺口需要数十个小时才可以拆下,同时下缸头体报废,造成严重的经济损失,费时费力。多级油缸缸头装配流程如图2所示。
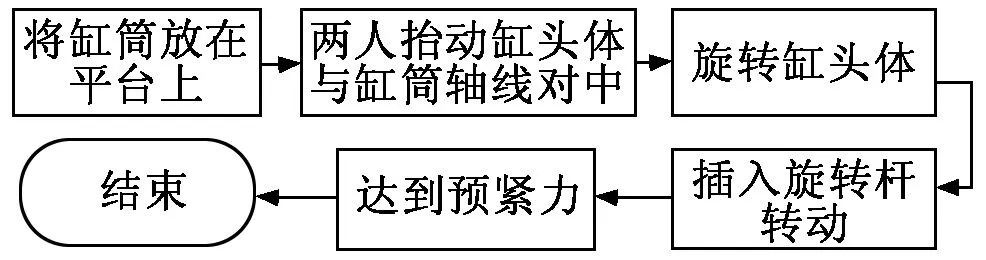
图2 多级油缸缸头装配流程
基于目前缸头水平装配存在的问题,本文研究设计了一套缸头竖直装配装置,自动对中,从而快速准确地将缸头与缸套体组件进行装配。
2 多级油缸缸头竖直装配装置设计
2.1 装置结构组成
多级油缸缸头竖直装配装置主要由L形架、夹板I、夹板II、推杆、脚轮组合、调平机构、拉紧螺栓、脚轮、尼龙板组合、连接板、销轴等组成,其三维结构如图3所示。
多级油缸下缸头体装配后,将多级油缸缸套体组件水平放于工装小车上,用夹板I、夹板II、拉紧螺栓夹紧,借助吊车起吊水平起吊孔将工装小车旋转90°,使其处于竖直状态,用吊车将下缸头体吊于缸套体组件上,利用自重自动对中将下缸头体旋合在缸套体组件上,再用吊车起吊竖直起吊孔将工装小车放置于水平状态,在水平状态将下缸头体拧紧,拧紧后转运至规定工位。
2.2 关键零部件设计
2.2.1 L形架设计
L形架是整个工装的核心构件,其三维结构如图4所示。L形架上焊接有起吊板、支撑板、防转板、连接板I、连接板II、连接板III和支撑座。支撑板上粘接尼龙板组合,用于支撑起竖油缸。连接板I用于连接调平机构,连接板II用于连接脚轮,连接板III用于连接转轴,实现与脚轮的组合连接。防转板用于安装拧紧缸头时防止起竖油缸缸套体组件旋转,起吊板上加工有水平起吊孔和竖直起吊孔,通过吊车起吊竖直起吊孔,可以将工装小车由水平状态变为竖直状态,起吊水平起吊孔可以将工装小车由竖直状态变为水平状态。
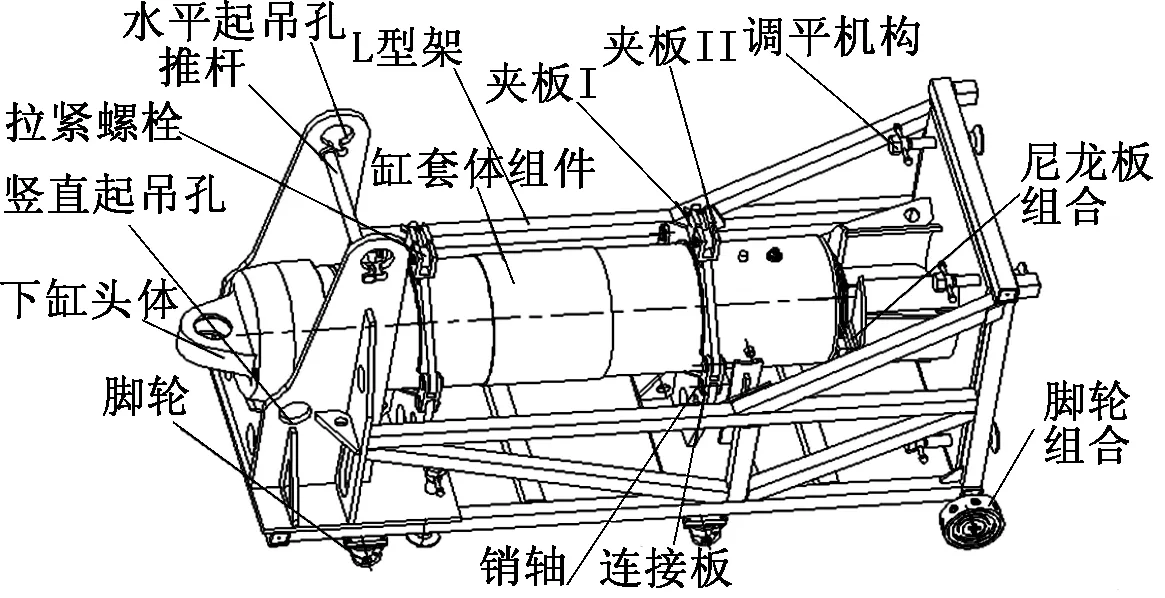
图3 多级油缸缸头竖直装配装置三维结构
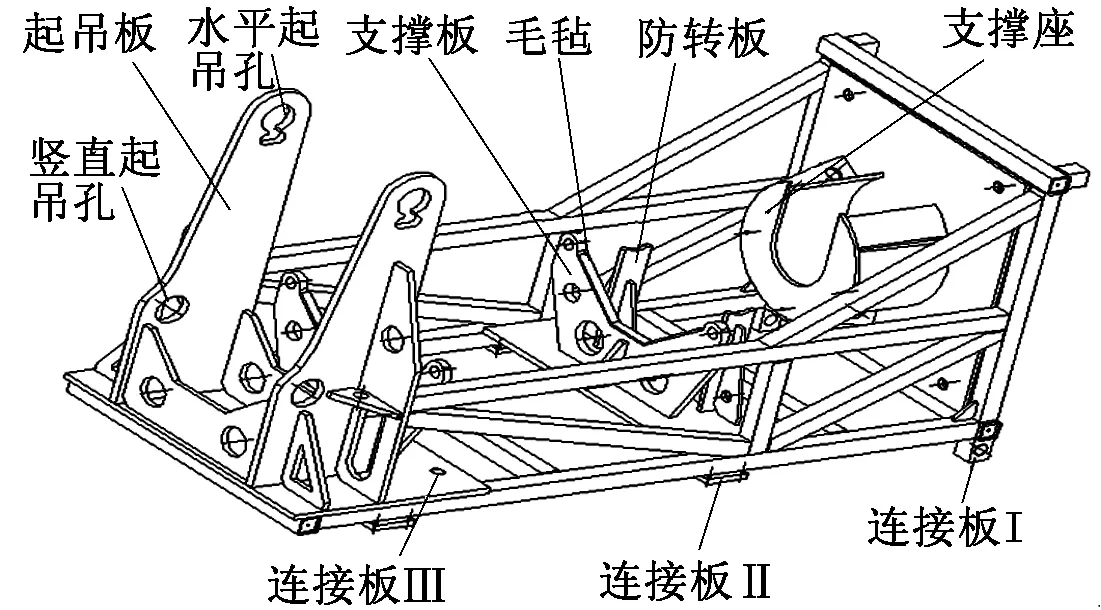
图4 L形架三维结构
2.2.2 夹板设计
夹板I与夹板II为对称结构,其三维结构如图5所示。夹板与拉紧螺栓配合用于夹紧起竖油缸,夹板弧形内侧粘接毛毡,防止夹板刮伤油缸外壁。
2.2.3 推杆设计
推杆为焊接结构,其结构如图6所示。推杆中间为一圆钢管,两侧为堵头,使用时两侧堵头位于竖直起吊孔的腰圆孔中。安装时从竖直起吊孔的圆孔穿入并滑动落至腰圆孔中。推杆在转运时起重要作用,可以推动工装小车至规定位置。

图5 夹板I、II三维结构 图6 推杆
2.2.4 脚轮组合设计
图7为脚轮组合与转轴安装示意图,脚轮既可作为行走装置,又可在起吊时作为旋转轴。其中脚轮组合外圈为尼龙,在转运时防止对车间地面划伤。

图7 脚轮组合与转轴安装示意图
3 装置应用情况
通过设计多级油缸缸头竖直装配装置,可以实现以下效果:
(1) 多级油缸缸头装配装置利用吊车起吊水平起吊孔和竖直起吊孔可以实现多级油缸水平、竖直两种工位的转变,其中脚轮组合在起吊时起到了回转支撑的作用。
(2) 该装置中安装有脚轮,水平状态下可以实现转运多级油缸的功能,为车间多级油缸的转运提供了便利。
(3) 多级油缸缸头采取竖直装配方式,缸头和缸套体组件中心线自动对中,减少了缸头螺纹被烧死的概率,大大提高了多级油缸缸头的装配效率和合格率,挽回了巨大的经济损失。
(4) 可根据实际情况制造多种规格的多级油缸缸头装配装置,满足多种型号规格多级油缸缸头的装配要求。
多级油缸竖直装配装置实物如图8所示,竖直状态下放置缸头如图9所示,竖直状态转动缸头如图10所示,水平状态后拧紧缸头如图11所示。

图8 多级油缸竖直装配装置实物 图9 竖直状态下放置缸头

图10 竖直状态转动缸头 图11 水平状态后拧紧缸头
4 结束语
通过对多级油缸缸头装配方法进行研究,缸头由原来的水平装配变为竖直装配,并针对竖直装配方法设计了合理的缸头装配装置,该装置可以实现多级油缸水平、竖直两种工位的转变,实现多级油缸的转运功能,为车间多级油缸的转运提供了便利。
