电液比例阀闭环控制技术的应用与维护
2020-06-15吴建华
吴建华
(大冶有色金属有限责任公司冶炼厂,湖北黄石 435005)
0 引言
电液比例控制技术是继液压伺服技术之后发展起来的一门新兴学科,是液压技术的重要组成部分。传统的液压控制方式是开关型控制,通过电磁驱动来实现阀的导通和断开,从而实现被控对象的自动化,是迄今为止用得最多的一种液压控制方式。但这种控制方式无法实现对液体流量连续、按比例地控制,同时控制精度差、响应比较低,不宜采用在控制要求较高的场合。
1 电液比例控制系统简介
电液比例控制系统,是介于开关控制和伺服控制之间的一种新型控制系统,与开关系统相比,它能实现连续、比例控制,并且控制精度高、反应速度快;与伺服控制系统比较,由于比例阀是在普通工业阀的基础上改造而成的,因此加工精度不高,制造成本低廉,抗污染性能好,几乎同开关型控制差不多。虽然在控制精度、反应速度等控制性能比伺服阀和伺服系统差,但能满足大多数工业控制要求,并且阀内压力小,因此能节约能耗,降低发热量。
电液比例控制按被控量是否有反馈,可以分为开环控制和闭环控制。闭环控制和开环控制的区别在于,闭环控制系统在开环控制的检测上增加了一个测量反馈元件,不断测量系统的输出量,并将其转换成比例的电压或电流信号,反馈到系统的输入端,同系统的输入信号进行比较,形成偏差值。此偏差值经放大、校正后,加到电液比例阀上,放大成大功率的液压信号,去驱动执行元件,拖动负载朝消除偏差的方向运动,直到偏差趋近于零为止。
2 电解阳极准备机组横向链比例阀闭环控制简介
大冶有色金属公司电解阳极准备机组是引进芬兰Outotec(奥图泰)公司的现代化机组,自动化程度高,设计处理能力440块/h 阳极板。在横向链运行过程中,其上方最多可以有5 块阳极板,每块阳极板的重量为287 kg,总重量为1435 kg,设计正转的速度为26.1 r/min,反转时的速度为8.6 r/min,因此横向链运行的快速性和性能稳定性显得尤为重要。
横向链的作用除了运送阳极之外,其中间部份有一压板装置,每块阳极在横向链的运送下,都要进入到压板装置中进行压板,压板装置的作用是使不平整的阳极通过压板装置后,阳极的耳部、本体变得平整。压板装置上装有6 个检测阳极厚度的传感器,分别检测阳极左耳部、右耳部、左边本体、右边本体、上部本体和下部本体厚度,如果厚度不满足设计要求,当阳极运送到横向链末端时,就会被当做次品阳极而拒收,合格阳极就会进入到下一道工序。横向链的运动方式采用电液比例阀闭环控制技术,其控制系统方框图如图1 所示。
在阳极准备机组中,横向链使用的是威格士比例放大板,型号为EEA-PAM-535-C-32,其带有指令逻辑模块和4 个斜坡型控制,这款比例放大板不带PID 模块。与之配套的比例阀型号为KFDG4V-5 比例阀,是带反馈的比例方向控制阀。
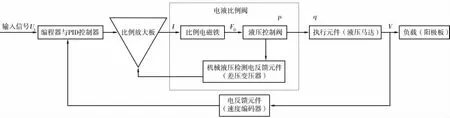
图1 阳极机组横向链电液比例闭环控制系统
从图1 中可以看到,检测反馈元件有2 种,分别是内环检测反馈元件和外环检测反馈元件。内环检测元件通常包含在比例阀中,构成比例阀本身的局部小闭环控制,但一般不称其为闭环系统。它是用于改善阀的动、静特性,如图中虚框所示的比例阀阀体上的差动变压器,是机械液压检测电反馈元件,它可以确保精确的阀芯位置控制。外环检测元件直接检测输出量,其构成的反馈回路称其为外反馈,只有包含了外反馈回路控制系统的才称为闭环控制系统,它是为了提高整个系统的性能和控制精度。如图1 中所示的检测液压马达速度的增量型旋转编码器,它的输出脉冲通过信号转换器转换成4~20 mA 电流信号,反馈给PID 控制器,PID 控制器输出±10 V 电压信号给比例放大板,在PLC 编程器中发出正转或者反转的信号,来控制横向链的运转。
图2 是比例阀内部的反馈接线图,比例阀放大板给差动变压器(LVDT)提供DC15 V 的直流电;比例阀阀体上的差动变压器,其作用是检测主阀芯的位置,产生一个电控模块可以识别的反馈信号。电控信号通过输入信号和反馈信号之间的偏差来驱动电磁阀,进而改变先导压力,驱动主阀芯到正确的位置。
图3 是外反馈的接线图。连接在液压马达轴上的增量型编码器,随着液压马达的运转,把位移转换成计数脉冲数,输出到信号转换器,将计数脉冲数转换成±10 V、0~20 mA 和4~20 mA模拟量信号。在本例中,转换成的模拟量信号4~20 mA 输出到PID 控制器中。PID 控制器选用的威格士控制器,型号为EHAPID-201-A-20。在PID 控制器中输出±10 V 电压信号给比例放大板,这样,一个完整的比例阀闭环控制系统就形成了。

图2 差动变压器(LVDT)反馈(内反馈)控制接线

图3 编码器反馈(外反馈)控制接线
3 电液比例阀闭环控制的维护及故障处理
电液比例阀闭环控制维护方便,故障率低,可以通过比例放大板上的LED 灯来判断比例阀的故障类型,见图4。
如果出现比例放大板故障不能工作或者横向链运行不平稳,可以从下面7 个方面进行检查:
(1)检查所有的连线是否正确。
(2)检查24 V 电源和24 V 电源LED 灯是否亮。
(3)检查内部的15 V 电源灯是否亮,如果24 V 灯亮、15 V LED 熄灭,则应该更换比例放大板。
(4)检查比例放大板使能灯是否点亮。
(5)如果LVDT(差压变压器)故障灯点亮,检查LVDT 电缆和连线。为了正确检查比例放大板的功能,断开阀的所有连接,连接z22(+15 V)1.2 kΩ 电阻到b14。连接电阻之后,LVDT 故障灯应该熄灭,如果没有熄灭,更换比例放大板。在阳极机组横向链的出现的故障中,出现过LVDT 故障灯点亮,造成横向链不能运转。经维修人员检查后,发现现场LVDT 接线插头上电源线接地,处理后,故障灯熄灭,横向链运行正常。
(6)如果超载故障灯亮,通过万用表检查电磁阀线圈是否短路或者开路。
(7)当出现横向链运行不平稳,有时速度很快,造成横向链抖动过大。检查连接在液压马达上的增量型编码器,看是否损坏,或者编码器连接在液压马达轴上的顶丝是否松动。

图4 比例放大板面板各LED 灯的含义
4 结束语
大冶有色金属公司电解阳极准备机组横向链采用电液比例阀闭环控制技术,自2012 年投产以来,运行稳定、安全可靠、故率低、维护方便,很好地保证了生产的正常运行。电液比例阀闭环控制技术的应用,对提高作业效率、控制精度和实现智能化作业都有极其重要的意义,将会在越来越多的工程技术上得到应用。
