3DE平台船体零件智能编码技术的应用
2020-06-11李渊陈明涛苗欣
李渊 陈明涛 苗欣
(广船国际技术中心、公司办公室)
0 前言
船体零件编码是船体生产设计中一个重要的环节。编码数据应用于船体设计、生产、管理整个过程。利用集成化,智能化的编码技术,在设计环节中可以节约设计时间成本,提高设计管理效率;在生产环节中,可以加速零件及编码在整个制造过程中高效流通及利用,提高车间智能管控水平。对于建立智能车间,发展智能制造有很大的优势。
船体零件存在几个典型的特点:单件小批量、中间产品种类非标件数量多、物理尺寸差异大、作业加工环境相对复杂,对信息的集成应用有更高难度,加大了智能化的生产设计应用的难度。这些对智能编码技术应用提出了更高的标准及要求。
目前,船体生产设计环节中,分段零件的编码一般是在分段模型完善后进行。部分熟练的设计人员可以在建立模型时并行编码。编码方法一般是设计人员对照编码规则人工编码,在模型文件里面通过输入控制语句,手动编辑。在此编辑模式下,船体模型信息和编码信息存放在一起,编码数据采集时不能快速的集成利用,人工干预较多。编码过程中就会不可预防地出现文字输入错误,输入位置错误,或者重复输入等典型问题,导致编码过程的不顺利。编码完成后设计校对人员需要花费相当的时间和精力去进行检查。对于缩短船体生产设计周期,提高生产设计效率不利。
本文介绍一种基于CATIA 三维建模平台的高效智能编码技术,在原有编码技术规则的基础上,对其进行一种智能化升级,主要帮助设计人员提高快速准确编码效率,帮助提升设计信息集成与控制水平,并为船体设计管理、智能理料、车间智能管控、中间产品装配等关键造船环节提供有价值的依据及参考,推动造船高质量发展。
1 智能编码方法
本文介绍的基于CATIA 三维建模平台的智能编码技术,主要是通过对CATIA 平台进行二次开发,利用算法程序进行自动化编码。不同于目前的手动编码方法,需要设计人员分析计算。智能编码技术预先定制好编码规则规范,利用算法的高效计算能力,逻辑分析能力,对分段模型信息进行初始化整理及编程,自动编码好船体零件编码。其中只需要设计人员少量手动选取板架,便可得到准确的编码结果。
智能编码技术应用在生产设计时,需要经过三个基本操作过程。第一步,选取分段进行模型初始化工作,提取模型信息;第二步,按照预先制定的船体编码原则,分别对分段中组、小组、先行小组、散件进行自动化编码工作;第三步,输出装配树结果,编码完成。应用过程简单快捷,容易被设计人员掌握。
1.1 编码规则及特点
首先,为提高智能编码方法的实用性,加强与现有编码技术的对比。编码规则、编码命名方法基本参照公司现行船体构件编码标准及船体装配工艺规程。
例如:分段编码按层级依次包括:中组编码,小组编码,先行小组编码,单个零件编码,散件编码。中组编码按字母表顺序依次编码为:A,B,C,……;小组编码按重心所在船体坐标系的位置编码,优先选用船体坐标系值,其次坐标绝对值:X向编码 FXXA、FAXXA、FFXXA;Y 向 LXXA、YXXA;Z 向DXXA、ZXXA;对带筋肘板先行组件特定编码为YBX,对T 排先行组件特定编码为TX,补板特定编码为C;肘板编码为B 等。
其次,程序对零件编码的自动命名,是依照零件类型来识别。
例如:零件类型为Deck Webplate,程序识别其为甲板类型,对其编码为W;程序进一步自动分析,提取到甲板上型材类型为Deck stiffener,规格为BPXX,识别其为球扁钢类型,对其编码为BP。识别组件时,程序分析模型信息中此型材依附于甲板建立,则计算零件属于同一组件,编码为组件A。
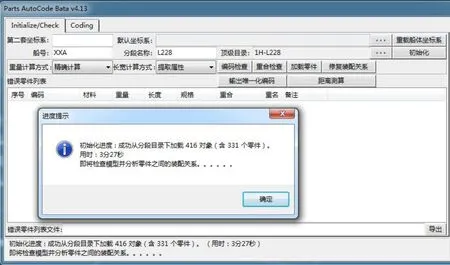
图1 分段初始化示意图
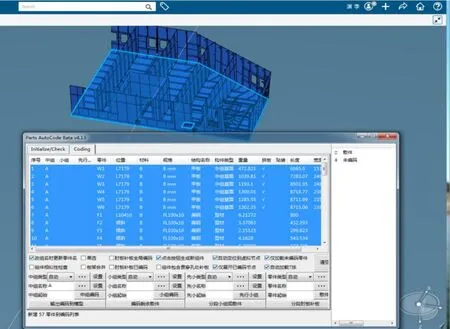
图2 中组编码示意图
再次,在智能编码技术的应用过程中,为提高编码智能化程度,有效利用算法高效准确性能,为算法设置了几项典型的智能决策;
(1)编码命名的算法实现过程中,自动根据程序预置好船体编码命名规则,装配工艺规程等,对零件进行识别;
(2)一键编码功能。对单个组件和对剩余散件可以一键编码完成。设计人员选取组件时,程序会自动计算此组件是否含有下级组件,有则自动对多级组件进行编码。对散件编码时,应用专门的命令可以实现一次对所有散件编码,无需人工干预;
(3)自动计算已编码好的零件名称,实现零件的正确连续命名;
(4)设置有已编码好的零件不再编码的功能,避免对零件重复编码。
1.2 编码示例及分析
以某型船L228 甲板分段为例。打开分段模型和编码程序。
(1)初始化分段模型。选取存放L228 分段的节点,点击初始化命令,程序开始自动分析,读取分段模型信息,并进行模型初步检查。L228 分段模型含有331 个零件,初始化完成用时3 分27 秒。见图1。
(2)中组编码。应用中组编码命令,选中模型中甲板板架,即一键完成甲板中组A 编码,程序秒级反应。编码完成后结果显示:甲板中组编码为A,甲板拼板板编码为A-W1、A-W2……,甲板上扁铁编码为A-F1、A-F2……,甲板上球扁钢编码为A-BP1、A-BP2……,甲板中组带的小组件编码有A-F231A,包含零件A-F231A-W0,A-F231A-T1。中编码结果见图2、图3。
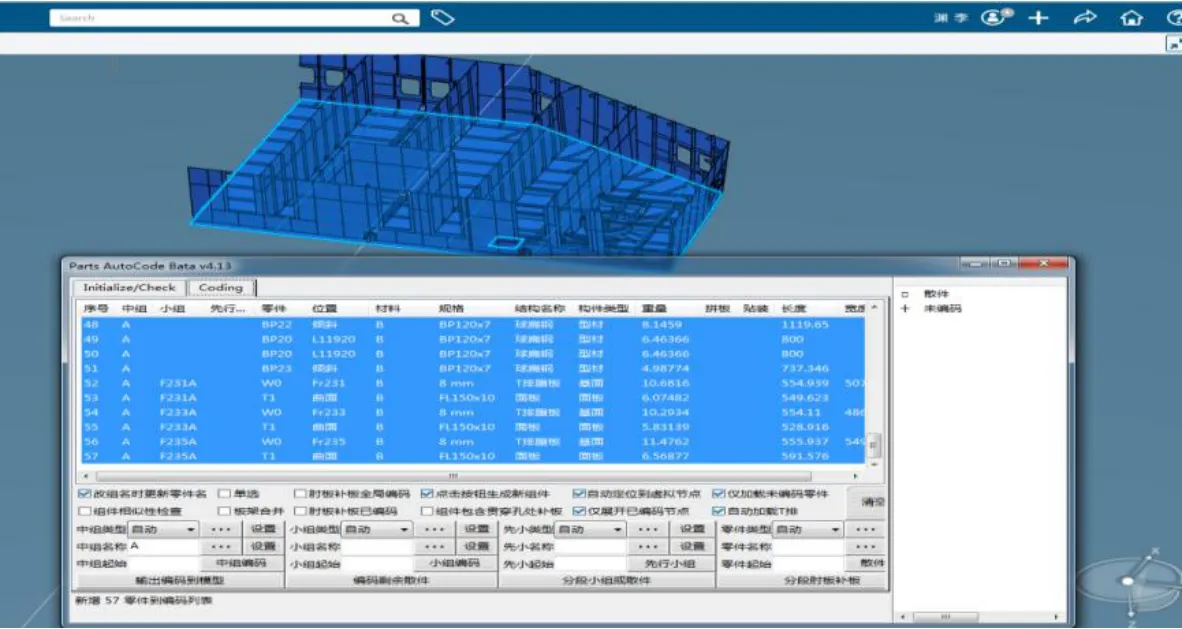
图3 中组编码示意图
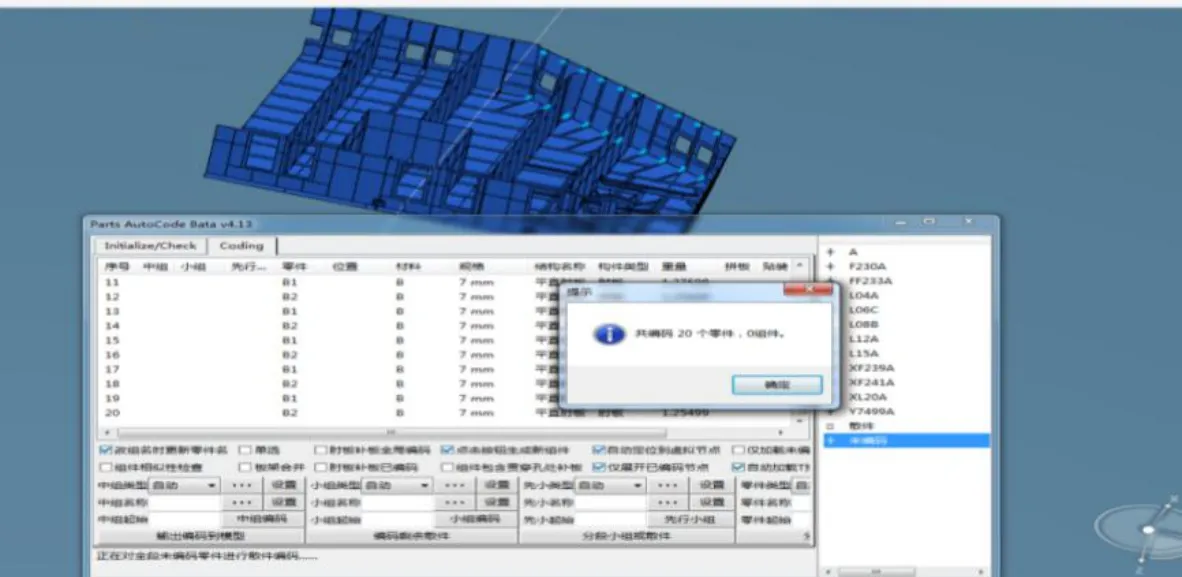
图4 剩余散件编码示意图

图5 分段编码结果示意图
(3)小组,先行小组编码。小组,先行小组编码和中组编码同样操作。一般分段的组件多,为避免重复操作,提高效率,程序设置有组件连续编码命令。连续点选多个组件板架,可以输出对应的多个组件编码结果。
(4)剩余散件编码。船体分段散件多,方位比较分散,在模型中一一选取比较复杂费时。为提高对散件编码的效率,程序直接设置有对剩余散件一键编码的功能。
应用剩余散件编码命令,L228 分段中剩余的20个分段散件被编码为C1、C2……,B1、B2……。见图4。
(5)编码完成后,应用输出编码到模型命令,可以得到装配树状的分段编码结果。L228 分段包含有A 中组,L04A,L06C 等小组。见图5。在编码结果中查看下一级编码可以对各级节点进行展开。
(6)结果分析。L228 分段有331 个零件,初始化用时3 分27 秒。对零件编码用时不到两分钟。程序操作简洁,人工干预次数极少,仅需少数几次应用程序命令,点选模型板架。对比目前利用AM软件进行编码,基于CATIA 建模平台开发的智能编码算法,无编码重复,编码不正确等问题出现,效率极高,在正确性和时间效率方面有极大的提升。
2 结束语
本文介绍的编码算法程序及示例均是在CATIA建模平台上进行,其已广泛应用在实船测试中。根据示例结果,其对比应用AM 编码方法而言,有其优越性。对目前船厂应用AM 编码方法有很大的借鉴和参考作用。当然,随着造船新技术,新工艺,新算法的不断应用,智能编码技术可以在利用更先进的编码规则,更高效的算法等方面不断改进。
总而言之,在船体的生产设计环节中,应用智能编码技术,可以有效地提高设计工作效率。而且智能编码方法,有信息高度集成,数据流通迅速,易于信息管控等一系列优点,为船舶智能制造技术的应用,造船企业管理精细化和信息集成化发展,建立先进水平的智能单元、智能生产线和智能化车间打下基础。
