石灰石/石膏湿法脱硫技术在某电解铝厂的应用实践
2020-06-18陈应斌何智军
陈应斌 何智军
(广西百矿铝业冶炼有限公司, 广西 田阳 533615)
0 前言
我国铝工业经过近几十年的发展,在工艺技术、设备装备等方面有很大改进,一跃成为世界第一产铝大国,2019年年产电解铝约3 570万t。但是,随之而来的是,电解铝生产带来的污染物排放总量也相对增加,不利于环境保护。其中,SO2气体是电解铝的主要污染物之一,对人体、植物、大气环境都会产生很大危害,是形成酸雨的主要原因,因此必须对 SO2气体进行有效治理。铝工业污染物的排放标准[1]要求电解铝厂SO2排放浓度控制在100 mg/m3以下。而我国大多数电解铝企业建设年代超过5年以上,基本上都没有配套建设脱硫设施,SO2排放浓度在100~200 mg/m3,个别企业受到阳极炭块含硫量较高的影响,SO2排放浓度在200 mg/m3左右徘徊,企业环保达标排放困难、面临着较大的环保压力。
因此,电解铝企业必须对烟气进行脱硫处理,实现节能减排。烟气脱硫技术是控制 SO2污染的最有效的途径之一,根据脱硫过程是否有水参与及脱硫产物的干湿状态可分为湿法、半干法和干法烟气脱硫[2-3]。与湿法脱硫工艺相比较,干法(半干法) 脱硫工艺产生的脱硫灰成分比较复杂[4-5]。湿法脱硫按吸附剂原料不同分为碳酸镁脱硫、氧化锌脱硫、石灰石/石膏湿法脱硫等,其中石灰石/石膏湿法脱硫在市场占有率达85%以上,是目前世界上应用范围最广、工艺技术最成熟的标准脱硫工艺技术[6]。某电解铝厂在新建项目中率先引入石灰石/石膏湿法脱硫技术,同时对正在运行的1套烟气净化系统增加了脱硫设施,经过调试运行,脱硫效率达到了95%以上,SO2排放指标符合国家环保要求,达到了35 mg/m3的超低排放水平,为新建电解铝企业或者通过技术改造新增脱硫设施的电解铝企业提供了一些借鉴。
1 石灰石/石膏湿法脱硫工艺在某电解铝厂的应用
1.1 石灰石/石膏湿法脱硫工艺
1.1.1 工艺原理
石灰石/石膏湿法脱硫的工艺原理是将石灰石粉加水制成浆液作为吸收剂泵入吸收塔与烟气充分接触混合,烟气中的二氧化硫与浆液中的碳酸钙以及从塔下部鼓入的氧化空气进行化学反应从而被脱除生成硫酸钙,硫酸钙达到一定饱和度后,排出脱水后作为副产品外销。其化学总方程式为:

(1)
1.1.2 系统构成
石灰石/石膏湿法脱硫工艺系统主要包括SO2吸收系统、石灰石浆液制备系统、石膏脱水系统和供排水系统。
1)SO2吸收系统。其主要设备是吸收塔,是烟气脱硫(FGD)设备的核心装置,系统在塔中完成对SO2有害气体的吸收[7]。吸收塔由浆液搅拌器、浆液池、喷淋层、除雾器、氧化供风等构成。
2)石灰石浆液制备系统。在浆液池内投放一定量的石灰石粉和水进行混合后形成浆液,由供浆泵打入吸收塔内,供浆池内设置一台搅拌器防止浆液沉淀,供浆池的大小要根据吸收塔容积、烟气流量及SO2浓度进行设计。
3)石膏脱水系统。包括水力旋流器和真空皮带脱水机等关键设备,水力旋流器是石膏浆液的一级脱水设备,利用了离心力加速沉淀分离的原理,浆液流切向进入水力旋流器的入口,使其产生环形运动,实现不同粒径的石膏晶体分离;真空皮带脱水机将已经在水力旋流器一级脱水后的石膏浆液进一步脱水至含固率达到90%以上[8]。
4)供水系统。脱硫系统用水量较大,必须设置有保障的供水系统,最好是两条供水线路,一用一备,干旱缺水地区必须设置独立储水池,方可做到有备无患。脱硫系统用水主要来自石灰石浆液制备池供水,吸收塔通过除雾器喷淋供水和制作石膏的冲洗水等几部分。
1.2 石灰石/石膏湿法脱硫工艺与电解铝烟气净化工艺
1.2.1 工艺流程
新系列电解铝项目或者无脱硫系统旧铝电解工程,必须在原有烟气净化系统工艺中增加脱硫工艺,与原有除氟净化系统构成一个完整的铝电解烟气净化系统,烟气净化与石灰石/石膏湿法脱硫工艺流程如图1所示。在排烟风机抽力的作用下,电解生产的HF、SO2等有害烟气被捕集进入除尘器,HF被投入的高效活性氧化铝吸附,吸附后生成的载氟氧化铝被除尘器滤袋气固分离后,由超浓相输送回电解槽使用;剩余的SO2气体进入脱硫系统中的脱硫吸收塔处理后排空;吸收塔外另设置烟气旁路,主要用于吸收塔故障及大修时,净化系统可以继续运行。

图1 某电解铝厂烟气净化与石灰石/石膏湿法脱硫工艺流程
1.2.2 对除尘、脱氟效果的影响
石灰石/石膏湿法脱硫系统属于烟气净化系统的后续工艺,除了可以脱除电解铝烟气中的SO2,还具有一定的除尘、脱氟功能。浆液循环泵将石灰石浆液以高压泵入几百个喷嘴中,从喷嘴喷出的浆液呈雾状,形成覆盖整个脱硫塔截面的喷淋层,雾化的浆液向下喷淋与逆流而上的含硫烟气结合,SO2得到吸附,同时也可以有效地吸附烟气中所含的粉尘、飞灰等颗粒物,即一定量的粉尘颗粒物可以较好地被浆液阻拦,进入脱硫系统中,最终与石膏一起脱出;同时由于氟化物本身具有的融水特性,一定浓度的氟化物进入脱硫塔内,也会被雾状喷浆液吸附。因此,脱硫(烟囱)出口粉尘、氟化物排放比净化系统除尘器出口更容易达到国家排放标准[1],见表1。
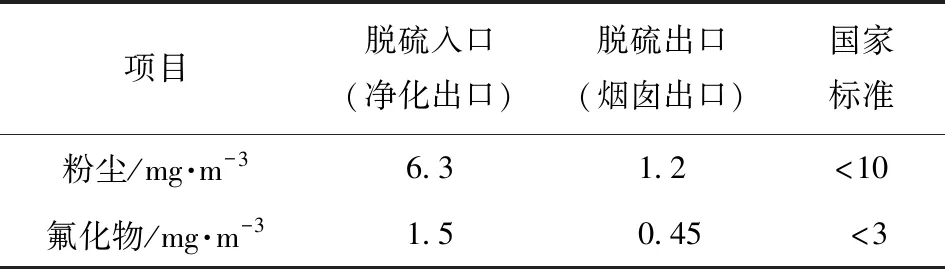
表1 某电解铝厂脱硫系统出入口日平均粉尘、氟化物排放对比
脱硫系统虽然有一定的除尘、脱氟能力,但并不意味着能代替烟气净化系统除尘器的功能,从而降低对除尘器的要求;相反由于脱硫系统具有的这些功能,容易掩盖净化系统本身存在的问题。如果净化系统粉尘和氟化物排放量较高,虽然会被脱硫系统吸收且排放浓度符合国家排放要求,但一定量的粉尘泄漏会给企业带来原材料的损失,而且进入脱硫系统的氟化物浓度的增加,也会造成废水处理达不到排放要求,反而会给企业带来环保压力和风险。因此,新建或技术改造新增脱硫设施的电解铝企业,要更加重视烟气净化系统本身的工艺技术管理,防止对脱硫工艺产生不利影响。
1.2.3 脱硫废水的处理
脱硫系统产生的废水因氯离子含量较少,约为火电厂废水氯离子的1/20,可以在吸收塔内循环使用,也可以输送到厂内污水处理站经处理合格后再用于电解铝企业其他工序循环使用。某电解铝厂对石膏脱水系统进行了技术改造,将水量较大的冲洗水回收到脱硫系统回流水池后再打入吸收塔继续使用,皮带机滤布脱除的少量水单独回收至事故浆液池。通过技术改造,废水量从原来约100 m3/d减少到小于3 m3/d。
2 某电解铝厂石灰石/石膏湿法脱硫工艺的控制要点
某电解铝厂在新建项目中率先引入石灰石/石膏湿法脱硫技术,经过调试运行,脱硫效率达到了95%以上,SO2排放指标符合国家环保要求,达到<35 mg/m3的超低排放水平;另外,对正在运行的1套烟气净化系统进行了技术改造,增加了脱硫设施,同样达到了较高的脱硫效率。
2.1 pH值的控制
pH值是脱硫系统工艺控制的核心,是影响脱硫效率的关键所在,要做到既能达到较高的脱硫效率又要降低原料的消耗,实际上有一定的难度。高pH值有助于浆液吸收SO2,而低pH值有助于石灰石的溶解,pH值达到4.5以下浆液呈酸性易腐蚀管道,所以pH值过高或过低都不利于脱硫。因此,必须在SO2排放浓度和脱硫效率、CaCO3消耗量之间找到一个最佳的平衡点。
某电解铝厂在国内较早应用湿法脱硫技术,并没有多少经验可以借鉴。技术人员对pH值实行动态调整的运行方式,当pH值上升达到5.8时就停止供浆量,此时pH值还会略有上升并保持一定时间,有利于SO2的吸收,脱硫效率提高;随着时间延长,pH值慢慢下降到5.2时,浆液吸收效率降低,开始增加石灰石浆液供浆量,此时有利于石灰石粉的溶解。pH值控制在5.2~5.8,脱硫效率保持在85%~95%,而排放值也始终稳定在10~35 mg/m3,符合国家环保指标排放要求,石灰石粉用量也明显下降。脱硫系统每日需要消耗的石灰石粉由18 t降为12 t,石灰石粉价格为250元/t,则年节约石灰石粉采购资金54.75万元,取得了较好的经济效益。
2.2 石膏品质的控制
2.2.1 石膏品质的行业标准
石灰石/石膏湿法脱硫生成的副产品石膏的品质是反应烟气净化系统、脱硫系统工艺技术水平优劣的关键,衡量石膏品质的指标有二水硫酸钙含量、含水量等。石膏中二水硫酸钙含量的多少决定了石膏品质的高低,含量越高越有利于下游企业更好的利用,出厂价格也相对较高。石膏品质的行业标准[9]见表2。

表2 石膏品质行业标准
2.2.2 影响石膏品质的因素
1)石灰石原料的影响。石灰石原料纯度较低、杂质含量多,活性不够,不利于对SO2的吸收,一般规定CaCO3的含量要大于95%才算合格。同样,石灰石粉的粒径大小也决定了其对SO2的吸收效果,粒径大表面积小,会造成接触反应不彻底;粒径小,溶解速度快。
2)氧化风量的影响。氧化风量对石膏浆液的氧化效果有较大的影响,运行过程中必须要保证足够的氧化风量,使浆液中的半水亚硫酸钙能够被氧化成为二水硫酸钙,否则石膏中的半水亚硫酸钙含量过高,影响石膏的品质[10-12]。同时,脱硫塔中氧化空气管道的分布和开孔的多少也会影响到氧化风的使用率。
3)烟尘中杂质含量的影响。电解烟尘包扩烟气与尘粒,与传统电厂所含的烟尘成分有所不同,电解铝生产的烟气中有CO、CO2、HF、SO2等有害气体,尘粒中有AIF3、氟化物等固体颗粒物质。若净化系统除尘器滤袋破损,部分未经处理的烟尘会直接穿过破损滤袋进入脱硫塔浆液中去,当AIF3和HF等烟尘达到一定浓度时,会形成氟化铝络合物,包裹在石灰石颗粒表面,形成石灰石溶解闭塞,导致浆液“中毒”。另外,较细尘粒质量较轻,漂浮在浆液表面阻碍氧化过程,造成浆液发黑;同时又游离于石膏晶体之间,堵塞水分脱出通道,使水分难以脱出,造成石膏含水量高。因此,保持除氟净化系统的完好性至关重要。
3 石灰石/石膏湿法脱硫技术在电解铝行业应用中的优缺点
石灰石/石膏湿法脱硫技术在火电厂等行业应用比较广泛,在电解铝行业没有成熟的经验可谈,根据电解铝生产过程中烟气流量大、含硫量低等特点,在具体设计方案、工艺控制、生产成本等方面与火电厂等企业使用的湿法脱硫技术还存在一定的差异。从某电解铝厂相继投入使用的4套湿法脱硫系统来看,石灰石/石膏湿法脱硫技术在电解铝行业使用中优势相对比较明显,但也存在一定的不足。
3.1 优点
1)石灰石/石膏湿法脱硫技术应用比较广泛、成熟,脱硫效率高,可达95%以上。
2)脱硫原料CaCO3(石灰石粉)来源广泛,一般地区都有生产,价格便宜。
3)脱硫系统运行比较稳定,脱硫装置使用寿命长。
4)控制系统采用独立PLC或DCS程控,自动化程度高。
5)在电解铝企业使用的脱硫系统,设备体量较小,运行费用较低。
6)脱硫系统产生的副产品(石膏)可充分利用,是良好的建筑材料。
7)经过技术优化和改进,只有少量的废水排放,并且可实现无废水排放。
3.2 缺点
1)设备、管网相对较多,系统复杂,占地面积较大。
2)投资造价较高,一次性投资较多。
3)脱硫系统日耗水量较大,不适合干旱缺水、冰冻地区。
4)石灰浆液pH值呈酸性时有一定的腐蚀性,管网需要特殊防腐处理;石灰浆液pH值呈碱性时,容易沉淀堵塞管道。
4 某电解铝厂石灰石/石膏湿法脱硫技术的经济效益分析
4.1 生产成本分析
某电解铝厂石灰石/石膏湿法脱硫系统的生产成本见表3。
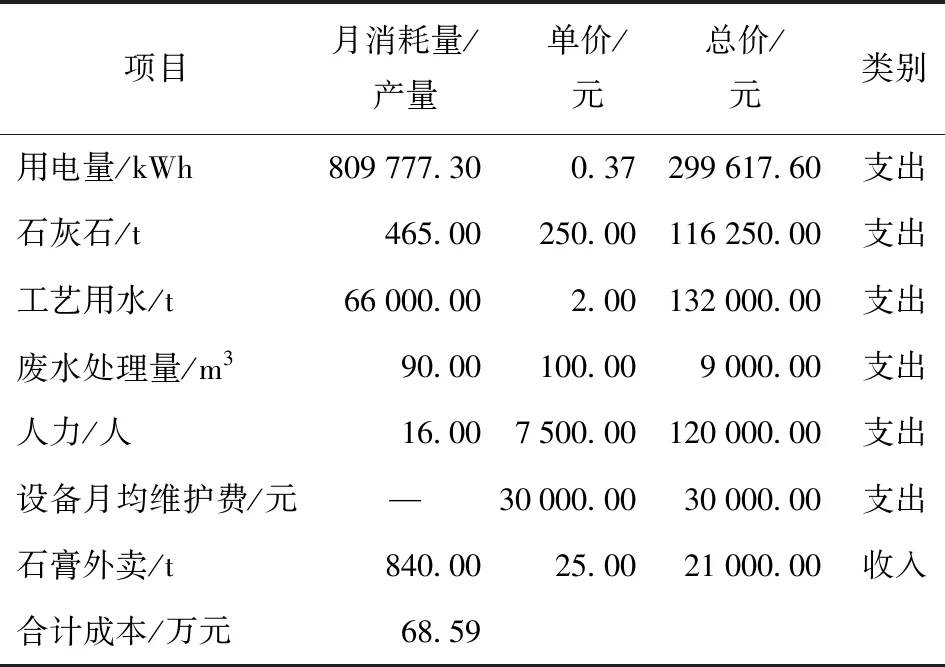
表3 某电解铝厂石灰石/石膏湿法脱硫系统的某月运行成本
由表3可知,某电解铝厂单月脱硫运行成本是68.59万元,若当月铝水产量为24 763.23 t,则折合成吨铝成本约27.70元,较其他脱硫方式有一定的成本优势。在脱硫成本构成中,成本较高的项目是电力消耗、石灰石粉、工艺用水、人工及设备维护费。因此,成本控制就要有针对性,电力消耗要禁止设备空转带来的空耗,优化运行方式,合理开启设备台数;石灰石原料的用量要从工艺入手,严格控制pH值,防止“浆液中毒”,减少用量;工艺用水方面企业应考虑如何降低用水单价,废水处理成本要控制废水产生量。如果将用电单价控制在0.3元/kWh以下,用水成本控制在0.5元/t,那么某电解铝厂石灰石/石膏湿法脱硫系统生产成本还有较大的下调空间。
4.2 环保税缴纳费用分析
某电解铝厂年产铝水约30万t,使用含硫量为2.2%的阳极炭块,没有建设脱硫设施前,SO2排放总量为4 700多吨;脱硫设施投运后,SO2排放浓度平均控制在22 mg/m3左右,年排放总量为700多吨,经核算年节约环保税缴纳费用约为800多万元。
4.3 阳极炭块成本分析
电解铝企业新建或者技改新增脱硫设施,在实现环保超低排放减少环保税缴纳的同时,还可以采购含硫量较高、价格相对便宜的阳极炭块,降低生产成本,以此获得更高的经济效益。阳极炭块由于受到地区位置及供求关系的影响,价格差距也不一样,高硫焦和低硫焦经后续加工成的阳极炭块市场价格差距约50~150元。华南某地区硫含量2.2%和3%的阳极炭块的价格为3 075元/t、3 000元/t,按某电解铝厂阳极单耗为485 kg/t-Al、年产30万t铝水计算,建设脱硫设施后采用含硫量较高的阳极炭块,年节约成本=0.485×300 000×3 075-(0.485×300 000+0.485×300 000×0.8%)×3 000=742.05万元。
5 结术语
石灰石/石膏湿法脱硫工艺技术先进,设备运行稳定可靠,在某电解铝厂取得了较好的实践与应用效果,脱硫效率高,易于实现SO2排放浓度控制,年排放总量也大幅下降,有力提升了企业的环保治理能力。同时,由于环保达标排放,某电解铝厂减少了SO2环保税缴纳费用;而且可以使用硫含量相对较高、价格相对便宜的阳极炭块,进一步降低了生产成本,实现了较好的经济价值。随着国内环保法律法规要求的日趋严格,电解铝烟气脱硫技术将越来越成为多数企业的选择。特别是环境保护部2018年1月1日起施行的《中华人民共和国环境保护税法实施条例》和《中华人民共和国环境保护税法(2018修正)》,规定将排污费改环保税后,这在很大程度上鼓励企业通过科技创新和技术改造实现污染物达标排放,走向技术发展、节能减排、环境保护的良性发展道路。
