小缸径油缸拆装一体机的设计制作
2020-06-19魏春华
魏春华
(重庆松藻矿山机械厂,重庆401445)
0 引 言
在液压支架的修理过程中,针对大缸径的油缸,我们在多年的修理工作中,结合现场的实际情况,设计制作了专用的拆装缸设备,可以实现机械化的拆装缸作业。但对于φ80 mm以下小缸径油缸,拆装缸工作一直采用人工作业方式,劳动强度较大,如果遇到导向套锈蚀严重的油缸,需要用气割进行加热才能拆开,存在着拆装效率低及加热影响缸体寿命的问题,因此我们决定结合目前在修的φ80 mm和φ63 mm缸径的两种油缸设计制作一套可以实现拆缸作业和装缸作业的一体机,解决目前存在的问题。小缸径油缸的结构如图1所示。
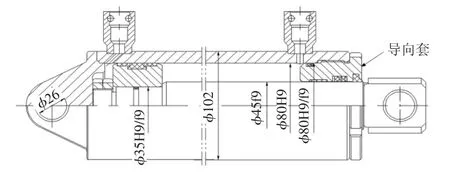
图1 小缸径油缸的结构
1 小缸径拆装一体机的设计制作及参数选择
为了节约购买材料的等待时间及成本,我们决定采用厂内现有的材料进行设计制作,架体材料采用厂内常用的钢材,既保证整体的稳定性,又确保整体的强度;由于导向套是螺纹结构,因此拆装缸的动力选择为液压传动的方式,用马达的旋转运动带动工装旋转,实现导向套的拆装作业。总之设计出的一体机,既可以保证现场的使用条件,又可以保证整体的经济性。
1.1 拆缸结构的设计制作
拆缸机结构的总体设计为:制作一个操作平台,在平台上面布置液压马达动力机构,完成导向套的拆装;另外制作一套液压油缸带动的动力机构,实现解体后的活塞与活塞杆的分离。
1.1.1 架体的设计
架体的面板采用20 mm厚度的16Mn钢板,为方便操作人员的操作及工装配件的整体布置,面板长度为3.5 m,宽度为1.2 m。为确保整体的稳定性,在架体的周边加10#工字钢。平台的高度设计为0.7 m,满足员工日常的操作习惯,符合人体工学设计。架体的具体外形尺寸如图2所示。
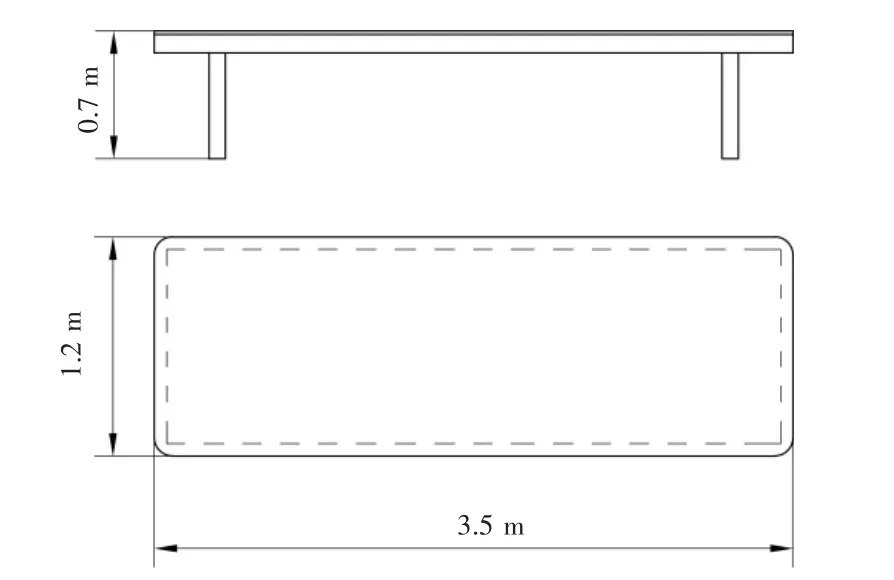
图2 架体的具体外形尺寸
1.1.2 动力机构的设计
针对图1所示的小缸径油缸结构,拆缸过程需要将导向套从缸筒内拆出,拆导向套之所以困难是因为存在螺纹之间的摩擦力、密封件和缸筒及活塞杆之间的摩擦力。经过摩擦力的抽样检测,采用长度为0.5 m的加力杆,体重为60 kg的员工压上去可以松动导向套,遇到稍微紧一些的,采用0.5 m长的加力杆,75 kg的员工用体重压上去可以松动导向套,特别紧的油缸,用气割将导向套的位置加热后,用上述方法就可以实现拆卸作业,经过计算,在正常的情况下需要600 N·m的转矩,油缸较紧时需要750 N·m的转矩,目前我厂其它设备在用的BME400液压马达参数为:额定压力为16 MPa,额定转矩为800 N·m,额定转速为250 r/min,排量为398 mL/r,额定功率为22 kW,总效率大于80%。从以上参数可知,BM-E400马达的转矩可以满足我们拆卸小缸径油缸的转矩需求。
由于小缸径油缸的活塞杆较长,如果采用马达和导向套的中心在同一条中心线的设计,会导致结构空间狭小,无法有效地完成拆装,因此决定采用一级齿轮传动的形式实现传动结构的优化布置。
根据旋转工装的尺寸,确定轴承的型号及轴承座的结构设计。我们选用齿轮1的参数为:m=6 mm,Z1=44。齿轮2的参数为:m=6 mm,Z2=56。传动比i=Z2/Z1=56/44=1.27,为保证齿轮传动的强度,材料选择为低 合 金 渗 碳 钢20CrMnTi,整体调质后表面渗碳淬火处理。
1.1.3 导向套定位机构的设计
导向套的外形结构如图4所示。制作的定位结构需要与导向的4个定位槽紧密配合,并且要保证充足的强度和工装的耐用度,导向套定位扳手的尺寸如图4所示。
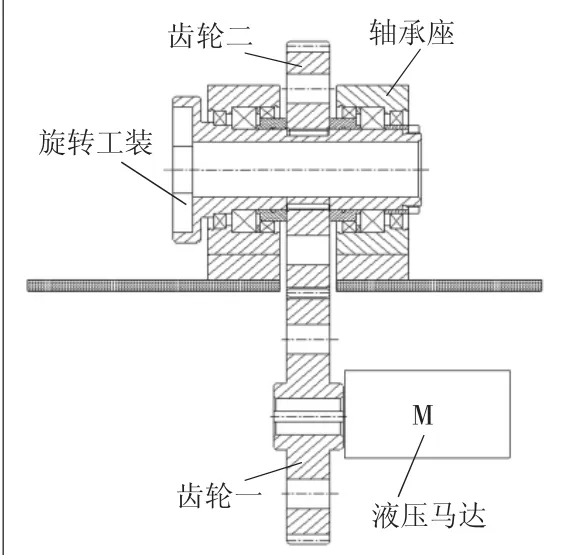
图3 动力机构
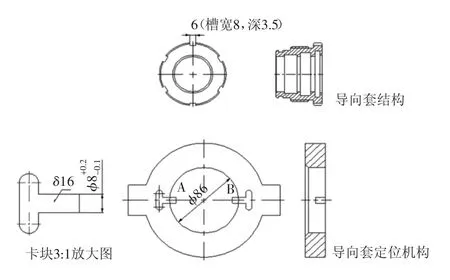
图4 导向套的外形尺寸
导向套定位机构的强度校核计算,在导向套定位机构中强度最薄弱的地方是与导向套开槽位置连接的定位机构,如图4所示的A和B两个位置,强度计算过程如下:马达的转矩为800 N·m,直径为86 mm(0.086 m),力偶矩为800 N·m,所以卡块两面的受力为F=800/0.086=9302 N,卡块的受力面积为28 mm2,受到的剪切强度为332 MPa。另外由于部分情况下卡块存在着受冲击力的情况,因此材料的选择时选用1.5倍的安全系数,要求材料能够满足的剪切强度为332×1.5=483 MPa,参照材料的剪切强度表,选用的材料为合金结构钢25CrMnSi,剪切强度为400~560 MPa。为保证材料的整体耐用性,采用的热处理工艺为:材料整体热处理调质后,表面采用渗碳淬火的方式。既可以保证卡块表面的硬度,不易发生塑性变形,又可以保证整体具有较好的耐冲击性能。
1.1.4 缸筒定位机构的设计
在拆缸的过程中,为确保油缸的外缸筒不随着导向套一起旋转,需要能够快速地实现油缸拆装的定位,并保证定位的强度,能够长期地实现自动定位,因此选择固定的定位机构,既保证了定位装置的强度,也保证了定位的效率。油缸下部采用半圆形的管材,内孔和油缸外径相同,后面采用油缸对缸底进行定位,确保整体的平稳旋转,油缸旋转定位采用进液接口与半圆筒接触进行定位,具体的定位结构如图5所示。
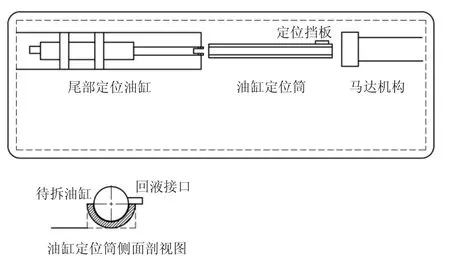
图5 油缸旋转定位结构
1.2 液压系统的设计
本套装置液压系统的整体结构较为简单,因此我们决定整套系统采用开式的液压系统结构设计,考虑到油液的冷却问题,决定采用风冷的方式对系统的油液进行降温,液压系统原理图如图6所示。
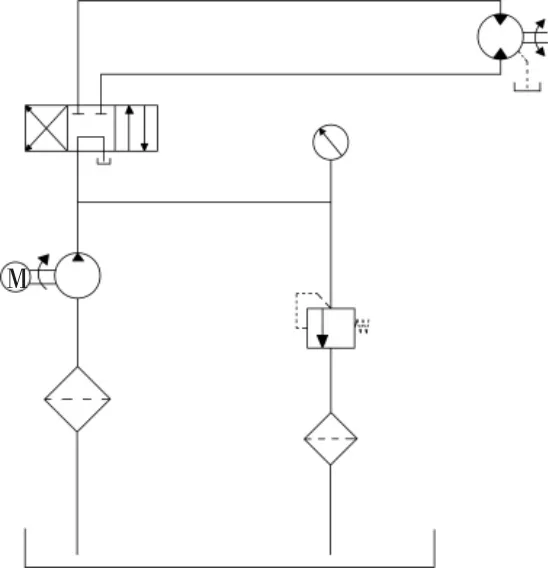
图6 液压系统原理图
采用开式的液压系统结构,整体结构简单、组装方便、维护简单,完全可以满足使用要求。采用的风冷冷却器结构简单,又保证了系统整体的冷却效果,设备的使用条件为每班4 h左右,从泵的流量和风冷效果来看,完全可以满足使用要求。
1.2.1 泵站的设计
泵站为整个液压系统提供,高压液体动力源,系统的压力和流量要与所选用的执行机构相匹配,从前面可知,选用的马达型号为BM-E400马达,马达的排量为398 mL/r,从图3的齿轮传动比为1.27,我们需要的转动机构的转速为30 r/min,则马达的转速为30 r/min ×1.27=38 r/min。那么齿轮泵的流量应为38 r/min×398 mL/r=15 L/min,由于我们选用的是齿轮泵,容积效率为0.7左右,因此实际需要选用的齿轮泵流量为15 L/min÷0.7=21.5 L/min,最终选择齿轮泵的流量为22 L/min,系统匹配可以满足我们现场需要的30 r/min左右的工作转速。
系统设置溢流阀,根据待装油缸的工况对系统压力进行调整,最高压力不超过马达的额定压力16 MPa。
齿轮泵及配套电动机的匹配计算:油泵流量公式为Q=q×n/1000;电动机功率公式为W=10×PQ/(612×0.8)。其中:Q为油泵流量,L/min;q为油泵排量,mL/r;n为油泵转速,r/min;W为电动机的功率,kW;P为油泵压力,MPa。
我们选择目前常用的四极电动机,实际转速约为1440 r/min。根据实际的装缸需要,我们设计的马达转速为30~50 r/min,根据此前选用的BM-E400马达的参数及齿轮的传动比参数可以计算出齿轮泵的基本参数:齿轮泵的流量Q=50 r/min×398 mL/r÷1.27≈16 L/min。因此我们确定齿轮泵的基本参数为:额定转速不低于1470r/min,额定压力为16 MPa,流量为16 L/min。
电动机的功率参数W=10×PQ/(612×0.8)=10×16×16÷489.6=5.2 kW,因此选用的电动机功率为6 kW,电动机的额定转速为1470 r/min。选用联轴器对电动机和齿轮泵进行连接固定。
1.2.2 液压动力油缸的设计
如图1所示,拆卸完成的油缸,导向套的螺纹连接已经松开,需要将活塞杆和缸筒进行分离,为了可以方便快捷地完成解体工作,我们设计成用液压油缸将活塞杆拉出的机械结构,提供动力的油缸,我们选择为目前车间现用最小缸径的油缸,缸径为φ63 mm,杆径为φ45 mm。我们采用乳化泵系统的压力为31.5 MPa,油缸的力学参数计算如下:推力F1=π×R2×31.5=3.14×(63/2)2×31.5≈98143 N=98 kN;拉力F2=π×R2×31.5=3.14×[(63/2)2-(45/2)2]×31.5≈48000 N=48 kN。
1.3 定位螺母拆卸结构的设计制作
活塞的定位采用的是螺母定位,车间原来拆卸螺母都是采用台虎钳将活塞杆夹紧,然后用扳手拆卸螺母,这个装夹程序要浪费很多的工时,因此我们决定采用新的设计方式,可以安全方便快捷地完成螺母的拆卸工作。具体设计结构如图7所示。
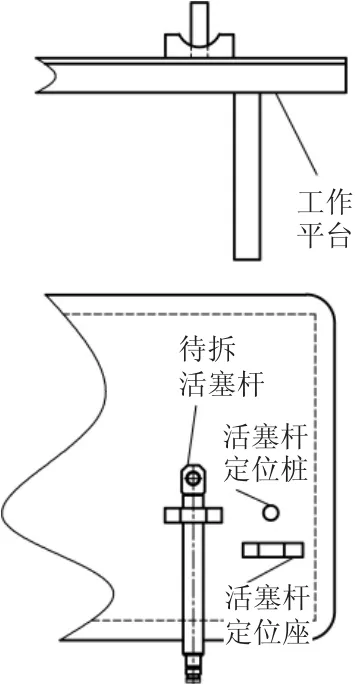
图7 定位螺母拆卸结构
1.4 活塞及导向套拆卸机构的设计制作
将活塞、导向套与活塞杆分开,原来采用的方法是用榔头敲击的方式进行解体,但是这种方式存在着员工的体力消耗大、安全风险大、拆卸效率低、对油缸配件有损伤等缺点,因此我们决定设计一套装置,通过液压动力的方式,来实现拆卸的机械化,消除上述缺点。
1.4.1 整体结构的设计
整体的结构在一体机的面板上开槽、做滑道,将动力油缸埋在下部,面板上制作活塞的定位机构,动力油缸的耳座和活塞杆孔相连,拉动活塞杆将活塞和导向套取出。
1.4.2 动力油缸的选择
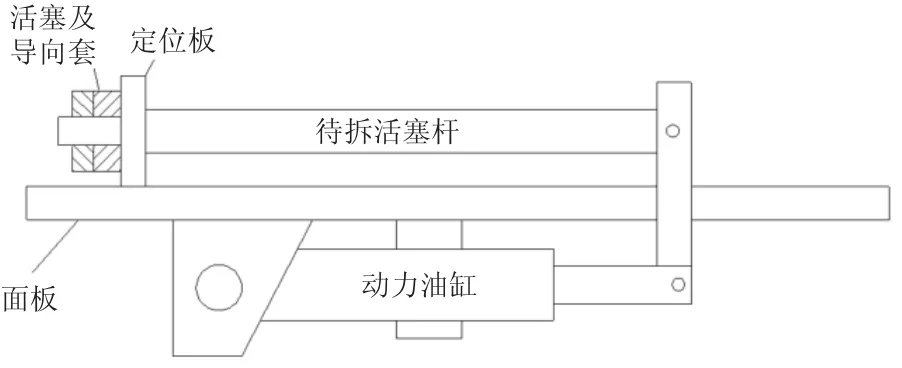
图8 整体结构
底部推力油缸的选择,采用目前车间液压支架上在用的最小缸径的油缸,可以方便地组织配件,活塞杆与导向套是间隙密封,摩擦力主要来自于内部密封件的摩擦力,φ63 mm缸径油缸的推力计算如前所述,拆卸油缸的推力为98 kN,相当于9.5 t的推力,完全可以满足使用要求。并且从操作流程上来看也较为简捷,待拆的活塞放在定位板内侧,将活塞杆和滑动定位块用销子连接,操作液压手柄就可以将活塞拆出,顺利解决了原拆卸方法存在的弊端。
1.5 装缸机构的设计制作
通过以上结构的设计制作、投用,小缸径油缸的拆卸实现了机械化,但是如何能够实现装缸的自动化呢?装缸最繁琐的工序就是将导向套的螺纹联接装配,我们设计的拆缸马达通过换向阀可以实现双向旋转,只需要完成油缸的定位工作就可以用本设备完成装缸作业。因此我们根据小缸径油缸的整体结构位置,设计了通用的定位机构,加设定位挡板可以保证缸径在100 mm以下的油缸缸筒定位。具体结构设计如图9所示。
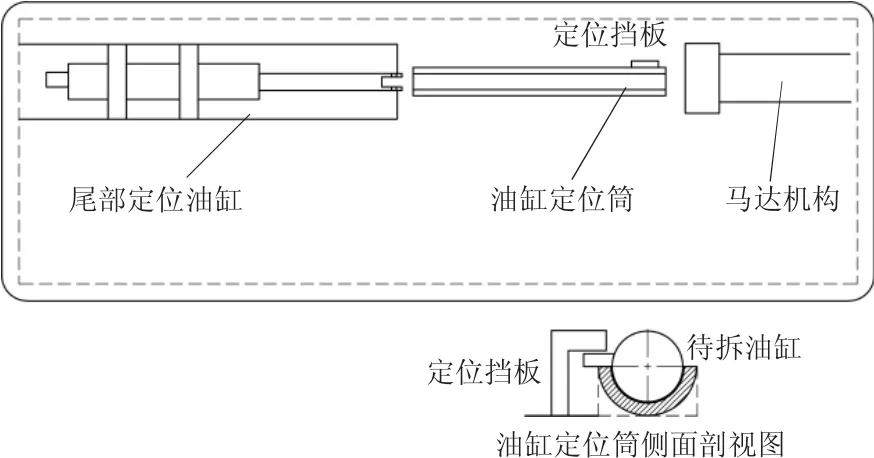
图9 装缸机构
1.6 制作
经过对设计方案实际应用,各项使用性能均能符合预先设计的功能要求,操作习惯、效率均能满足现场的使用要求。
2 改进产生的效益
2.1 经济效益
在本设备投用以前,小缸径的油缸在正常的情况下,每人每天可以拆装25根,遇到锈蚀严重的情况,还必须派焊工进行加热处理,否则很难对油缸进行解体。在采用了本装置以后,每人每天可以完成50根油缸的拆装,工作效率提升了1倍,并且由于马达的转矩为800 N·m,即使遇到配合较紧的油缸用本设备也可以单人完成拆卸,大幅度提高了小缸径油缸的劳动效率。每台支架的小缸径油缸平均为6根,我们目前每年修理的支架台数为1300 台,另外零星的小油缸修理为3000 根/a,总计数量为10 800 根/a。采用原工艺每年修复小缸径油缸需要10800÷25×8=3456 h,采用本设备以后需要10800÷50×8=1728 h,按每小时人工费43.75元计算,每年可以节约7.56 万元,因此从长远来看,本设备的投用经济效益较为可观。
2.2 社会效益
本设备的投用改变了原工艺拆装缸都采用人工的作业方式,大幅度降低了员工的劳动强度,解放了员工的劳动力,让员工有更多的精力去提高产品质量、工作效率和改进工艺,使我们能够更好地满足矿井的生产需要,提高支架及油缸的修理效率。由于设备采用的是机械化作业,消除了由于疲劳作业而带来的安全隐患,大大降低了机械安全事故发生的概率,为员工创造了安全的作业环境。
3 结 语
在我们的日常修理过程中会遇到一些制约生产的效率的瓶颈问题,对安全管理威胁大的工艺流程,限制经营指标提高的高消耗环节,我们要深入生产现场,结合实际情况,集思广益,设计制作出适用于我们作业环境的工装设备来解决现场的问题。
