IF 钢浇铸过程浸入式水口结瘤的治理研究
2020-06-11闫文涛
闫文涛, 李 勤
(首钢京唐钢铁联合有限责任公司炼钢作业部, 河北 唐山 063200)
浸入式水口是连铸生产中最关键的功能耐火材料之一,目前广泛使用的是铝炭质和铝锆炭质复合水口,基本上能够满足连铸技术的要求。但在浇铸铝镇静钢和含钛及稀有元素钢种时,在水口内壁部位易产生Al2O3的附着,严重影响和限制了连铸生产的效率和质量。国内外对浸入式水口附着堵塞问题进行了广泛的研究。由于水口结瘤是一个多方面因素交叉综合影响的结果,现有的论文均是针对某一个方向进行深入分析而忽略了整体,所以对此问题问题的治理均没有取得较好的结果,所以将各方面的影响因素进行综合分析,从而区分影响因素的主次轻重,再针对性采取措施就成了当下的研究方向。某钢厂就实际生产中遇到的问题,通过研究水口结瘤的机理,制定相应的治理办法,较好的控制了水口结瘤率。
1 Al2O3-C 质水口堵塞物分析
Al2O3-C 质浸入式水口在浇铸超低碳(w([C])≤0.01%)铝镇静钢时,水口附着物的显微结构基本由脱碳层、网状Al2O3致密层、堆积状Al2O3疏松层组成[1]。
1.1 脱碳层
对某钢厂发生水口结瘤换下的水口取样,脱碳层各元素进行了EDS 线扫描分析,从图1-1 和图1-2 可以看出,[Si]元素和[Al]元素含量从耐火材料本体层到脱碳层沿黄色箭头指示方向逐渐减少,说明上述脱碳层反应存在,并在水口壁附近钢液形成浓度梯度。

图1 脱碳层元素线扫描分布
1.2 网状Al2O3 致密层
由图2-1 可见靠近水口侧结瘤物形貌为致密状氧化铝层,主要是耐材本身的Al2O3骨架料和钢液中的Al2O3附着水口壁面产生,图中深色颗粒即为氧化铝颗粒间的微细铁粒。网状致密层组织结构呈致密的网络状(图2-2)。

图2 网状Al2O3 致密层
1.3 堆积状Al2O3 疏松层
由图3-1 可见靠近钢液侧为疏松堆积状氧化铝层。该层结构疏松(图3-2),远离水口本体,此层A12O3的沉积主要靠钢水的涡流作用将悬浮在钢液中的氧化铝推至水口壁。
2 IF 钢浸入式水口结瘤治理思路
2.1 钢水洁净度
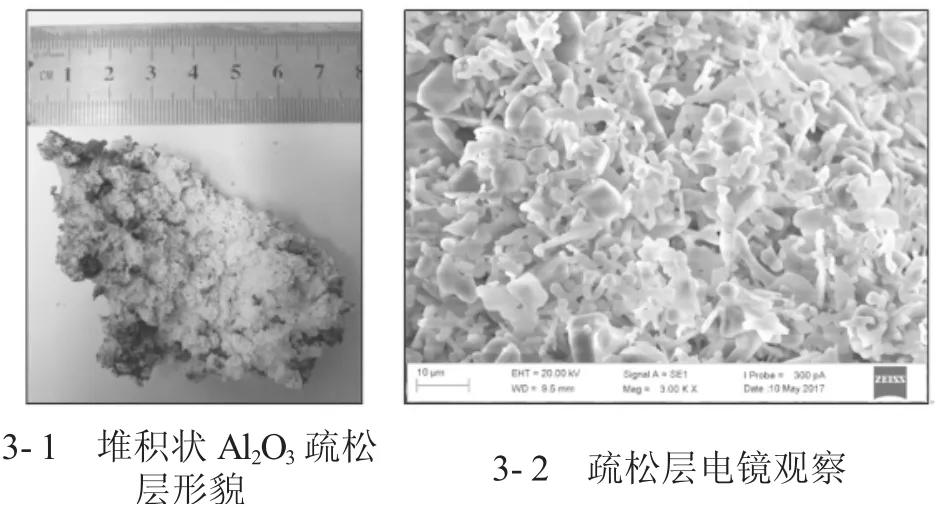
图3 堆积状Al2O3 疏松层
根据相关文献可知,钢包顶渣氧化性控制已经成为进一步改善超低碳钢洁净度的主要思路[2]。
转炉出钢至RH 进站过程,钢中[O]的降低与顶渣TFe 降低呈线性关系。RH 真空处理结束后钢中夹杂物的数量与结束渣TFe 呈线性关系。镇静和浇注过程氧化性顶渣会持续危害钢液洁净度,导致钢液[Als]和[Ti]的损失值增大。顶渣氧化性影响钢液洁净度,进而影响浸入式水口出口的堵塞。
通过对大量发生水口结瘤的炉次进行分析、对比,当IF 钢精炼出站钢包顶渣w(TFe)≤4%时,对钢水洁净度起到明显得净化,有利于降低水口结瘤率。
2.2 精炼RH 真空度
根据钢种工艺参数控制文件的要求,IF 钢在RH 精炼处理过程中起真空度变化范围比较宽泛,真空度范围在200~800 Pa 之间变化,而根据实际的效果来看,当工作真空度处于200~400 Pa 之间时,对应的钢水浇铸平稳,对200~400 Pa、400~600 Pa、600~800 Pa 工作真空度各统计30 个浇次,水口结瘤率对比结果如图4。

图4 RH 真空度与结瘤率的对应关系
2.3 全保护浇注
塞棒、上水口、浸入式水口与上水口接触面之间三个部位的密封氩气在实际生产中有两个方面的作用:密封保护和降低液面波动。根据相关文献[3]可知,大包长水口与钢包下水口连接方式采用台式双密封、环形槽式吹氩的连接方式可以最大限度的做好长水口碗部保护浇注。浇铸过程中控制中间包覆盖剂的加入方式和重量,可以杜绝中间包钢水液面与空气接触。
当氩气流量偏小的时候,无法起到密封保护的总用。经过不断实践,在浇钢过程中,三路氩气总流量保持在20 L/min 可以明显降低水口结瘤率。
2.4 浸入式水口烘烤温度
浸入式水口作为铸机浇铸过程中主要的功能部件,对水口结瘤起到了至关重要的作用,在治理水口结瘤过程中对浸入式水口的安装垂直度、基体材料、烘烤温度、保温层厚度等方面均进行了针对性的分析对比,最终发现,当浸入式水口烘烤温度由1 250 ℃提高至1 400 ℃后,水口结瘤率出现明显的下降,对比效果如图5。
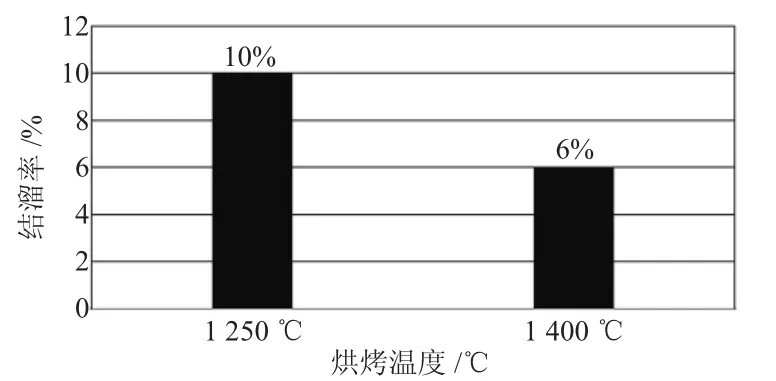
图5 SEN 烘烤温度与结瘤率的关系
2.5 拉速的变化
根据文献可知,在较高拉速下即使较少量的变速,由于结晶器内钢水流动状态受到突发干扰, 也会造成铸坯表层夹杂物含量的显著增加。在较高拉速时应避免对拉速进行变动或采用低的拉速改变速率[4]。
基于这种理论指导,实际生产中控制恒拉速可以有效的降低水口结瘤,目前恒拉速率基本稳定在98%以上。
2.6 浸入式水口结构优化
通过对水口结瘤的攻关[5],发现高拉速浸入式水口采用常规拉速浇注时,水口出口上部存在返流区,不利于水口堵塞控制。
研发设计新型浸入式水口,水口向下出口角度由10°增大到29°,水口底部形状由凸底改为凹底,并将水口出口面积比减小为1.5,出口形状采用椭圆形设计以减小水口出口回流区的比例,减小氧化铝堵塞水口的可能性。
根据水模型实验结果,凹底、大倾角和椭圆形出口水口有利于结晶器液位波动控制。大规模使用椭圆形水口后,超低碳水口结瘤率降幅达50%。
3 IF 钢浸入式水口结瘤治理结果
通过采取以上措施,IF 钢结瘤率最终稳定在1%以内。结瘤率趋势如42 页图6。
4 结论
1)控制转炉出钢过程下渣、精炼处理结束后钢包顶渣w(TFe)≤4%、减少精炼处理过程吹氧升温操作,对钢水洁净度能够有效控制。

图6 IF 钢浸入式水口结瘤率
2)连铸保护浇注氩气总流量提高到20 L/min,能够起到有效抑制水口结瘤作用。
3)使用椭圆形水口,超低碳水口结瘤率降幅达50%。