航空发动机智能化装配技术体系构建探索
2020-06-13黄小东陈立省张鹏飞瞿品祥
黄小东 ,宁 勇,刘 杰 ,陈立省 ,张鹏飞,王 龙 ,瞿品祥
(1.杭州特翌智科技有限公司,杭州31215;2.中国航发南方工业有限公司,湖南株洲412002)
0 引言
航空发动机制造工艺复杂、涉及交叉学科多、范围广[1-2]。其综合性能直接决定着飞机飞行的安全性、稳定性和承载能力。为了提高发动机运行的可靠性和推力,国家在发动机零件加工的先进技术、检测技术和材料研究方面,投入了大量人力和物力并取得了一定的突破成果[3]。但是,在装配技术方面,仅取得了少量的单项技术研究成果,如刘超等[1]主要介绍基于MBD的智能化装配工艺在工艺规划、仿真中的应用;魏小红等[4]根据对国内外航空发动机总装现状,具体介绍了国产航空发动机脉动总装线的可行性分析及必要性,并规划建设技术路线及应解决的技术问题等;孙贵青等[5]针对涡扇发动机装配技术,为提高生产效率和安装质量,在整机装配、关键部件螺栓拧紧、装配检测方面介绍了国外脉动装配线、多自由度装配平台、智能拧紧设备和转子堆叠优化等。总之,中国的发动机装配技术发展明显落后于零件制造技术,发展极不平衡,在生产组织管理模式上仍然沿用早期的基于固定站位手工装配模式。据装配现场统计,其手工作业占比超过90%,装配质量控制严重依赖于人工的操作技能,无法满足当代飞机制造对发动机的短交付周期、高可靠性和长寿命要求。长期以来,国外发达国家对航空发动机高端装备制造技术进行严密的技术封锁,仅有少量资料信息[6-7]披露。
本文从中国航空发动机装配技术现状出发,分析装配技术转型面临的困难和迫切性,研究适合国产航空发动机设计特点的先进装配技术,提出航空发动机智能化装配技术转型发展思路和实施路径,探索构建航空发动机智能化装配系统性的技术发展体系,增强中国综合国力和国际竞争力、保障国家安全和民族复兴的国家战略[8-9]。
1 智能化装配技术发展面临挑战
(1)装配工艺规划重组和节拍优化,不确定性因素多。基于传统固定站位装配模式的变革,需要从装配工艺源头开始进行工艺梳理,重点对工艺防错、防呆、防漏优化重组,结合发动机装配的构成,按站位合理分解装配工艺路线、节拍控制、装配任务、装配BOM、工艺装备、检测设备及器具等,涉及业务面广、协调难度大、硬件投入成本高,诸如此类的问题将带来很多不确定因素。
(2)装配线建设技术路线不清晰,风险大。国外航空发动机制造商,根据飞机总装脉动生产线的成功应用经验[10],结合新一代发动机的技术特点,借鉴水平脉动式装配模式,实现精益化制造,极大地提高了装配效率;而国内长期以来受技术体系习惯约束,航空发动机装配仍沿用“两装两试”的串行装配流程和相配套零件制造工艺,单元体模块化设计的独立性、通用性均不强,单项关键新技术、新装备运用不成熟,信息化管理存在盲区。发动机属于多品种、小批量产品,涉及到涡轴、涡桨、涡扇、活塞等不同结构机型,构建装配线技术路线不能机械采用国外装配模式,应从经济性方面考虑柔性装配特点,遵循自动化、数字化向智能化技术发展方向,进行专业性强、覆盖面广的顶层规划设计和决策。
全市水功能区中,入河排污口单口污染物排放总量列前3名的分别是石榴河、丰润区污水处理厂、国祯污水处理厂入清水河排污口,这3个排污口是影响全市水功能区的主要污染源。
发动机智能装配是基于MBD模型的装配工艺设计,是对传统装配工艺路线和节拍的变革。分析梳理制约装配瓶颈因素,归纳单元体装配、总装装配各工序、工步时间、所需工具、工装、检测、试验等相关资源要素,按照建设智能装配生产线规划目标,重点解决工艺防错、防呆、防漏设计措施,以提升装配效率和质量,缩短装配周期为导向,再造装配工艺规程、生产节拍、工艺路线、智能物流规划、智能装备和智能管控技术等方面的深度融合。装配工艺优化路线如图5所示。主要技术研究重点:(1)基于均衡节拍的装配工艺优化设计技术;(2)基于MBD模型的工检合一可配置深度结构化工艺规程技术;(3)基于混线装配快速重构工艺设计技术。
航空发动机由上万个零件构成[12],需要达到单件溯源的要求。从零件制造到部装、总装流转过程复杂,特别是类似叶片精密加工零件,其形状与外观难以判别,在装配关键工位进行反复拆装和测量过程中极易发生混淆。因此,研究智能物流技术,利用物联网和智能管控技术相结合,建立物料标签、物料识别、位置跟踪、快速齐套、精准配送等系统至关重要。因发动机物料信息交互实时性差、物料配送响应慢,而影响整体交付进度和装配效率低的问题得以解决,降低生产管理成本和装配质量风险。主要技术研究重点:(1)发动机零件的数字化身份标识管理规范;(2)物料的自动识别及物料数据采集技术;(3)基于串行或并行装配物料精准配送技术;(4)基于制造数据优选优配齐套性技术;(5)零部件装配在线自动标印技术。
(5)信息化技术实施深度不够,缺乏制造数据源。发动机的装配信息流包括装配工艺数据管理、设备状态管理、执行过程管理、质量状态控制等执行层面数据。其业务流程复杂,质量要求严格。基于固定站位传统装配模式,配套工装、工具和检测器具,采用机械式或半自动化设备,无法完成与信息化管控系统的深度集成,缺少数据采集所必要的传感器软硬件接口,造成发动机采集质量数据不完整,物料信息、生产进度、设备状态无法及时准确获得,生产计划自动排产失效,制造质量数据可信度不高。
小兹维列夫今年21岁。在2018网球男单年终总决赛中,他以2-0的分数力压强手,夺取冠军。这是他职业生涯中,迄今为止最为重要的一个冠军,他不仅是继1995年名将鲍里斯·贝克尔之后又一位拿到总决赛冠军的德国选手,同时也是继2008年德约科维奇之后最年轻的总决赛冠军。
2 智能化装配技术发展之路
发动机智能化装配技术是众多专业技术学科协同发展碰撞和整合的技术应用。结合国产发动机“两装两试”的装配工艺、多品种小批量混线生产、生产机与修理机共线并存的特点,通过探索适用于国内航空发动机智能化装配的关键技术形成体系化。为后续航空发动机装配技术发展提供借鉴作用,如图4所示。
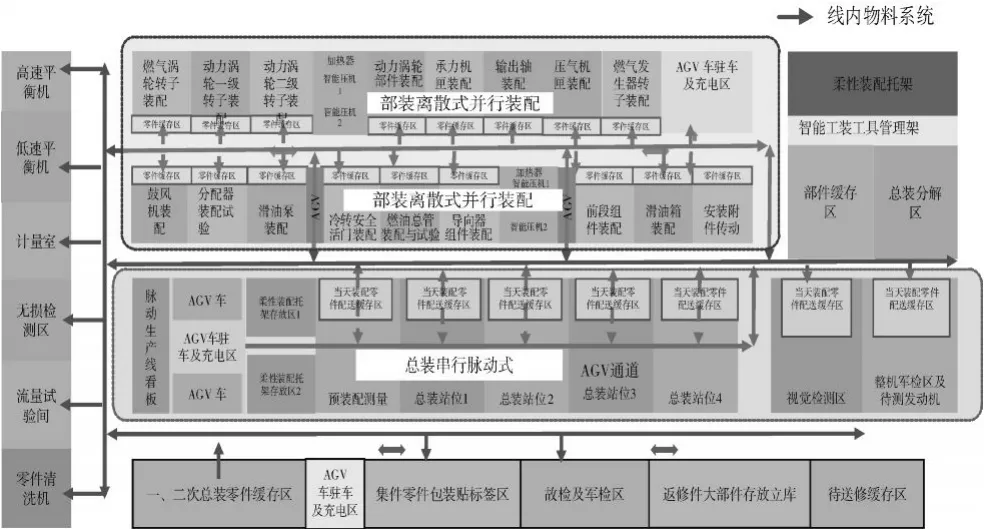
图2 发动机部装与总装混合装配新模式
3 智能化装配技术发展路径
中国航发南方公司根据未来总体规划顶层设计,分析中小型航空发动机的工艺特点,探索以“混合装配新模式”为装配新技术发展方向,按3期分步实施的发展路线开展应用实践,如图3所示。2018年10月,第1期以满足生产实际任务前提下,在传统的制造模式上,重点实现工艺“三化”(工艺结构化、工艺标准化、工艺优化)设计和配、装分离的物料形迹化管理,已经完成构建新生产模式的基本框架;2019年5月,第2期建设以典型单元体装配站位和总装装配站位组成验证线,具体完成单项目关键技术和智能化设备的应用验证,如关重件精准压装技术、紧固件智能拧紧技术等,构建了新生产模式主要框架;2020年年底,第3期将按预期的发动机生产纲领要求,完成构建全部单元体和总装装配站位,形成数字化生产线,关键技术智能装备全面应用,使信息化数据纵向与企业ERPPDMWMS、横向与零件制造车间MES深度集成互连互通,智能物流系统深层次植入产线执行层级,打通信息孤岛现状,实现装配效率、质量、一次性装配试车合格率显著提高的总体目标。
国内军民用航空发动机需求尚未形成量产,多数型号处在研制定型阶段,涉及核心零部件制造,需经过多次反复装、测(测量)、配(修配)、试的过程,技术成熟度不高。发动机智能化装配技术年底应用是1个全新技术体系的建立过程,需要多个交叉学科专业领域共同发展推动,逐一攻克单项核心技术到应用验证优化迭代,再到成熟稳定,最终形成由点到面深度融合集成的过程,标志着发动机产品从研制阶段迈向稳定量产阶段。由此,发动机智能化装配技术的发展路径应立足当前的生产任务、生产工艺、制造模式、生产环境及建设投入统筹规划,重点突破生产任务面临亟需解决新技术问题的研究,着眼未来在中长期目标指导下,沿着总体规划设计指导技术发展方向,结合实际状况,先从技术突破→验证→优化→应用→纵向横向交叉集成,由易到难,由点到面的实施推进路线。基于总体技术发展体系,明确单元体离散并行式装配和总装串行脉动式装配,辅以智能线内物流协调的总体技术发展路线和生产组织模式,延伸为信息管控技术、智能检测技术、仿真优化技术、智能物流技术、AGV移动技术、智能压装技术、智能拧紧技术等单项技术针对性应用,逐步形成完整的航空发动机智能化装配集成系统,以实现智能化装配技术的多维度交叉集成应用,从而真正地实现航空发动机智能化装配的目标。
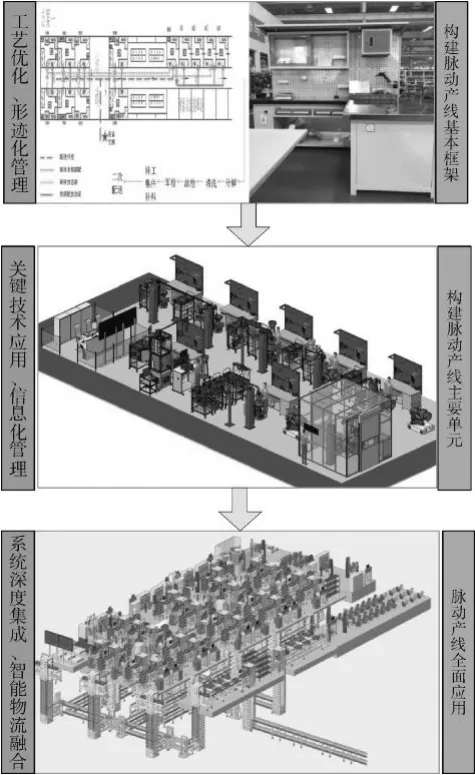
图3 南方公司智能化装配总体发展规划路径
4 智能化装配技术发展体系
智能化装配技术包括计算机软件技术、传感器技术等,采用传感系统获取制造系统的实时运行状态信息和数据,通过高速网络实现数据和信息的实时传输、存储和分析,从而提高发动机装配效率和质量。利用智能化装配技术从根源上改变现状,从而提升发动机整体制造水平。航空发动机装配工艺流程如图1所示,发动机部装与总装混合装配新模式如图2所示。从图中可见,发动机装配工艺链长,单元体部件装配呈离散性并行分布,物料配送系统深入单元体组件装配、单元体部装与总装、总装各站位之间的全部装配过程。此外,零件制造质量问题、装配、检测等人员多维度交叉作业现象严重,因此信息数据传递实时性、对装配现场出现问题的快速响应性和物料配送的精准性,都对装配效率的提升至关重要。结合智能化装配技术,通过均衡单元体部件装配与总装装配的生产节拍,利用数字化仿真优化技术,采取单元体离散式并行装配、总装脉动串行装配、辅以智能线内物流协调的“多对一或多对多”混合装配新模式,重点突破装配车间信息管控、物料标识识别、齐套及精准配送等关键技术,实现装配过程的实物流、数据流管理,应用到发动机装配全过程,实现物料库房到装配产线的线外物流、线内物流和智能工艺装备信息数据的深度融合,实时掌握人、机、料、法、环等资源动态管理,改变传统的推动式生产为拉动式生产,解除中国航空发动装配现状的窘境。
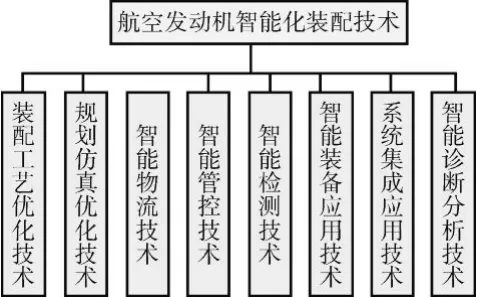
图4 航空发动机智能装配技术体系
4.1 装配工艺优化技术
(3)装配模式受习惯性束缚,改变困难,效率低。航空发动机装配习惯于传统的生产组织形式、生产流程和工装工具。工艺规范体系不系统、不配套、不统一[11],涉及人员频繁离线、清洗、标印、领物料、寻找工具、工装等。以可视化和信息化为代表的新技术运用,与传统生产工艺设备不配套、不融合,资源数据信息不完整、更新不及时,人机交互不友好,极大地影响工作效率,与生产人员绩效考核指标抵触,使生产组织模式变革的阻力加大。
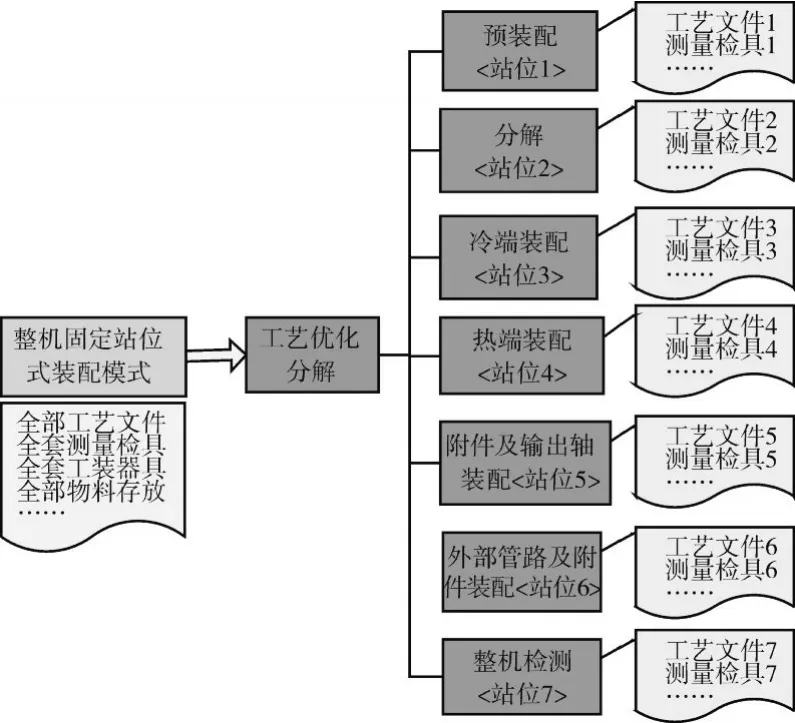
图5 装配工艺优化路线
4.2 规划仿真优化技术
针对发动机装配产能需求,根据生产线建设条件,基于数字化环境下对单元体和总装产线的相关工装、设备、物流系统等进行布局建模,根据装配工艺流程虚拟动态模拟产品的生产制造流程仿真,评估并及时发现单机或混线生产中制约产线平衡的瓶颈因素、装配工艺可行性、装配操作人机工程可达性等仿真,从而制定出前瞻性的决策和优化实施方案,使产线产能布局最优、效率最高,减少产线硬件成本投入和缩短建设周期,降低产线构建的风险。装配生产线仿真系统结构如图6所示。主要技术研究重点:(1)装配过程生产线产能仿真与优化技术;(2)装配过程生产线物流仿真与优化技术;(3)基于虚拟与现实数据采集分析与仿真优化技术。
由于镍基复合管道属于异种材料的热轧钢,镍材料的熔点温度较碳钢要低、散热能力较碳钢要差、线膨胀系数较碳钢要大等因素,造成焊接过程中镍基材料与碳钢层相熔合时熔敷深度较浅,易出现层间未熔合和侧壁未熔合,所以每层的焊缝厚度以不超过焊条直径的1.0~1.5倍为宜,在坡口两侧边角增加停留时间,以使镍材料能够良好的与碳钢基层相熔合。
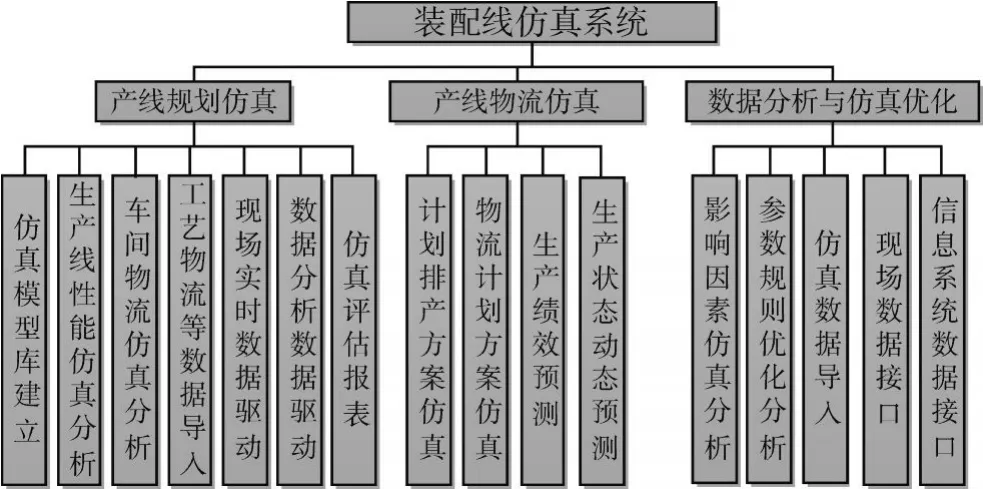
图6 规划仿真系统结构
4.3 智能物流技术
(4)装配物料信息交互实时性差,配送环节不畅通。航空发动机结构包括数千或上万个零件以及由这些零件组成的组件、部件、单元体和系统附件及成品件。其中存在装配执行过程中的零部件信息标识、识别管理、质量追溯困难等问题。物料信息采用人工传递,实时性差,物料配送效率不高,对于装配现场出现的质量问题,配送料响应性慢等问题普遍存在,严重影响整体交付周期。
传统的航空发动机装配以单元体和总装装配工位制为建设对象,装配作业以手工作业为主,产品定制化程度高,工艺结构复杂,装配数据要求交互实时性强,因制造质量问题,随机出现原有发动机的装配计划[13]被打乱,是典型的多品种、单件、项目型(按订单生产)生产模式,难以形成固定的流程化装配。研究面向智能制造一体化管控技术解决方案,建立包括物料管理、生产管理、质量管理、维修维护管理、人员管理、设备管理、资产管理、统计分析、追溯管理、电子履历管理、复杂权限体系控制等强大功能管理平台,具备可定制的柔性配置能力,具有较强的稳定性、安全性和扩展性。主要技术研究重点:(1)装配生产任务实时监控与智能调度;(2)单机装配全流程作业管控技术;(3)装配制造资源的动态管控与冲突消解技术;(4)基于多约束条件下智能排产技术。
4.4 智能管控技术
管理费用主要是农民用水者协会为组织和管理末级渠系农田灌溉所发生的各项费用,主要包括办公费、会议费、通信补助费、交通补助费及管理人员合理的误工补贴等。桃花山镇用水者协会和调关镇用水者协会于2013年组建,东升镇用水者协会于2012年组建。桃花山镇、调关镇用水者协会的管理费主要参考当地同类规模的农民用水者协会的支出水平进行确定;东升镇用水者协会管理费参考2012年的实际支出情况进行确定。经综合分析,农民用水者协会管理费每人(管理人员)每年2万元,则桃花山镇、调关镇和东升镇农民用水者协会的管理费均为4万元。
4.5 智能检测技术
在发动机装配过程中,如叶尖间隙测量、装配深度尺寸测量,管路装配检查等,使用的检具形式主要采用机械式检具,以手工测量肉眼读取完成,测量结果由检验人员手工记录,而对发动机外部装配如管路装配、保险丝等,检查往往依靠人工目测,检查手段简单且评判标准难以统一,在实际执行过程中发动机外部错(漏)装、错(漏)保、磕碰划伤及管路间隙不合格等外观质量问题频发。主要技术研究重点:(1)在线数字化测量和分析技术;(2)基于人工智能外部装配质量智能检测技术如图7所示,对装配管路、保险丝等按要求进行检查;(3)单元体自动对中检测技术。
图书浩如烟海,读者面临选择之困。《全国新书目》杂志携手全国出版单位,从海量的新书中精心挑选,向读者推荐出版人眼中的2018中国好书。
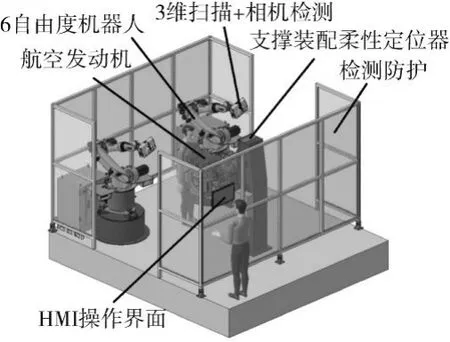
图7 基于人工智能外部装配质量智能检测
4.6 智能装备应用技术
发动机装配存在大量对接装配,需采用螺栓连接、大过盈量的轴孔配合等,对拧紧力矩、压装力和位置具有精确控制要求。航空发动机的装配操作步骤多、结构复杂[14],作业交叉现象严重,传统装配托架无法满足现有发动机多方位、多角度的装配需求;对于传统总装脉动装配需要用行车吊运方式在1个工位装配完成后,到下1个工位继续装配,无法满足脉动生产的节拍需求;对于动力涡轮类相对质量较大零部件的安装,操作人员难以用托举来完成对其进行位姿调整和对接,使之易发生磕碰,损伤产品的风险较高等。针对上述情况,结合发动机结构特点定制化开发智能装备与智能管控系统集成,实现装配过程质量数据的自动采集、分析、决策和追溯。通过智能化装配应用,提高发动机的装配质量和稳定性。当前主要技术研究重点:(1)航空发动机装配紧固件智能拧紧技术;(2)关重件精密配合力位控制精准压装技术;(3)发动机装配支撑多自由度柔性定位技术;(4)基于AGV移载脉动装配输送对接技术;(5)外部管路AR辅助装配技术;(6)人机协作辅助装配技术;(7)基于机器人自动化涂胶技术;(8)基于水平悬挂式脉动装配输送系统。
人们也许对普里尼-蒙哈榭和夏沙尼-蒙哈榭的白葡萄酒更为崇拜,但我却对圣多班的白葡萄酒情有独钟。它的地理位置相当独特,坐落在Mont Rachet和Montagne du Ban形成的山谷中间,山谷出口处的北部是普里尼-蒙哈榭,南部是夏沙尼-蒙哈榭,自然形成了一个三足鼎立的形态。拥有165公顷葡萄园的圣多班村酿造大约70%的白葡萄酒和30%的红葡萄酒。我更加喜欢这里的白葡萄酒,杰出的圣多班白葡萄酒带有迷人的花香;较高的海拔让这里的酒有着鲜明的新鲜酸度,并不肥美,最叫人喜欢的是它们极其出色的矿物般质感,以及无比优雅的酒体。
4.7 多样化系统集成应用技术
发动机装配线控制是由各种特定应用功能的子系统按照一定装配工艺流程进给组合布局,如图8所示。利用计算机网络技术,开发子系统间统一接口、通讯方式和配置相应的软硬件,使智能管控系统能够统一协调管理,与企业层ERPPDMWMS系统通讯,快速获取生产订单、资源数据,与现场设备通讯获取设备状态、制造质量数据,实现各系统间数据采集分析、存储和交互共享。主要技术研究重点:(1)多系统集成数据快速采集交互技术;(2)面向多平台化、多样化系统通讯技术。
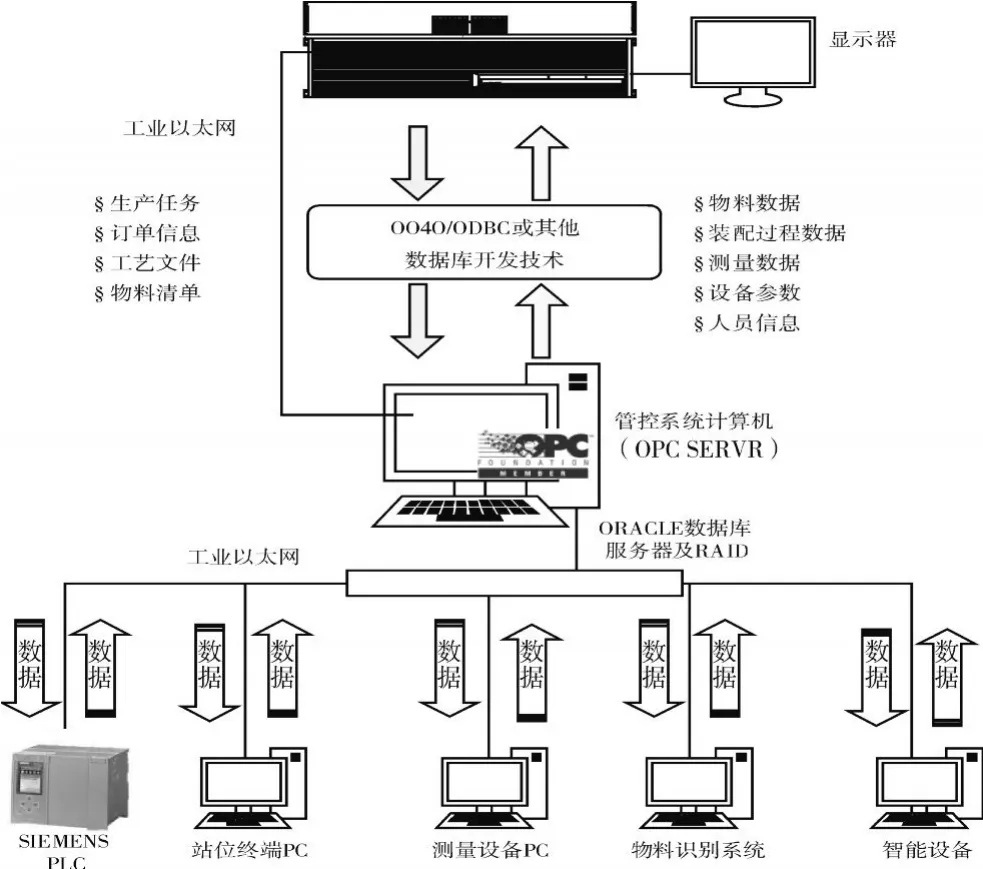
图8 多样化系统集成
4.8 故障智能诊断分析技术
发动机的试验故障种类和故障模式复杂繁多,通过采集发动机装配、试车、排故和修理机型的大量检测数据,构建在线采集、实时诊断的航空发动机智能专家系统[15]。对故障类型和发生概率进行统计分析,形成直接或间接影响装配质量、性能和强度的评价指标。分析发动机故障模式,进而从不同结构评判故障的发生率,正确预防、处置和指导装配过程中质量控制问题。主要技术研究重点:(1)航空发动机故障模式分析及基于知识专家库系统;(2)发动机故障智能诊断方法技术。
5 结束语
本文以国内航空发动机装配技术现状为背景,深入分析了发动机装配技术发展所面临的机遇和挑战,结合国内发动机的生产组织管理特点,提出了应用装配新技术、新模式的发展思路和总体规划实施路径。从远期发展来看,系统性地归纳和总结每个生产装配环节涉及智能装配关键技术的应用,构建航空发动机智能装配技术体系总体框架,为即将量产机型或新机研制装配生产提供新技术、新方法,加强中国发动机制造装配技术中的薄弱环节,为不久的将来能够制造出具有竞争力的国产航空发动机高端装备提供借鉴。
