基于单机架可逆轧机的减量化轧制工艺探索
2020-06-11殷磊
殷 磊
(莱芜钢铁集团银山型钢有限公司板带厂, 山东 莱芜 271104)
冷轧减量化轧制工艺开发,主要是通过原料规格的适当减薄,在保证冷轧产品性能的基础上,减少压下率,实现三道次轧制替代五道次轧制,提升生产效率的同时,降低冷轧电耗。
1 减量化轧制区间范围
为了摸清减量化轧制原料及产品区间范围,同时保证产品性能符合标准要求,以3.0 热轧板为原料,分别对1 260 mm 坯料和1 010 mm 坯料进行了工业实验。
1.1 3.0 mm×1 260 mm 坯料减量化轧制实验
3.0 mm×1 260 mm 坯料减量化轧制实验参数和性能指标见表1 和表2。

表1 3.0×1 260 mm 轧制0.9×1 260 mm减量化轧制参数表

表2 3.0 mm×1 260 mm 坯料减量化轧制产品性能指标
从表1 可以看出,3.0 mm×1 260 mm 原料可以3道次生产0.9 mm×1 260 mm,从生产轧制力以及负荷扭矩看,3 道次轧制0.9 mm 规格,轧制力偏大,需要工艺条件理想,不建议继续下探3 道次轧制更薄,0.9 mm 为3 道次轧制下限。从表2 可以看出,物理检验性能看,均满足企业内控标准。
1.2 3.0 mm×1 010 mm 坯料减量化轧制实验
3.0 mm×1 010 mm 坯料减量化轧制实验参数和性能指标见表3 和表4。

表3 3.0 mm×1 010 mm 轧制1.1 mm×1 010 mm减量化轧制参数表

表4 3.0 mm×1 010 mm 坯料减量化轧制产品性能指标
由表3 和表4 可以看出,3.0 mm×1 010 mm 可3道次轧制1.1 mm×1 010 mm,从生产跟踪看,轧制较轻松,3.0 mm×1 010 mm 可3 道次稳定生产0.9~1.1 mm。产品性能满足企业内控标准。
1.3 减量化轧制区间范围确定
由1 260 mm 与1 010 mm 两次减量化实验工艺参数与产品性能可以看出,3.0 mm 坯料可稳定生产0.9~1.1 mm 范围内冷轧板,根据实验中头尾横折纹的情况,确定压下率不能突破60%,即不可生产1.2 mm 以上规格。即3.0 mm 坯料减量化轧制规格范围为0.9~1.2 mm。
考虑到0.9 mm 以下坯料板形控制难度大,减量化轧制工艺开发规格下限设定为0.9 mm,按照60%~65%压下率计算,减量化轧制原料与产品规格对应表见表5。
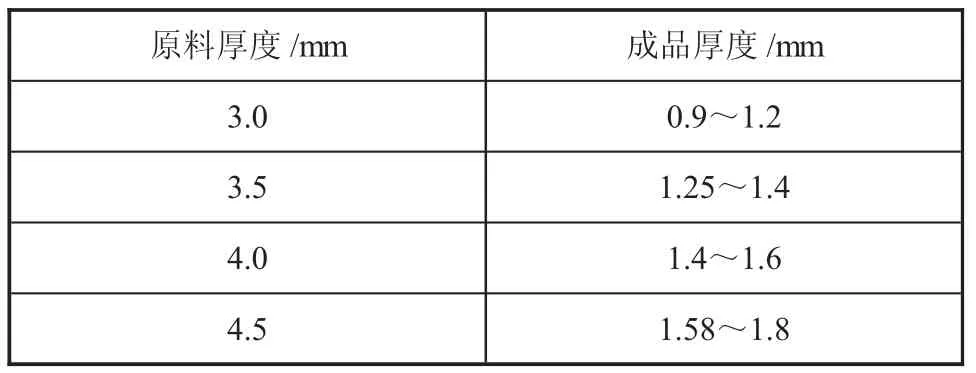
表5 减量化轧制原料与成品对应表
由图1 和图2 可以看出,减量化三道次轧制产品与正常五道次轧制产品金相相同,均为铁素体+游离渗碳体,减量化轧制后产品组织结构无明显变化,完全符合要求。

图1 五道次轧制产品金相图
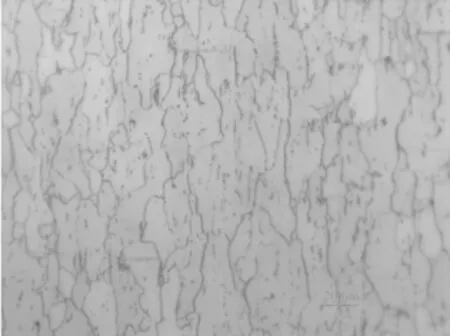
图2 减量化三道次轧制产品金相图
3 结语
通过现场工艺试验对比,找到了减量化轧制工艺区间范围,总结出了原料与产品的对应关系表,实现了在保证冷轧产品性能的基础上,降低电耗等生产成本,提升生产效率,对提升单机架可逆轧机产品的市场竞争力指明了方向。