铝合金阳极氧化膜耐磨性试验测量不确定度评定
2020-06-20伍超群陈颖欣肖永通邝宏聪
周 鹏, 伍超群, 陈颖欣,肖永通, 邝宏聪
(广东省工业分析检测中心, 广州 510650)
铝合金在航空材料、汽车零部件、建筑型材、工业型材等方面有着广泛的应用,但由于铝的电极电位较负,电化学性质活泼,很容易发生腐蚀,因此铝合金一般要经过表面处理才能投入使用[1]。阳极氧化是铝合金表面处理最常用的方法之一,利用电化学方法在铝合金表面形成一层均匀、连续、致密的多孔氧化铝薄膜,可以提高铝合金的耐蚀性和耐磨性[2]。耐磨性是衡量铝合金阳极氧化膜质量优劣的一项重要指标,可以反映铝合金的抗摩擦、耐磨损能力。耐磨性实际上是阳极氧化膜的硬度、附着力和内聚力等综合效应的体现,直接影响到铝合金的使用寿命[3]。
一个测量结果,不仅要表示其量值大小,还必须指出其测量不确定度。给出测量结果的同时提供相应的不确定度才可以表明该测量结果的可信赖程度,不确定度越小结果越可靠使用价值越高[4]。笔者以某厂家送检的阳极氧化铝合金建筑型材为例,根据JJF 1059.1—2012《测量不确定度评定与表示》和GB/T 12967.7—2010《铝及铝合金阳极氧化膜检测方法 第7部分:用落砂试验仪测定阳极氧化膜的耐磨性》对其进行了耐磨性试验,分析了各因素对试验结果的影响并评定了试验结果的不确定度,为试验检测人员和建立健全试验室质量评价体系提供参考。
1 试验材料及试验方法
试验材料为某厂家送检的阳极氧化铝合金建筑型材,膜厚级别为AA10,从中切取规格为60 mm×40 mm的试样。
采用涡流测厚仪按GB/T 4957—2003《非磁性基体金属上非导电覆盖层 覆盖层厚度测量 涡流法》规定的方法测量试样的局部膜厚,以3次测量结果的平均值作为最终膜厚。根据GB/T 12967.7—2010,在规定的试验环境下进行落砂试验,用电子天平称量所消耗的磨料质量,计算磨耗系数,作为耐磨性试验的结果。
2 建立数学模型
磨耗系数的计算公式为
(1)
式中:f为磨耗系数,g·μm-1;m为磨耗试样所需的磨料质量,g;d为试样的局部膜厚,μm。
根据磨耗系数的计算公式,其测量不确定度可用下式表示
(2)
式中:uc(f)为磨耗系数测量结果的合成标准不确定度,g·μm-1;u(m)为所需磨料质量测量结果的标准不确定度分量,g;u(d)为试样局部膜厚测量结果的标准不确定度分量,μm;u(δ)为磨耗系数数值修约引入的标准不确定度分量,g·μm-1。
3 不确定度来源分析
由式(2)可知,铝合金阳极氧化膜耐磨性试验结果的不确定度主要来源于3个部分:试样局部膜厚测量结果的不确定度、所需磨料质量测量结果的不确定度和磨耗系数数值修约引入的不确定度。其中,试样局部膜厚测量结果的不确定度和所需磨料质量测量结果的不确定度均来源于3个部分,可用下式表示
(3)
式中:u(x)为试样局部膜厚或所需磨料质量测量结果的标准不确定度分量;u(e1)为被测试样测量引入的标准不确定度分量;u(e2)为测量仪器引入的标准不确定度分量;u(e3)为校准测量仪器所用标准物质引入的标准不确定度分量。
u(e1)来源于测量重复性引入的标准不确定度和测量仪器分辨率引入的标准不确定度,为了避免重复计算,取其中最大值作为被测试样引入的标准不确定度。u(e2)来源于测量仪器的测量误差,当测量仪器经检定合格时,可用测量仪器的最大允许误差作为测量仪器引入的不确定度。u(e3)来源于校准测量仪器所用的标准物质,可直接用所用标准物质的不确定度来表示。
4 不确定度分量评定
4.1 试样局部膜厚测量结果的标准不确定度
用涡流测厚仪对试样试验部位的局部膜厚进行3次测量,以3次测量结果的平均值作为最终膜厚,得到试样局部膜厚d为13.0 μm。试样局部膜厚测量重复性引入的标准不确定度通过多次重复测量进行A类评定。在相同条件下,用同一涡流测厚仪对试样局部膜厚重复测量10次,测量结果见表1,测量试验标准偏差按下式计算
(4)
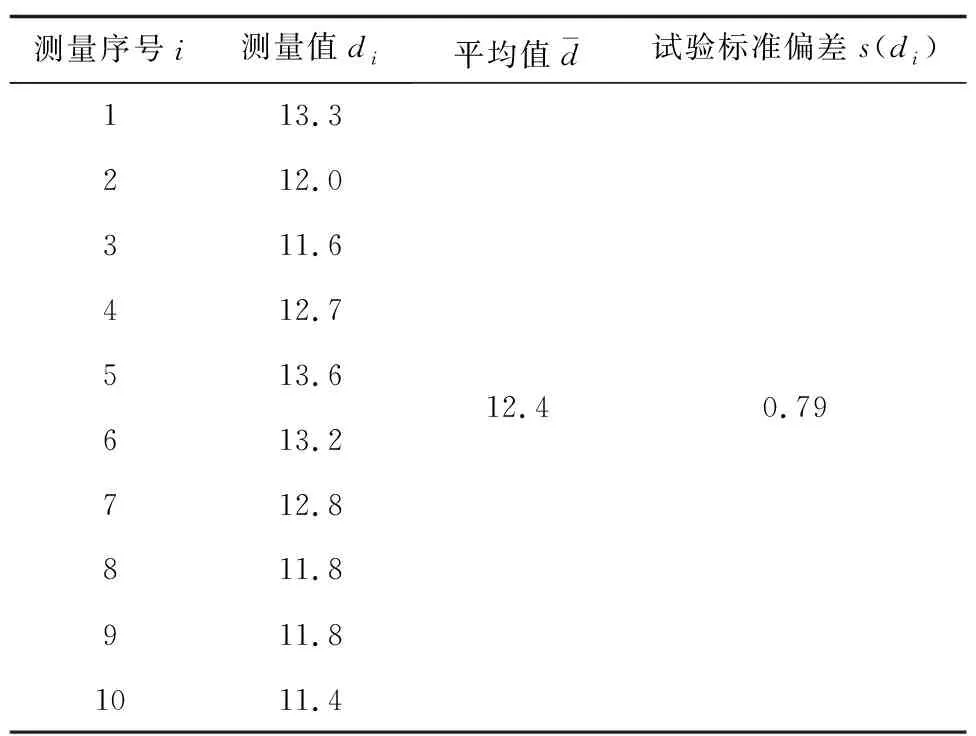
表1 试样局部膜厚重复测量结果Tab.1 Repeated measurement results of local film thickness of sample μm

涡流测厚仪的分辨率δd为0.1 μm,则由此带来的标准不确定度分量为ud(e1)″=0.29δd=0.29×0.1=0.029 μm。
为了避免重复计算,试样局部膜厚测量结果的重复性和涡流测厚仪分辨率取其中最大值作为被测试样引入的标准不确定度。ud(e1)′>ud(e1)″,故舍去涡流测厚仪分辨率引入的标准不确定度分量ud(e1)″。被测试样引入的标准不确定度分量ud(e1)=ud(e1)′=0.46 μm。

4.2 所需磨料质量测量结果的标准不确定度分量
用电子天平对所需磨料质量进行测量,得到所需磨料质量m为4 568 g。在相同条件下,对磨料质量进行多次重复测量,发现测量值保持不变。因此,被测磨料引入的不确定度仅来源于电子天平的分辨率。电子天平的分辨率δm为1 g,则被测磨料引入的标准不确定度分量为um(e1)=0.29δm=0.29×1=0.29 g。


4.3 磨耗系数数值修约引入的标准不确定度分量

计算磨耗系数时经过数值修约,修约间隔δ为1 g·μm-1,则数值修约引入的标准不确定度分量为u(δ)=0.29δ=0.29×1=0.29 g·μm-1。
5 不确定度分量合成

取包含因子k=2,其扩展不确定度为U(f)=k·uc(f)=2×14.87=30 g·μm-1。
6 结论
(1) 本次铝合金阳极氧化膜耐磨性试验的磨耗系数为351 g·μm-1;取包含因子k=2,其不确定度为U(f)=30 g·μm-1。
(2) 试样局部膜厚测量结果的不确定度主要来源于测量的随机波动,试样局部膜厚越均匀,试验结果越可靠。所需磨料质量测量结果的不确定度主要来源于电子天平的测量误差,使用允差更小的电子天平可以提高试验结果的可靠性。
