Minitab在零件加工误差分析中的应用
2020-06-22陈光霞
陈光霞
(江汉大学机电与建筑工程学院,湖北 武汉 430056)

Minitab软件是一款现代质量管理统计软件,采用了一套全面强大的统计方法分析数据,其功能强大,覆盖域广。本文以Minitab19为例说明其在零件加工误差分析中的应用方法。
1 Minitab在分布图分析法中的应用
分布图分析法是利用统计分析法评价工艺过程的稳定性,确定工序能力系数及工序能力、机床调整精度、合格率及不合格率的一种方法。它能客观反映工艺过程的总体情况。本文以在自动车床上加工的一批销轴(工序尺寸为Ø8±0.09)为例,说明Minitab在零件加工误差分析中的使用方法。按顺序连续抽取50个加工件作为样本,测量数据如表1所示。

表1 测量数据表(单位:mm)
将上表测量数据录入到Minitab工作表中,利用Minitab的工具可以得到零件加工误差的分析内容。
1.1 工艺过程稳定性评价
利用Minitab图形工具中的直方图拟合,可以显示加工过程误差是否服从正态分布,如果服从正态分布,说明其加工过程是可控的。如图1所示,销轴加工过程是稳定可控的,但尺寸分布中心与公差带中心存在偏差,说明存在常值性系统误差[1]。
1.2 工序能力系数与工序能力评价
利用Minitab软件可以得到销轴加工过程能力报告,如图2所示。从图中可以看出整体Cp为0.91(Cp为工序能力系数),工序能力不足,加工过程中可能出现废品。

图1 销轴加工尺寸分布直方图

图2 销轴加工过程能力报告图
1.3 合格率与不合格率
利用分布图分析法也可以得出合格率与不合格率。在Minitab中可以通过显示概率分布很方便地得到结果,如图3所示,合格率为99.37%。
2 Minitab在Xbar-R控制图分析法中的应用
Xbar-R控制图分析法是在加工过程中对被加工工件进行检测统计分析,能及时发现工件可能出现不合格品的趋势,及时调整工艺系统,避免出现废品。在一个时间段内抽取销轴样本进行测量,在Minitab的控制图中可以得到Xbar-R结果,如图4所示,可以根据异常波动标志进行判断加工过程是否稳定,加工是否继续。
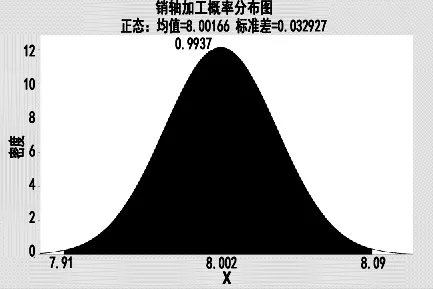
图3 销轴加工概率分布图

图4 销轴加工Xbar-R图
3 结束语
利用Minitab软件对零件进行加工误差分析,操作简单、功能强大,实践证明,它能够提高工作效率和准确度,具有一定的应用价值。
