白土催化合成二聚酸联产油酸工艺研究
2020-06-10汪之禾王菊香陆向红计建炳
汪之禾, 王菊香, 陆向红, 计建炳
(浙江工业大学 化学工程学院, 浙江省生物燃料利用技术研究重点实验室, 石油和化工行业生物柴油技术工程实验室, 浙江 杭州 310014)
1 前 言
二聚酸(fatty acid dimers, DA)是由两个不饱和脂肪酸,通常是油酸(oleic acid, OA)或亚油酸(linoleic aicd, LA)二聚得到的聚合脂肪酸。目前,二聚酸主要用于制备聚酰胺树脂、聚氨酯等材料,此外它还在油墨、涂料、粘合剂、抗磨剂、柔顺剂、抗静电剂的生产中有重要应用。白土廉价易得并且容易和产物分离,加之其独特的晶体结构十分适合催化合成二聚酸,因此被广泛应用于二聚酸的工业化生产中。白土的催化活性主要来自其层间酸性中心:可以接受孤电子对的层间阳离子是白土Lewis酸(L酸)中心,氢离子以及与层间阳离子结合的极化水分子是白土Brønsted酸(B酸)中心[1]。白土催化合成二聚酸机理如图1所示,亚油酸可以在L酸中心作用下和油酸(或亚油酸)通过Diels-Alder反应机理形成二聚酸[2],也可以在B酸中心作用下和油酸(或亚油酸)通过正碳离子机理转化为二聚酸[3-4]。油酸转化为二聚酸通常要经过以下过程:油酸先经过氢转移反应转化为亚油酸,形成的亚油酸再通过Diels-Alder或正碳离子机理和油酸(或亚油酸)反应生成二聚酸[5]。油酸的氢转移过程是速率控制步骤[5],因此油酸的转化速率和亚油酸相比较慢,导致二聚酸产率不高。

图1白土催化合成二聚酸机理Fig.1 Mechanism of dimerization catalyzed by clay
为了提高油酸转化率,近年来研究者尝试了多种方法,但是效果并不显著。赵素英等[6]使用氯化铝改性提高白土酸性并测试了改性白土的催化性能,油酸的转化率为41.7%,仅提高3.3%。碳酸锂、氯化锂可以和白土形成特殊的带电复合物,提高白土和油酸之间的相互作用,进而一定程度上促进油酸转化,但是提升并不明显:在反应体系中加入1% 的碳酸锂,油酸转化率仅提高2%[7]。提高反应温度,延长反应时间对于提高油酸转化率也有一定作用,但是高温和长时间反应促使二聚酸深度聚合产生多聚酸:当反应温度从200提高到260 ℃,反应产物中多聚酸含量从7% 增加到23%;当反应时间从2延长到7 h,多聚酸含量增加了约15%[8]。有报道称在反应体系中引入强碱,如氢氧化钠,可以抑制多聚体的产生,提高二聚反应选择性,但是强碱的加入会破坏白土催化中心,使白土催化活性下降[9-10]。多聚酸会影响二聚酸衍生产品的性能,并且因二聚酸沸点高于600 ℃,高纯度的二聚酸(90%以上)必须通过分子蒸馏得到,增加了二聚酸的生产成本[11]。
另一方面,高纯度的油酸可直接应用于医药、化妆、生物工程等领域,或者通过裂解生产壬酸和壬二酸。油酸常与棕榈酸、硬脂酸、亚油酸、亚麻酸等脂肪酸共存于植物油中,这些脂肪酸分子结构相似,沸点、极性等物理性质相近,精制难度大,特别是油酸与亚油酸之间的分离。市售的油酸基本上是油酸纯度为60% 的混合物,不能满足油酸高值化利用的要求。虽然可以采用尿素包合法分离油酸和亚油酸,但是该法需要使用较多的有机溶剂才能达到理想的分离效果,增加了高纯油酸的生产成本[12]。
论文以富含油酸和亚油酸的大豆油脂肪酸为原料,通过白土催化聚合,控制反应条件,使其中的全部亚油酸和部分油酸转化为二聚酸,在二聚酸深度聚合前停止反应,得到不含或含有少量多聚体的反应产物,该反应产物仅需通过简单的真空蒸馏脱除未反应脂肪酸(单体酸),就能得到高纯度的二聚酸产品。真空蒸馏的馏出液主要是油酸和饱和脂肪酸(饱和脂肪酸的含量与所用原料有关)组成的单体酸混合物,通过冷冻结晶脱除饱和脂肪酸,就能得到油酸纯度较高的油酸产品。本论文从聚合反应和产品分离两方面开展研究,确定聚合反应催化剂、优化聚合反应和分离工艺条件,建立二聚酸联产油酸的工艺。
2 实验材料和方法
2.1 实验材料
实验中作为催化剂使用的白土购自杭州仇山漂白土有限公司。使用碳酸锂作为助催化剂。原料大豆油脂肪酸购自安徽中创生物工程有限公司,其脂肪酸组成(质量分数)为:亚油酸62.6%,油酸31%,亚麻酸4.2%,硬脂酸1.3%,棕榈酸0.9%。配制液相色谱流动相需要乙腈(HPLC grade),异丙醇(HPLC grade)和冰醋酸(AR),气相分析甲酯化处理过程需要甲醇(AR),正庚烷(AR)和氯化钠(AR)。
实验所用白土的X射线粉末衍射(XRD)结果见图2,根据Braggs公式λ = 2dsinθ (λ = 1.541 Å)计算层间距d(001),即白土层间距。实验通过X射线荧光光谱(XRF)测定白土的化学组成,通过差重法测定白土的含水量,依据国标GB25571-2011测定白土的pH,通过正丁胺滴定法[13]测定白土的酸强度及相应的酸量,各项测定结果见表1。实验进一步通过吡啶吸附红外光谱确定白土酸性位点的类型及含量,吡啶吸附红外光谱图见图3。
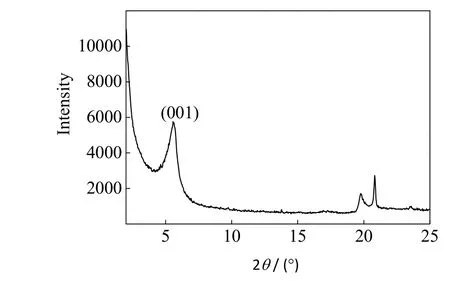
图2 白土催化剂的XRD谱图 Fig.2 XRD pattern of the clay catalyst
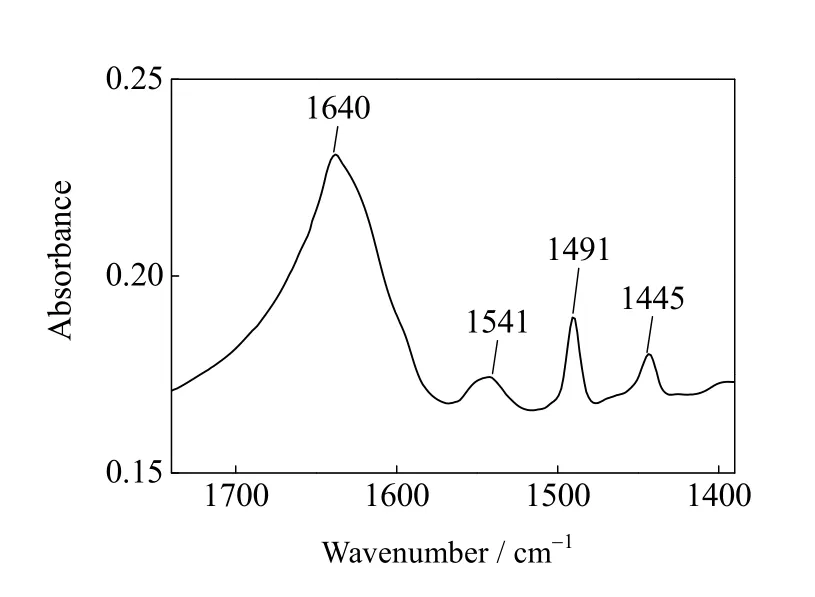
图3 白土催化剂的吡啶吸附红外光谱图 Fig.3 FT-IR spectra of pyridine adsorption of the clay

表1 白土催化剂的化学组成,层间距,水含量以及酸性 Table 1 Chemical composition, basal spacing, water content and acidity of the clay catalyst
2.2 反应过程
在500 mL四口烧瓶中加入200 g大豆油脂肪酸,24 g白土,1 g碳酸锂。向烧瓶中通入水蒸气(温度105 ℃,常压),水蒸气流量为0.2 L⋅min-1。加热反应物,用热电偶控制反应温度,同时机械搅拌,转速500 r⋅min-1,每隔1 h取样,离心后清液用高效液相色谱(HPLC)分析二聚酸含量,用气相色谱(GC)分析油酸和亚油酸含量,用薄层色谱(TLC)检测多聚酸的生成。反应结束后过滤除去催化剂,滤液即反应产物,并进行后继纯化分离。
2.3 产物分离和精制
单体酸(沸点~360 ℃,1 atm)和二聚酸(沸点600 ℃以上,1 atm)沸点差异较大,可通过蒸馏分离。为降低蒸馏温度,蒸馏分离在真空下进行。受实验室真空泵的真空度限制,实验在60 Pa下进行,结合油酸的安托因方程[lgP(bar) = 5-2555/(T(K) -127)],60 Pa时油酸蒸汽温度223 ℃,为加快油酸的汽化同时减少釜液中二聚酸的深度聚合,控制加热套温度约为300 ℃。将180 g反应产物加入到250 mL蒸馏烧瓶中进行真空蒸馏,馏出液即粗油酸,釜液为二聚酸产品,用GC分析脂肪酸组成,用HPLC分析二聚酸含量。
真空蒸馏得到的粗油酸主要由原料中不能参与二聚反应的棕榈酸、硬脂酸和二聚反应中未转化的油酸组成,棕榈酸和硬脂酸的熔点较高,约为63~71 ℃,而油酸熔点较低,仅为13.4 ℃,粗油酸中的棕榈酸和硬脂酸可以通过冷冻结晶脱除。将粗油酸加热至完全熔融后,逐步缓慢降低温度,进行分级冷冻结晶,结晶过程分成3级,每1级的温度分别控制在28 ℃(实验通过熔点仪测得粗油酸的熔程为24~32 ℃),22 ℃(一级结晶的熔融液熔程在20~26 ℃)和18 ℃ (二级结晶的熔融液熔程在14~19 ℃)。过滤除去析出的硬脂酸和棕榈酸晶体,熔融液即精制油酸。
2.4 催化剂的再生方法
将反应后离心得到的固体(白土和Li2CO3的混合物)用适量的无水乙醇洗涤除去催化剂表面吸附的油脂,干燥后称重,计算催化剂的回收率,部分直接循环用于催化二聚酸合成,部分依次用碱、酸处理再生后循环使用。碱、酸再生处理过程为:回收催化剂与氢氧化钙和去离子水按质量比10:1:50加入到500 mL单口烧瓶中,加热至沸腾,回流处理12 h,过滤,滤饼用去离子水洗涤至中性,然后和10%硫酸按质量比1:5混合均匀后静置24 h,用去离子水洗涤至中性,干燥、研磨得到再生白土。
2.5 产物组成分析
反应产物含有未反应的脂肪酸(单体酸)和反应生成的二聚酸和三聚酸,二聚酸和三聚酸的含量用高效液相色谱分析,单体酸的脂肪酸组成和含量用气相色谱分析。
2.5.1 二聚酸和三聚酸含量测定
测量产物中二聚酸和三聚酸含量所用的液相色谱仪为瓦里安公司生产的Prostar 210 液相色谱仪,检测器为紫外检测器,检测波长210 nm。色谱柱为C-8柱(4.6 mm×250 mm),柱温30 ℃。流动相为乙腈:异丙醇:乙酸 = 30:70:0.2(v/v),流量0.8 mL⋅min-1。
用外标法测定二聚酸含量,根据标准曲线确定响应因子为1.529×107。通过三聚酸和二聚酸峰面积的比值估算三聚酸的含量。
2.5.2 单体酸组成及含量测定
单体酸经过甲酯化转化为脂肪酸甲酯,然后用气相色谱测定其组成和含量。所用气相色谱仪为安捷伦公司生产的GC 7890A气相色谱仪,FID检测器(温度300 ℃,氢气流量30 mL⋅min-1,空气流量300 mL⋅min-1),DB-Wax毛细管柱(50 m×1 mm×0.25 μm),载气为氮气,柱温为 200 ℃。进样口温度为250 ℃,进样量1 μL,分流比为15:1。
甲酯化过程:在带盖的厚壁玻璃瓶中加入20 mg样品和2 mL的4% 硫酸-甲醇溶液,摇匀。将玻璃瓶旋紧盖子,放入60 ℃水浴锅中加热5 min后取出。加入2 mL饱和食盐水和2 mL正庚烷,震荡1 min,分层后取上层正庚烷萃取相进行气相色谱分析。
3 结果与讨论
3.1 白土的适用性
根据白土催化合成二聚酸机理,为了使所有亚油酸能以及尽可能多的油酸转化为二聚酸并且缩短反应时间,白土需要有充足的L酸和B酸中心以及较大的层间距。不仅如此,适用于合成二聚酸的白土 SiO2/Al2O3通常在3~7,钠钾元素含量以及含水率均较低[2,14-15]。
根据白土的表征结果,实验所用白土为酸性白土(pH = 3.08),白土的酸强度位于-5.6 < H0< 4.8,其中-3.0 < H0< 4.8的酸量达到0.56 mmol⋅g-1,能为二聚酸合成提供所需强度的酸和充足的酸催化位点[3]。吸附吡啶后白土的红外光谱图中同时存在吡啶离子(1 541和1 640 cm-1)和吡啶-L酸(1 445 cm-1)的特征吸收峰。通过Lambert-Beer定律[16]计算B酸和L酸分别为0.23和0.43 mmol⋅g-1,说明同时具有充足的B酸和L酸。不仅如此,该白土具有较大的层间距,较低的钠钾含量以及含水量,硅铝比适中,因此能够满足二聚酸生产工艺。
3.2 反应原料选择
由于油酸和亚油酸的反应性不同,原料的脂肪酸组成对二聚酸的合成有较大影响。实验以油酸(油酸82%、亚油酸10%,西普化工)和亚油酸(油酸11%、亚油酸77%,实验室自制)以不同比例调配而成的混合脂肪酸为原料(FA1-FA5,组成见表2),以原料质量12% 的酸性白土为催化剂,0.5% 的Li2CO3为助催化剂,在260 ℃ 反应4 h,考察原料脂肪酸组成对二聚酸合成的影响,结果见图4。由于亚油酸反应性好,利用率高,亚油酸含量高的原料反应后二聚酸含量高,但由于亚油酸在高温下易氧化裂解,亚油酸含量过高的原料,例如亚油酸含量达到77% 的原料,反应后二聚酸的含量反而低。在实验所考察的几种原料中,亚油酸与油酸比例为65:33的原料反应后二聚酸含量最高。大豆油脂肪酸、棉籽油脂肪酸中亚油酸与油酸比例接近65:33,是合成二聚酸的理想原料,实验以大豆油酸(亚油酸含量62.6%,油酸含量31.0%)为原料,进行下一步研究。
3.3 反应条件选择
实验考察了220,240和260 ℃下的反应情况,每隔1 h取样分析其组成,样品中亚油酸和二聚酸含量随反应时间的变化如图5所示。采用薄层色谱法定性分析样品中的三聚酸(展开剂按照乙醚:正己烷 = 65:35的体积比配制),结果如图6所示,在硅胶板上出现的斑点从上到下依次代表单体酸,二聚酸和三聚酸;A,B,C分别代表220,240和260 ℃,数字代表反应时间,如A2代表在220 ℃ 反应2 h样品。在260 ℃反应时,随着反应时间的增加,亚油酸不断被消耗,二聚酸含量不断增加。在反应2 h时,产物中亚油酸的含量已经降低到1.8%,二聚酸含量已经增加到51%,并且从薄层色谱结果看产物中仅含少量三聚酸。说明在260 ℃ 下反应2 h时就可以得到亚油酸完全转化并且三聚酸含量低的反应产物。对2 h以后取的样品进行薄层色谱分析,硅胶板上均出现明显的三聚酸斑点,说明如果继续延长反应时间,二聚酸将深度聚合产生大量三聚酸。虽然在240 ℃ 也可以得到低亚油酸含量(1.7%),并且三聚酸含量低的反应产物,但是需要反应6 h才可以得到,和260 ℃ 反应时相比更加耗时。在220 ℃ 反应时,经过8 h的反应后仍然有大量的亚油酸未转化,说明220 ℃并不是合适的反应温度。综上所述,在260 ℃ 反应2 h是比较合适的反应条件。在该条件下进行反应,反应结束后过滤除去催化剂得到反应产物,反应产物含有2.7% 棕榈酸,6.5% 硬脂酸,34.6% 油酸,1.8% 亚油酸,51% 二聚酸,2.1% 三聚酸。与文献[8]结果相比,虽然使用本工艺的产物二聚酸含量略有下降,但是副产物多聚酸的含量显著降低并且反应时间显著缩短。
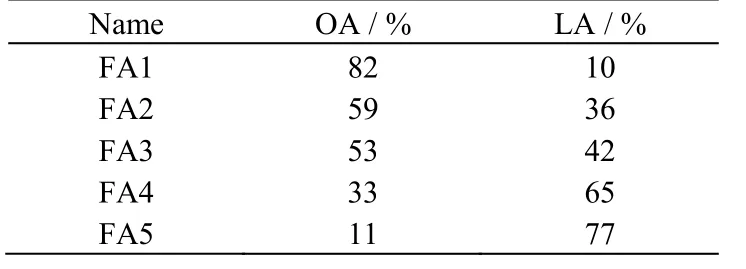
表2 脂肪酸FA1-FA5组成 Table 2 Composition of FA1-FA5
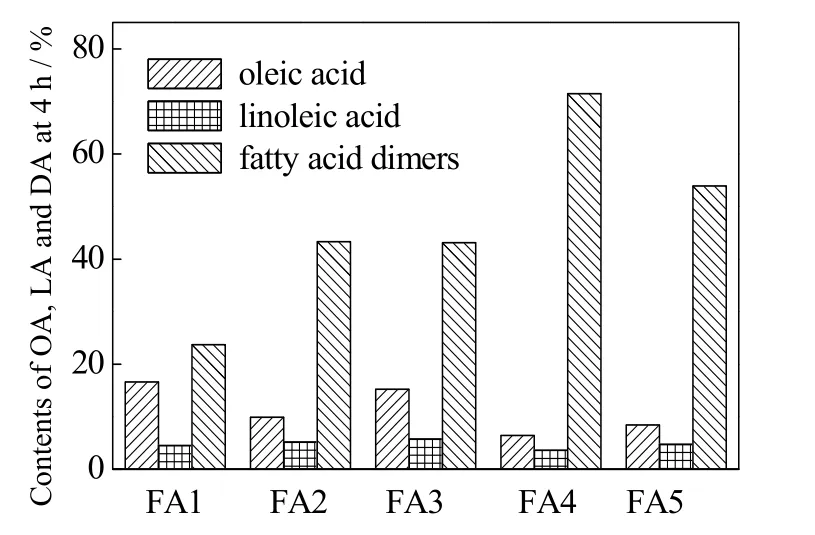
图4 脂肪酸组成对二聚酸合成的影响 Fig.4 Effects of fatty acid composition on dimerization
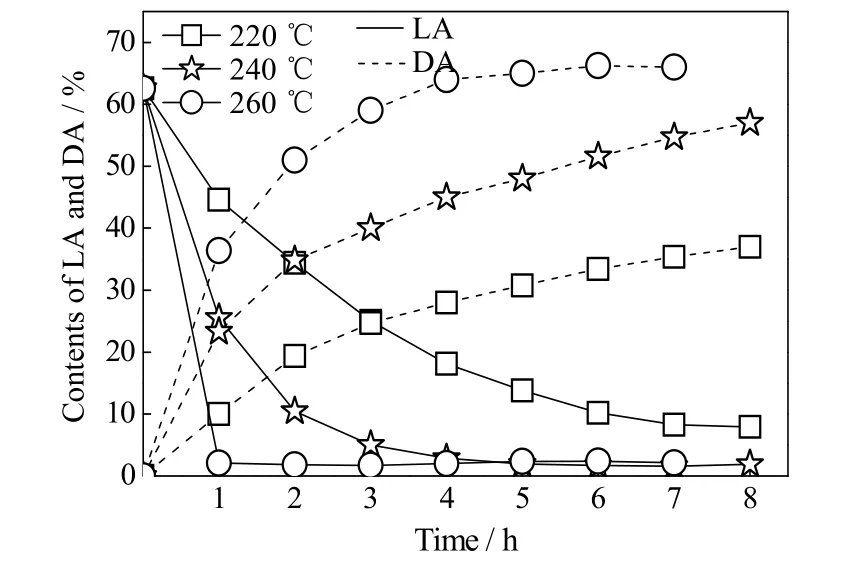
图5 不同反应温度下亚油酸和二聚酸含量变化 Fig.5 Content variation of linoleic acid and fatty acid dimers under different temperatures

图6 大豆油脂肪酸二聚过程取得样品的薄层Fig.6 Thin layer chromatography of samples obtained during the dimerization of soybean fatty acid
3.4 产物分离精制工艺
反应产物可通过减压蒸馏脱除单体酸,釜液为二聚酸产品,馏出液为油酸、棕榈酸、硬脂酸等单体酸的混合液,可进一步通过冷冻结晶分离出其中的饱和脂肪酸得到高纯度的油酸。
3.4.1 二聚酸精制 在60 Pa,300 ℃下对反应产物进行减压蒸馏。收集到的馏分为粗油酸,釜液为二聚酸。二聚酸和粗油酸的组成以及收率见表3。如表3所示,釜液中二聚酸的含量达到90%,可以作为高纯度二聚酸,收率达到56%。釜液中含有5% 的三聚酸,三聚酸产生的原因来自两方面,一方面是反应产物中三聚酸的富集,另一方面是长时间高温蒸馏促使二聚酸热聚合。
3.4.2 油酸精制
将粗油酸加热至32 ℃,待其完全熔化后直接降温至18 ℃则粗油酸完全凝固,无法分离出其中的饱和脂肪酸,因此将结晶过程分成3级,每1级的温度分别控制在28,22和18 ℃。每1级冷冻结晶后得到精制油酸的收率以及其中油酸的含量如图7所示,经过3级结晶,油酸含量从72.6%增加至80.4%,精制油酸的总收率为77%。

表3 馏出液(粗油酸)和釜液(二聚酸)组成和收率 Table 3 Composition and yields of distillate (crude oleic acid) and residue (fatty acid dimers)
3.5 产物组成和结构鉴定
3.5.1 二聚酸
反应产物的液相色谱图显示产物中有两种不同结构的二聚酸。通过液质联用技术对其分子结构作进一步分析,两种二聚酸的分子量分别是556 和562 g⋅mol-1。参考文献[17-18],对两种二聚酸的质谱碎片进行对比分析,发现实验所合成的两种二聚酸分子式分别是C36H60O4和C36H66O4,分别是环状结构的二聚酸和线型结构的二聚酸,两者含量之比是43:57。环状二聚酸分子中既有柔性碳链又有相对刚性的环状结构,是合成可降解聚酰胺树脂的重要原料,而线型结构二聚酸在新型表面活性剂中有重要应用。后继可开展反应条件与原料对二聚酸分子结构的影响研究,从而可根据市场需求,选择合适原料、控制反应条件得到符合市场应用需求的二聚酸。
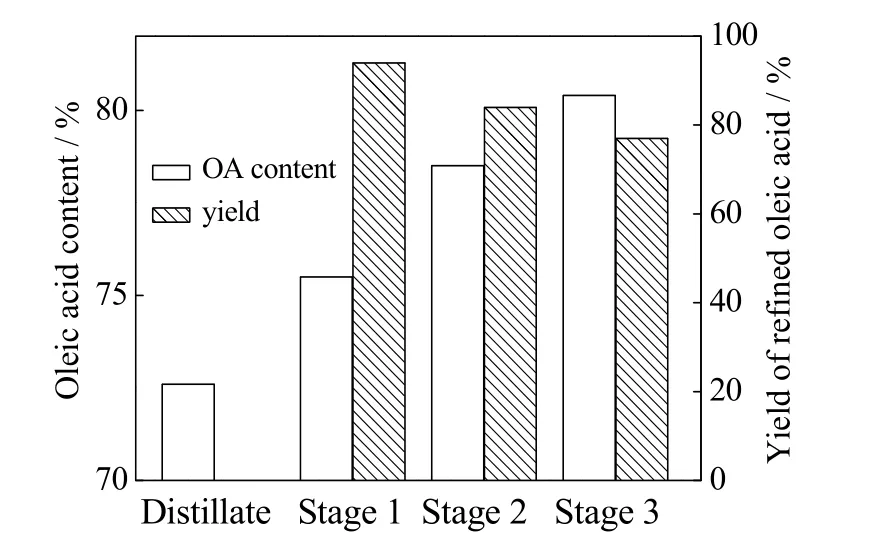
图7 多级结晶对油酸精制的影响 Fig.7 Effects of multistage crystallization on oleic acid refining
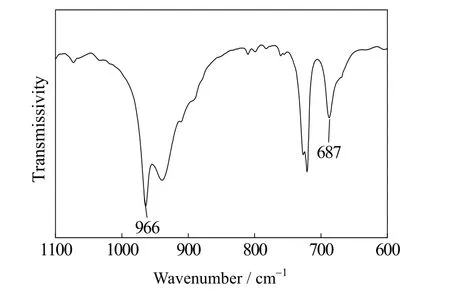
图8 精制油酸的红外光谱图 Fig.8 FT-IR spectra of refined oleic acid
3.5.2 精制油酸
精制油酸的红外光谱如图8所示,红外光谱上687和965 cm-1分别是顺式 ═C─H和反式 ═C─H面外弯曲振动峰,说明产物中既有顺式油酸,又有反式油酸。通过气相色谱(色谱柱型号Aglient J &W DB5-MS)测定反式油酸的含量是33.5%。反式油酸的凝固点较顺式油酸高,本工艺生产的油酸,适用于对油酸凝固点要求不高的场合。
3.6 白土的回收利用
白土废渣直接排放会污染环境,因此实现白土的回收利用就显得十分必要。取100 g大豆油脂肪酸和12 g回收的白土-Li2CO3混合物进行反应,反应产物中二聚酸的含量只有34%。反应产生的部分二聚酸会残留在白土的层间,它们占据了催化位点并且阻碍了反应物进入白土层间,导致白土的催化活性下降。二聚酸可以和碱反应生成可溶于热水的脂肪酸盐,因此本论文使用氢氧化钙皂化、热水洗涤的方法除去残留在白土层间的二聚酸,然后通过稀硫酸处理白土活化被氢氧化钙消耗的酸性位点,以此对白土进行再生。在再生白土催化下,反应产物中二聚酸含量达到42%,仍然低于新鲜白土催化时51% 的二聚酸含量。因此,虽然回收的白土仍具有一定的催化活性,但是催化活性较低。白土中主要成分是蒙脱土,蒙脱土优异的吸水性能为白土回收再利用提供了新的途径。通过吸蓝量法估算本次研究使用的仇山白土中含有73%的蒙脱土。回收白土经过氢氧化钙处理以后可以分散在水中而不发生团聚,说明具有较好的亲水性。不仅如此,通过激光粒度仪测定回收白土的平均粒径为49 μm,颗粒之间存在大量的细小的空隙,这些空隙由于毛细管作用可以吸收大量的水,采用标准JC/T 2055-2011测定吸水率为125%。因此可以通过对回收的白土进行碱处理后制成吸水材料来减少白土废渣排放。
4 结 论
论文建立了一条白土催化大豆油脂肪酸合成二聚酸联产油酸工艺,该工艺由反应、真空蒸馏和冷冻结晶3部分组成。反应以酸性白土(酸强度-3.0 < H0< 4.8的酸量为0.56 mmol⋅g-1)为催化剂,以大豆油酸(亚油酸和油酸质量比为62.6:31.0)为原料,在260 ℃下反应2 h后,在60 Pa,300 ℃下通过真空蒸馏脱除未转化的单体酸,釜液为二聚酸产品,产品中二聚酸含量90%,二聚酸/三聚酸低于19:1,产品收率为56%;馏出液经三级冷冻结晶,得到油酸含量为80%的精制油酸,冷冻结晶的收率为77%。本工艺生产得到的二聚酸由多环二聚酸和线型二聚酸组成,比值为43:57,油酸产品中含有33.5% 的反式油酸和46.9% 的顺式油酸。回收的白土催化剂虽然催化活性较低,但是保留了较好的吸水性能,可用于制作吸水材料以实现回收再利用。