离散型制造业工艺智能化实施方案
2020-06-22严卫春
严卫春
(上海电气电站设备有限公司汽轮机厂,上海 200240)
人类工业化进程从生产方式上经历了以蒸汽机为代表的机械时代、以电力为代表的电气时代、以计算机为代表的信息时代,以及以互联网为代表的智能时代。从科学研究范式上经历了实验科学、理论科学、计算科学和数据密集型科学4个阶段[1]。随着产品结构的复杂多变和性能的日益精细,工艺及制造数据也随之剧增。目前工业制造正处在数据信息的洪流中,如果不对数据加以重视,必然导致信息的散乱和缺失,跟不上产品制造快节奏的社会需求。因此,需要通过智能制造技术改进传统工业,实现产业升级。
智能化是指机器能解决人脑所能解决的问题,比如分析、推理、演算、构架、判断和决策等。智能制造是指通过一定的方式,让机器实现智能化,使其能部分代替、扩展人类在制造过程中的重复性劳动,甚至是创造性的脑力劳动,实现制造的自动化,柔性化和智能化[2]。毫无疑问,智能化是制造技术的未来发展方向,是自动化纵深发展的必然结果。
近年来,中国制造业已进入从产量高速增长到产业结构高质量发展的阶段。但与世界先进水平相比,中国制造业仍存在资源使用效率低、信息化程度低和质量效益低等突出问题。国务院提出的“中国制造2025” 战略方针,就是通过智能制造的推进,加快信息技术与制造技术的深度融合,实现新一代制造业的更新升级[3]。
汽轮机行业作为离散型制造行业,产品由多个零件经过不连续的工序加工,部分装配后再总体装配而成。产品结构上,汽轮机产品由上千种零件装配而成,零件多且具有复杂装配关系。产品系列上,针对不同的用途和原料原理,以及私人定制的发展趋势,汽轮机产品有多个系列和类型。制造过程上,不同零件的排产计划,同一零件的工序串、并联关系,都互相交叉,错综复杂。因此,汽轮机加工具有排产计划不固定、生产节奏不连续、成本管理不可控等特点。
汽轮机产品从设计到制造是全周期过程,工艺在其中承上启下,其重要性不言而喻。目前的工艺流程以人工决策、分配和传递为主,导致工艺流程不连续,节点不清晰,过程不可控,反馈不及时。目前的工艺数据以表格或文档等方式编辑、存储、下发,导致工艺数据查询困难,重复引用性差,不能根据实际生产灵活调整加工道序,工艺质量和工作效率较低,文件更新迟缓。目前的生产制造过程原则上由工艺指导,但是实际缺乏有效监管手段,不能保证制造过程是否严格按照工艺执行。
针对上述工艺流程、工艺数据和工艺管控等方面存在的问题,本文结合信息技术和工艺技术,提出工艺智能化思维及规划方案,开发结构化工艺平台和制造管控平台,旨在通过平台的应用,实现工艺流程有序推进、工艺数据灵活使用、工艺管控透明有效。
1 工艺智能化思维及规划
工艺是指通过各种加工设备或加工手段将原材料、半成品加工为成品的方法与过程。一个完整的工艺应具备标准定额计算、工艺过程控制文件、工艺装备、作业指导书和数控程序。工艺工作的一般顺序为:对设计部门传递的产品图纸进行工艺性会审;划分零件或部套的属性及工艺路线,标示零件的分工和流转顺序,指导排产计划;计算零件的材料定额和原材料选用,指导报价和原材料采购;编制各专业性工艺卡,包括工步内容、工艺装备、标准引用等,严格控制制造过程;编制数控程序,控制机床加工作业;计算工时定额,指导企业的成本核算。
从本质上看,工艺工作是通过生成工艺知识来指导生产制造。知识以文件为载体进行传递,而文件是信息的集合。因此,工艺工作的质量和效率取决于信息化程度,信息化程度高,则工艺工作质量和效率高,反之,则质量和效率低下。信息化是指发展以计算机为主的智能化工具,以提高生产力,而智能化的本质是机器能像人一样解决人脑所能解决的问题。与连续型制造业的产能由硬件设备所决定不同,离散型制造业的产能由加工要素配置的合理性决定,即需要通过软件提升效率。因此,智能化即软件的应用。在软件中,信息以数据的方式呈现,由此,我们可以定义工艺智能化即为软件和数据的合理应用,数据是本质,软件是数据的载体和流通工具。
智能制造的全流程是以“人、机、料、法、环”为核心,通过生产全过程的数据采集、传递、分析、决策、反馈,实现数据的互联互通,有序流动。结构化工艺平台的输入端信息是由产品生命周期管理系统(Product Lifecycle Management,PLM)传来的图纸、产品物料清单(Bill of Material,BOM)及零件信息,输出端信息是传递至制造管控平台的工艺数据,用以指导物料的配送和制造过程的管控。结构化工艺平台还与采购平台、企业管理解决方案软件(SAP)、计划平台等发生数据交互,实现工艺数据的建立、管理和流通,如图1所示。
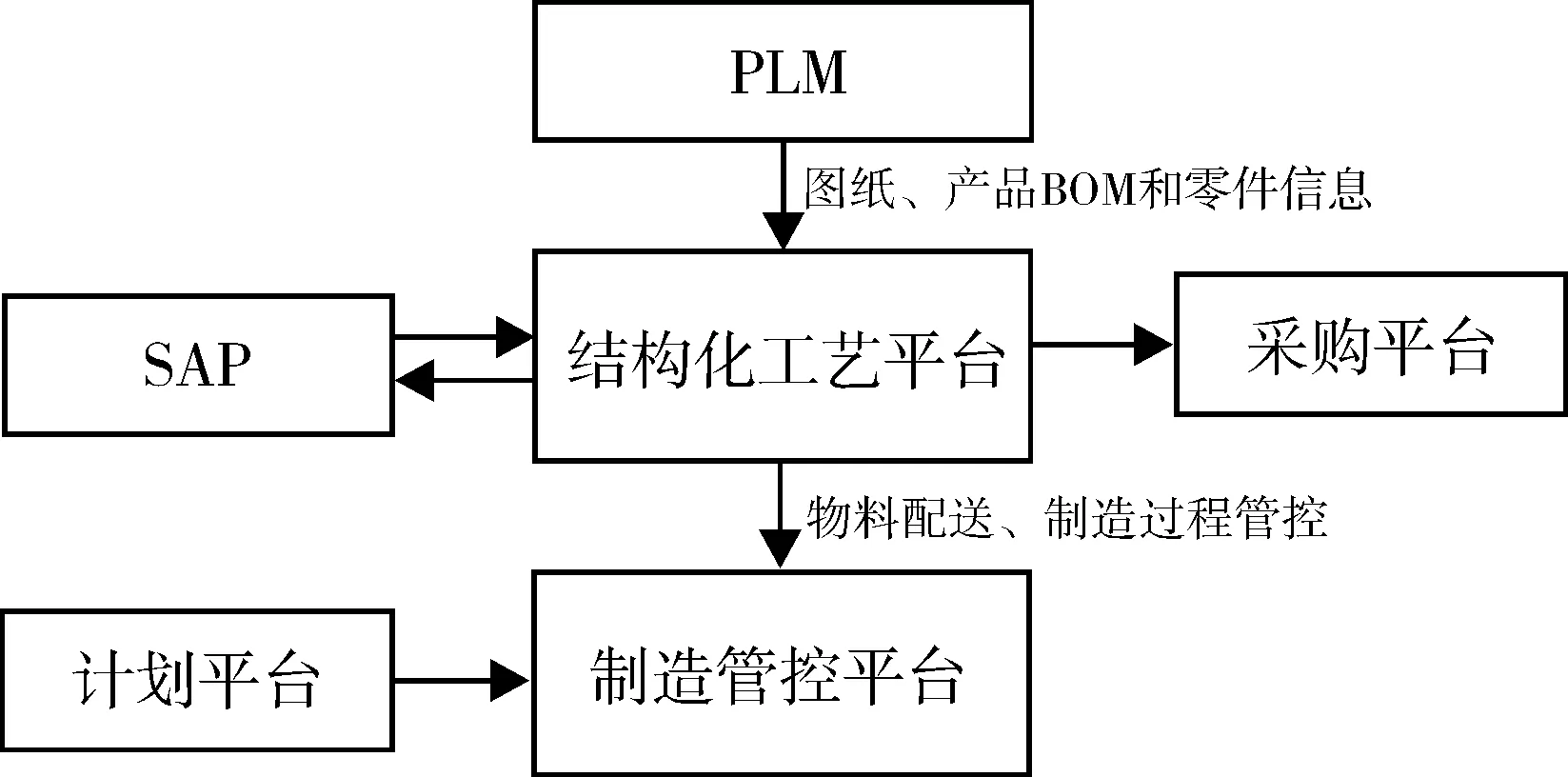
图1 软件数据流
2 结构化工艺平台
2.1 结构化工艺平台构架
结构化工艺是以层级关系展现、结构化存放的工艺数据,分为规划层、工艺层、知识层和资源层。规划层用于快速响应车间投料、排产、转订单需求等,包括工艺走向、材料定额、毛坯BOM。工艺层能全面支撑加工制造需求,主要为路线卡、工序卡、数控程序和工时定额。知识层存放典型的工艺数据和规范,实现工艺标准化和数据重用。资源层存放工艺物料数据和管控实物。结构化工艺平台构架如图2所示。
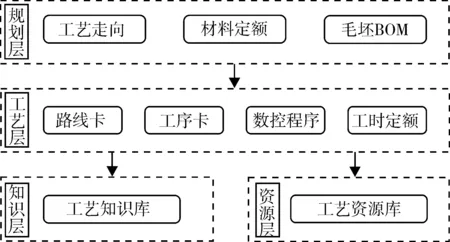
图2 结构化工艺平台构架
2.2 结构化工艺平台数据和流程
2.2.1 规划层
PLM中电子图纸和产品BOM传递至结构化工艺平台,触发规划层工作,然后图纸会审节点和反馈信息再传回PLM,两个平台数据相互读取并修改,完成图纸会审工作。
图纸入库至SAP,结构化工艺平台无延迟读取图纸入库状态,自动触发工艺走向、材料定额、毛坯BOM等工作,分别用于定义零件的下料和流转状态、材料消耗和原材料尺寸。具体流程如图3所示。
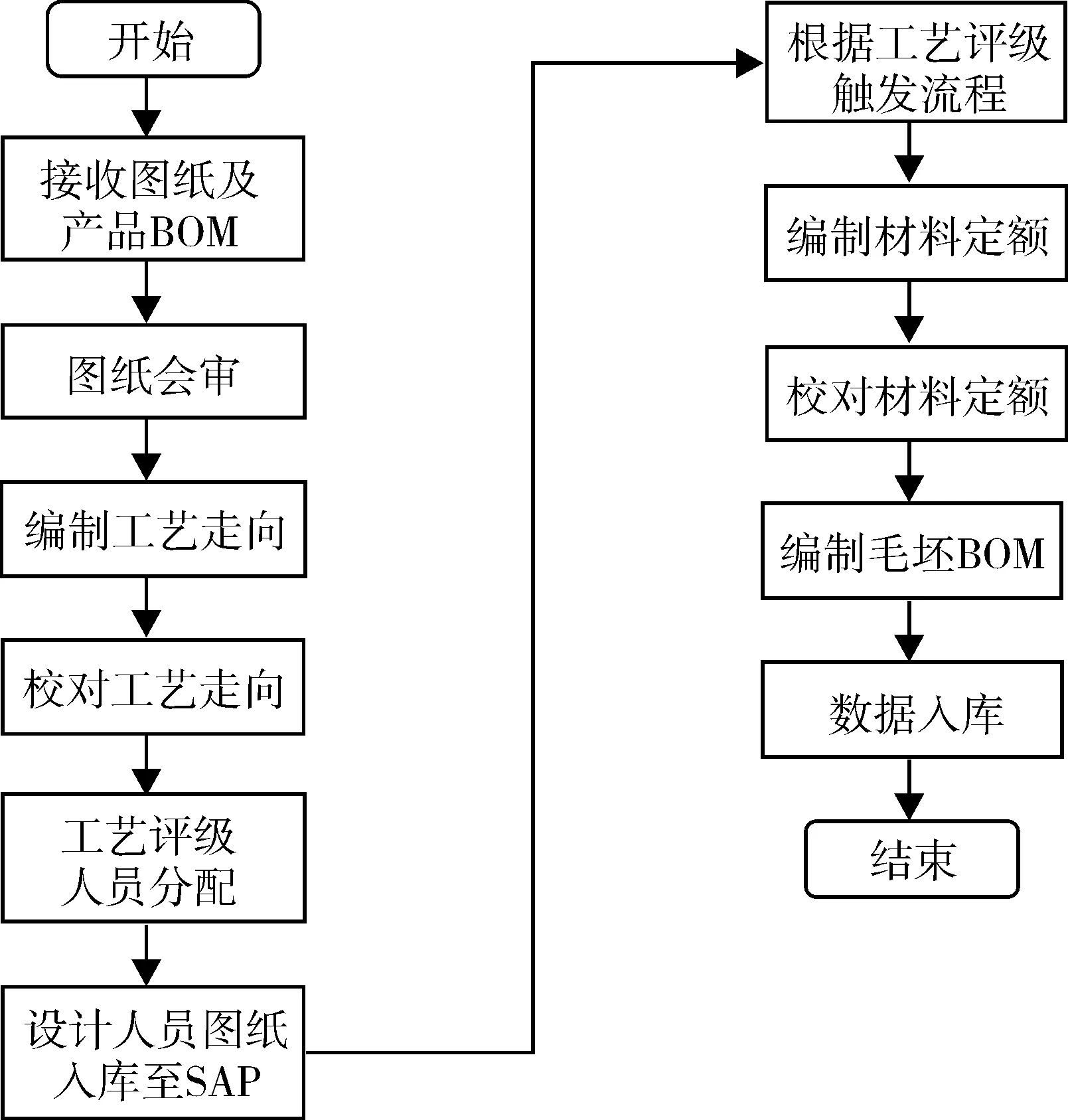
图3 规划层流程
用特定的信息表示零件的下料状态,如毛坯件、冷作件、锻件、外购件等,零件的工艺规划数据自动传递至采购平台,指导原材料采购和成本计算。
规划层数据主要与其他业务软件互联互通,形成有序和自发的数据流动,打通部门间的业务信息壁垒,保证数据的有效性和及时性。
2.2.2 工艺层
工艺层主要针对自制类零件,编制路线卡、工序卡、数控程序、工艺装备和工时定额。具体流程如图4所示。

图4 工艺层流程
工艺卡分为路线卡和工序卡,路线卡是零件从毛坯到成品的工序路径简要描述,包括冷作路线卡、金工路线卡、装焊装配路线卡;工序卡是对路线卡某一工序的具体展开和详细内容描述,包括金工工序卡、装配工序卡、焊接工序卡。零件、路线卡、工序卡按父子层级关系逐条展开。部分仅通过路线卡即可描述清楚的简单物料就不需要触发工序卡。
对于不需要展开的工序,工时定额在路线卡编制完成后计算;对于需要展开的工序,工时定额在工序卡或数控程序中计算。平台将工序卡或数控程序中的工时数据自动统计、反馈并补充至路线卡中。
结构化工艺平台上编制的工艺内容以数据的方式展现、存储和传递,每一条工序描述、每一个技术要求都是独立的数据。因此,可根据不同的需求,按某一零件、某一机床、某一工序自动生成合适的工艺卡,并能分项统计工时定额、工艺装备等,指导生产和成本核算。可通过建立工序间的串、并联关系,根据排产计划和实际生产情况,自动计算并生成最优的工序顺序,保证生产节奏的连续性。图5为结构化工艺平台工艺层界面。
2.2.3 知识层
工艺知识库用来存放典型的工艺特征、工艺规范和指导性文件,目的是提高工艺数据的重用性,实现工艺标准化,提高工作效率。工艺知识库可粗略划分为工艺模版库和工艺信息库。工艺模版库是各类工艺卡模版和工艺术语的标准。工艺信息库是工序、工步或程序中引用的规范信息,包括厂级规范和部门规范,类型有工艺规范、操作规程和编程守则。

图5 结构化工艺平台工艺层界面
在平台中建立工艺知识库数据模型,当工艺编制内容与模型匹配时,系统可自动调用工艺知识库数据。随着数据量的积累,系统能不断学习,深度优化模型,主动提供数据判断和决策,实现工艺标准化。
2.2.4 资源层
工艺资源库用来存放所有的工艺物料数据,包括刀具、工夹具、量具等。工艺资源库主要包括物料主数据模块、工艺管理模块和仓库管理模块,工艺主数据模块用于展现物料的关键参数,可通过多种信息条件,快速查询并选取目标物料。工艺管理模块用于规范化定义物料分类、属性参数、标准图示等信息。仓库管理模块用于物料实体管理,包括物料的存放位置和移动操作。利用激光标刻技术和条形码自动识别技术,在工艺物料上标刻二维码作为唯一的身份识别标志,将物料与数据信息一一匹配,实现工艺物料的全生命周期管理、全流程追踪和追溯,以及全要素透明化管控。
通过工艺资源库能快速找到工艺资源,动态管控工艺物料,实现配送物料、分析库存数据、支持采购决策等。图6为工艺资源库物料主数据管理界面。
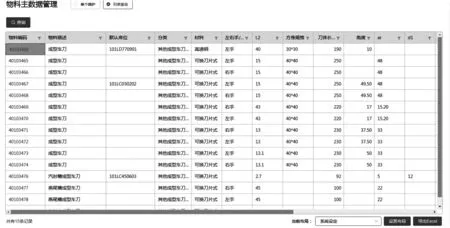
图6 工艺资源库界面
3 制造管控平台
为了保证制造过程中工艺执行的一致性、全过程管控和异常事件的及时响应,在制造现场安置终端,开发制造管控平台。
制造管控平台以结构化工艺平台数据为唯一数据源,通过计划平台下发的排产计划,触发工艺道序走向。结合数控机床管理系统和装配台位管理系统,建立制造过程综合管控模块,进行工艺物料及产品物料配送,执行加工及装配工序中工艺资源、计划、物流、质量的动态关联。建立制造现场的质量检查数据管理模块,完成质量检查,包括自检和专检。建立异常事件管理系统,包括制造过程中发生的异常事件的分类、异常事件的工艺数据管理、异常事件的快速响应和异常事件的发布。
3.1 零件配送及配送监测
在装配过程中,零件配送选取目标零件对应的托盘,勾选具体的零件和正确的数量,完成零件上托过程。如果零件勾选错误,则可以通过删除功能修正;如果数量填写错误,则可重新编辑数量。
零件配送监测系统是在托盘从零件库进入预装区域的一个入口安装的射频识别 (Radio Frequency Identification,RFID)系统,它通过射频信号自动识别目标对象,快速识别并追踪物品,实现数据交互。RFID系统由RFID读写器、RFID天线和一体机组成。该系统将标签与托盘绑定,当托盘进入预装区时,系统可自动识别该托盘,确认托盘中的零件已进入预装区。零件配送流程如图7所示。
3.2 加工和装配过程管控
以装配过程为例,在装配前启动装配台位一体机终端,制造管控平台会自动启动。在清单列表中选择本次加工的工单号,进入系统界面。系统主界面分为工艺文件、工单及工序信息、生产控制和生产资源4个模块,工艺文件包含零件清单、工艺资源、工艺清单和工序明细,显示装配需要的工艺数据及配送情况。工单及工序信息包含生产工单单号、项目号、加工内容、目前加工的工序、工作中心以及加工开始和完成时间、目前网络状况。生产控制用于对加工的状态进行控制,有开始、暂停、完成、准备、异常、自检。生产资源包括零件清单、生产资源、人员和岗位、环境要求、指导文件,界面如图8所示。
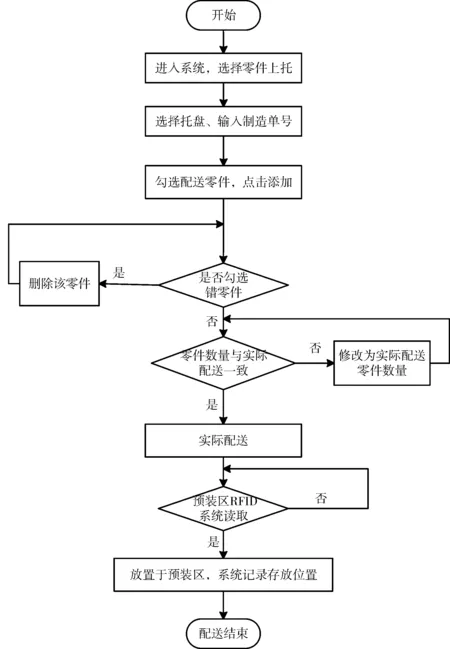
图7 零件配送流程图
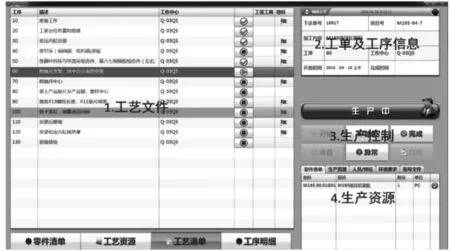
图8 装配系统主界面
选择工艺清单中将要加工的工序,点击开始,装配工人刷员工卡并点击确认,当前工作状态就会由“等待新装配”变为“生产中”。该工序完成后,点击完成,当前工作状态就会显示为“完工”。在装配过程中遇到异常时,可以点击异常并选择异常类型提交,管控端会收到异常信息并做出处理。
4 结 论
本文针对离散型制造业因零件被分解为多个加工中心制造,导致生产过程控制困难、同一工序可由多类加工中心完成、排产计划随意性大、工艺路线不唯一的问题,介绍了结构化工艺设计平台和制造管控平台的开发及应用。其重点内容为在工艺端建立了层级化工艺流程及工艺数据,在制造端建立了综合管控系统,始终以工艺端数据为源头进行管控。其优势为通过软件的应用,用算法实现靶向目标,用数据驱动工艺走向信息化和智能化发展,可以实现工艺全要素的数据结构化、显性化和流程化,并与其他业务软件互联互通,打通“人、机、料、法、环”的生产全过程数据流,创造物料的全配送条件,实现加工或装配工位的连续性作业。并能对所有采集或输入的数据进行分析,提供决策,根据反馈不断优化,进一步提升制造过程的管控能力和工艺能力,为提高生产效率和制造质量,降低生产成本,产能升级和数字化、智能化转型提供技术支持和可实施方案。工艺作为设计和制造的纽带,是产品从图纸到成品全周期过程中重要的一环,未来工作可以朝更深入的智能制造方向发展。
