轧辊表面耐磨堆焊工艺技术研究
2020-06-11高雨雨
高雨雨

摘 要:对于因磨损、腐蚀等原因而失效的设备而言,为了提高其表面耐磨性,以满足实际工况,延长其使用寿命,降低制造成本,应用堆焊技术是行之有效的修复方法之一。探讨了榨糖机轧辊的表面修复工艺研究,为工件表面工程和再制造工程提供一种技术手段。
关键词:焊接;焊接变形;修复;堆焊;磨损
中图分类号:TG455文献标识码:A
doi:10.14031/j.cnki.njwx.2020.06.029
1 研究背景
堆焊是指将具有一定使用性能的合金材料借助一定的热源手段熔覆于母材表面,使母材达到某种特殊使用性能或使工件恢复至原有形状尺寸的工艺方法,是工件表面工程和再制造工程的重要技术手段。
本文探讨的轧辊表面修复,是用弧焊在轧辊表面堆焊具有一定性能材料的工艺过程,以保证堆焊修复后的轧辊具有很好的高温耐磨性和较高的冲击韧性。
2 研究方案
2.1 材料选择
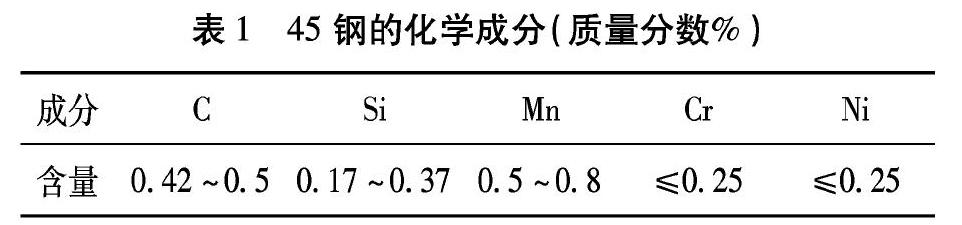
轧辊材质为45钢,其化学成分和力学性能指标分别如表1、表2所示。该材料综合力学性能较好,具有较高的强度和硬度。但由于其含C量较高,因此焊接难度较大,如处理不当,很容易产生气孔、夹渣、裂纹等缺陷。
根据焊接材料成本以及现场实际工况,采用伊萨公司生产的OK Autrud 13.91焊丝,保护气体采用Ar 80%+CO2 20%的混合气体。焊前无需预热,焊后也不需对工件进行热处理,在缓冷条件下即可提高工件的耐磨性,并且保证在焊接过程中不出现焊接裂纹等缺陷。
2.2 工艺研究
2.2.1 焊前加工
轧辊修复前因多次反复使用,在轧辊受力表面形成疲劳层,为了防止堆焊层剥落,堆焊前须将工件表面车削加工,并留出加工余量;清除工件待修复部位上的铁锈、油污等。
2.2.2 焊接参数
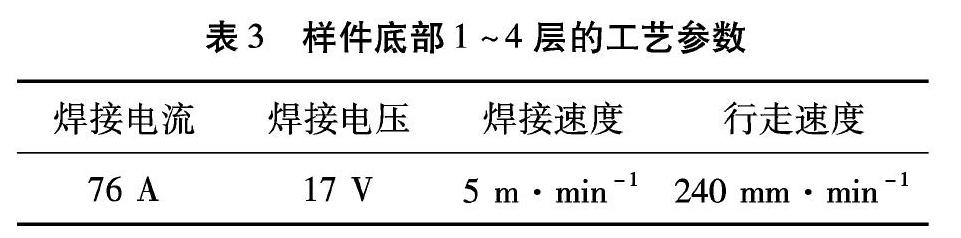
采用一脉一滴的过渡方式,实现对熔滴过渡的有效控制,堆焊时,选择焊缝层宽w=3 mm、层厚h=3 mm;根据焊接成型特点,实时调整参数如表3、表4、表5所示,实现工艺优化配置。
2.2.3 焊后加工
(1)粗车。堆焊完成后,对其进行粗车加工;(2)精车。粗车完成后,按照图纸要求,使用数控机床对其进行精车加工处理,以满足设备工件要求。
3 结论
经检验,堆焊修复后的工件外观无焊接缺陷,其化学成分及力学使用性能均满足图纸要求;使用堆焊再制造技术,提高了工件使用寿命,降低材料成本,有效增加企业的经济效益。
参考文献:
[1] 崔占全,王昆林,吳润.金属学与热处理[M].北京:北京大学出版社,2010.
[2] 邢勇,薛春霞.金属熔焊原理[M].北京:化学工业出版社,2015.
