两种去除齿部毛刺工装的研究
2020-06-10李国强
李国强
(中国重汽大同齿轮公司, 山西 大同 037305)
引言
随着人们对产品质量的精益求精,加工后毛刺的危害性逐渐引起人们的普遍重视,并开始对毛刺的去除方法进行研究。
1 毛刺产生的危害
毛刺是指零件端面、外面及内孔等表面上不规则的微小凸起物,与金属机体相连,感觉刺手,对柔软的物体有损害性。毛刺在零件外部时影响外观,且毛刺尖利时有使人受伤的潜在危险;毛刺在零件内部时,容易产生异响,影响零件之间的啮合,导致部件寿命短,提前失效,引起顾客不满甚至事故[1]。
2 滚齿去毛刺工装
2.1 制作
滚齿毛刺容易产生于滚刀挤压齿部顺着滚刀方向挤出的毛刺,如图1 所示。
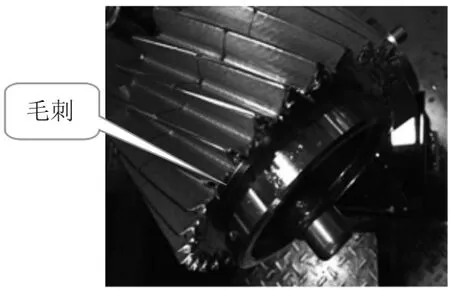
图1 滚齿产生的毛刺
滚齿后毛刺容易造成的主要危害:操作工不方便装夹工件,容易划手;后序剃齿加工容易造成剃刀挖心;影响外观。为了有效地去除滚齿毛刺,设计了一款滚齿去毛刺工装,安装在滚齿机立柱上,如图2、图3 所示。
2.2 使用方法
将工装安装于滚齿机立柱上;选用合适的刀杆装入工装刀架内;调整刀杆伸出长度和刀架高低使其适合加工产品;通过螺母微调高度,提高刮屑效果;调整完成以后关闭滚齿机防护门,启动,正常进行加工即可。
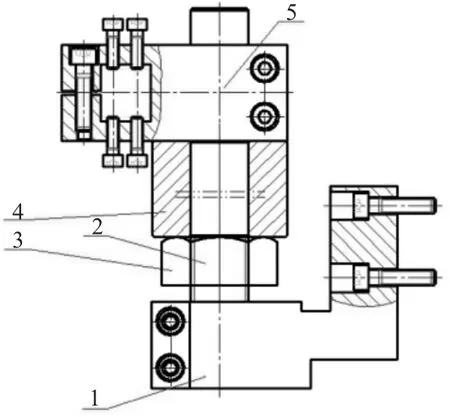
图2 滚齿去毛刺工装主视图

图3 滚齿去毛刺工装实物图
2.3 注意事项
刮屑时要与滚齿工作台旋转方向一致,避免发生将工作台顶歪的隐患。
2.4 刮屑前后效果对比(见图4)

图4 刮屑前后的滚齿
3 剃齿去毛刺工装
3.1 制作
剃齿余量大或者滚齿毛刺没有去除干净,剃齿后很容易有毛刺残留,剃齿后毛刺容易造成的主要危害:操作工不方便装夹工件,容易划手;齿轮啮合时容易有异响,影响使用寿命;影响外观。为了进一步去除剃齿毛刺,我们又设计了一款去毛刺工装,如图5、图6 所示。
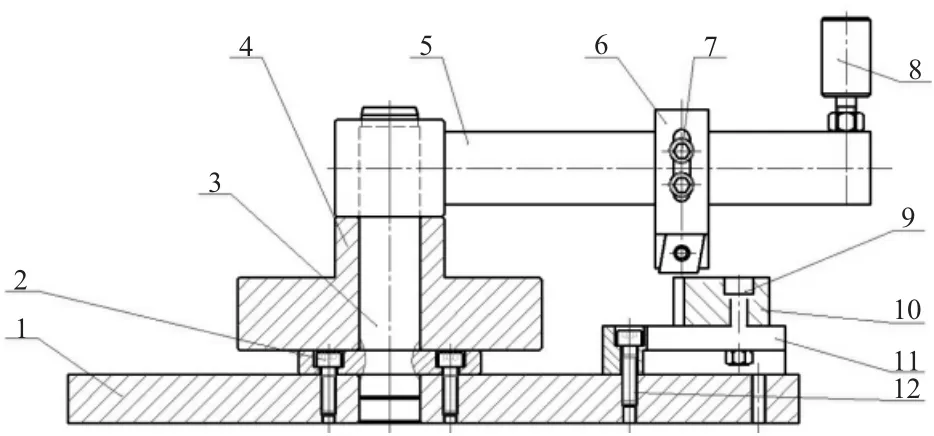
图5 剃齿去毛刺工装主视图
3.2 使用方法
将工装放置在平面上,取下摇臂,将工件放入并将定位块卡入齿槽;装上摇臂,通过调整刀杆位置,使刀片与齿部毛刺处贴合;握住手柄旋转摇臂,使刀片对齿部毛刺进行刮屑即可。
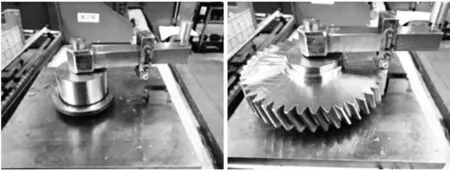
图6 剃齿去毛刺工装实物图
4 结论
过去依靠工人去毛刺一是工人劳动强度大,二是不容易去除彻底,而且极易造成零件表面的磕碰。通过应用这两种去毛刺工装,盘齿类零件剃齿后齿部毛刺基本消除,节省了大量人力,提高了产品质量。
