国产双道打捆机在棒材生产线的应用实践
2020-06-11边志刚
边志刚
(河钢集团宣钢公司, 河北 张家口 075100)
1 棒材生产线概述
河钢集团宣钢公司棒材生产作业系统为意大利达涅利公司负责工艺技术设计的生产线,全线设备由达涅利中国公司负责,加热炉为中冶南威仕炉工业公司总承包,工厂设计由中冶京诚负责。该生产线设计生产直径为Φ12 mm~Φ50 mm 的带肋钢筋,现产品规格为 Φ14 mm 三切,Φ20 mm 和 Φ22 mm 两切,Φ25 mm、Φ36 mm 和 Φ40 mm 单线,年产量 120万t,原料采用165 mm165 mm12 000 mm 方坯。打捆机[1-3]是轧钢生产的关键设备,直接关系包装质量,原有精整收集采用进口桑德斯打捆机,在生产中遇到了一系列的问题,为此进行国产化打捆机应用,取得了良好的效果。
2 棒材生产线背景
随着集港外发产品和产品倒运次数的增加,单道次包装容易在运输过程中出现散捆的情况,造成装卸难度增加,影响物流顺畅和产品质量。
采用双道双结打捆一是双道间距不易控制而过大,无法在起吊时同时挂两股盘条,没有双道包装的吊装效果;二是打捆动作周期长,影响生产节奏;三是打完第一道再打第二道时,扭结头易卡阻造成设备故障停机,影响作业率。
而国内自主设计制造的打捆机成功应用于轧钢生产线,技术设计水平和设备制造精度逐步改进提高,设备故障率低、投资费用少、单双道打捆切换等方面明显优于进口打捆机。
在宣钢公司棒材生产作业系统进行国产双道打捆机的应用改造,实现螺纹钢成品双道单结打捆,可有效解决集港和倒运过程中发生的散捆情况。
3 打捆机工艺设备设计
棒材生产作业系统现成品收集有2 条链带,一条主链B 链采取冷剪编组剪切,链带整把结钢,两把钢为一捆的收集模式,收集量占产量比例的70%;另一条副链收集冷剪剪切第一把和不够编组支数的最后一把,同时处理收集过程中存在问题需返链处理的成品材。
该车间螺纹钢成品包装原设计由4 台桑德斯进口打捆机完成,A、B 链带各2 台,采用 Φ7.0 mm Q195 或 Q235 盘条打捆,以 12 m 定尺为例,6 道次包装打捆机需动作三次方可完成,且均为单道打捆模式。
在主链B 链出口侧增上5 台国产双道打捆机,原B 区2 台桑德斯打捆机移位到A 区,同时在A 区新增1 台国产双道打捆机,A 区形成4 台桑德斯和1 台国产双道的5 台配置模式。打捆机现场布置方式如图1 所示。
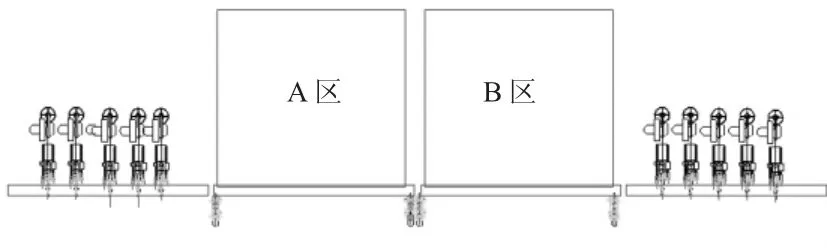
图1 打捆机布置示意图
A、B 链带两侧各配置5 台打捆机,生产收集过程中要实现撞齐、抱紧、打捆、辊道输送自动操作,改造后打捆机自动控制系统与现有链带收集系统实现对接。
国产双道打捆机的易消耗零部件与原桑德斯打捆机实现互换,设备基础共用。
合理布置打捆机间距,满足9m、12m 不同定尺的自动包装要求。
4 打捆机改造应用实践
打捆机打捆动作时,需先采用夹紧装置抱紧成型,夹紧装置成型效果是影响包装质量的决定性因素之一。在线新增6 台国产双道和原有4 台进口桑德斯打捆机均各配一套夹紧装置,根据轧制规格捆径大小,合理设计夹紧装置抱臂弧度、打开闭合尺寸。
新增和移位改造的打捆机区域辊道配套进行设更新,原输送辊道的辊子、立板和立辊等由于磨损已无法保证钢材正常输送,尤其轧制Φ14 mm 小规格经常出现顶撞、挂弯的情况,既影响生产节奏又无法保证包装质量。更新设计的辊道减少盖板衔接处的缝隙、缩短打捆机和夹紧装置安装位置的底板间距,立板设计成“V”型,减少打捆输送过程中的顶撞点。
打捆机进出口两端各安装可伸缩固定挡板,负责对钢材进行头尾撞齐,挡板立柱与挡板接触位置设计减震,减缓钢材撞击时对立柱和基础的冲击力。
撞齐挡板、输送辊道、夹紧装置的控制与打捆机动作实现全自动,与链带下料控制系统对接,投入自动模式实现下料、撞齐、夹紧、打捆、辊道输送全自动。
打捆机设备主要技术参数:
1)打捆线。直径 Φ6.0 mm~Φ8.0 mm 的 Q235 光圆线材盘卷。
2)线道系统。直径Φ800 mm
3)打捆周期。既从棒材成品捆到达打捆位置停下,至完成该道次打捆动作棒材成品捆可以移动的时间。单道次绕线约8 s,双道次绕线约12 s。
4)液压油。流量需求:100 L/min/台;工作压力:10~12 MPa。
打捆机所用打捆线通过带配重的线架后送入打捆机穿线孔,带配重的线架在打捆线穿线时可对线进行调直,减轻打捆线弯曲、缠绕对线道的冲击损坏,有效保护打捆机设备的稳定运行。打捆机设备示意图如图2 所示。
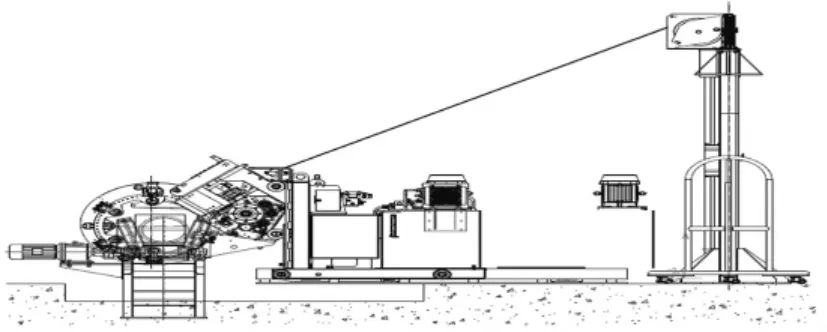
图2 打捆机设备示意图
5 打捆机系统存在问题和改进措施
1)针对系统打捆机线道歪的问题,通过加强操作,发现穿线卡阻及时复位恢复,防止单双线道切换时不到位卡阻。
2)针对切块和扭结组件崩坏的问题,通过合理调整间隙,根据磨损情况及时进行部件更换,现在基本控制到每月更换一套组件和切块,满足了生产需求。
3)针对翻板漏油的问题,通过控制翻板油缸质量,定期点检、周期性更换,解决了翻板漏油的问题。
6 应用效果
通过国产双道打捆机设备的应用,实现双道单结的双道打捆,有效解决了双道集港包装产品的包装质量问题,同时轧制集港包装产品时不再影响生产节奏,运行半年来现已生产双道包装产品9.2 万t。国产双道打捆机在整体设备造价及零部件更换维护方面较进口打捆机均有很大优势,投资低、工期短、见效快,有利于各大轧钢生产线推广应用。
