铝板带箔冷轧机MFC质量流控制系统研究应用
2020-06-08王修亮
王修亮
(新疆众和股份有限公司 乌鲁木齐 830013)
1 铝板带箔冷轧机厚度控制系统背景技术分析
目前我国铝板带箔冷轧机厚度控制系统主要引进国外后反馈厚度控制技术,后反馈自动厚度控制系统由液压辊缝控制系统和自动厚度控制系统组成,液压辊缝控制系统功能主要包括位置控制、轧制力控制、轧机靠零控制、轧机弹性曲线测量、工作辊弯辊控制。自动厚度控制系统功能主要包括辊缝位置AGC 反馈控制、轧制力AGC 反馈控制、速度/张力AGC反馈控制、速度补偿控制、轧辊偏心补偿控制。
后反馈自动厚度控制系统由安装在轧机出口侧的测厚仪用来测量出口厚度偏差,厚度误差经过滤波后,发送给独立的比例积分控制器进行调整,由于铝板带箔冷轧机出口测厚仪到辊缝之间存在距离,后反馈自动厚度控制系统仅能用来对长时间存在的厚度误差进行补偿调整,对铝板带箔厚差瞬间突跳、低频厚差波动、高频厚差振荡没有任何改善作用。
铝板带箔轧制过程中瞬间厚差突跳、低频厚差波动、高频厚差振荡是铝加工行业高质量发展的关键瓶颈问题之一,主要受轧制工艺控制条件和关键设备控制精度影响,轧制工艺控制条件的主要影响因素包括轧制压下率、速度、张力、润滑性能、辊缝预设、油膜厚度、轧辊粗糙度、坯料厚差、合金成分等。关键设备控制精度的主要影响因素包括测厚仪检测精度、压力传感器检测精度、位置传感器检测精度、伺服阀控制精度、液压缸控制响应速度、厚度控制系统响应速度、传动系统运行状态、工作辊系转动精度、支撑辊系转动精度、传动辊系转动精度、轧制线基准控制、速度检测控制、卷径检测精度、偏心补偿控制等。而后反馈自动厚度控制系统响应滞后,不能对铝板带箔厚差进行有效补偿控制。目前国内外现有的技术很难解决铝箔厚差瞬间突跳、低频段厚差波动与高频段厚差振荡的技术问题,需要研发应用新的控制系统去改善铝板带箔厚度控制能力和控制精度。
2 铝板带箔冷轧机MFC质量流厚度控制系统理论研究
在铝板带箔冷轧机自动厚度控制系统中加入MFC 质量流控制系统,提升冷轧机铝板带箔厚差控制精度和控制能力,冷轧机MFC 质量流厚度控制模式采用通过轧辊辊缝的体积守恒的原理,是基于进入轧机辊缝入口的带材体积和离开辊缝出口的带材体积相等的原理。公式为:入口厚度×入口宽度×入口长度=出口厚度×出口宽度×出口长度。在铝板带箔冷轧制过程中,由于铝板带箔宽度通过轧辊辊缝后的变化是微小的可以忽略的,因此定义入口宽度=出口宽度。公式可以变化为:入口厚度×入口长度=出口厚度×出口长度,计算出口厚度的公式为:出口厚度=(入口厚度×入口长度)/出口长度,入口厚度可以用入口X 射线测厚仪进行测量,入口长度和出口长度可以用激光测速仪进行测量。只要准确测量出带材的入口厚度、入口长度、出口长度,就可以计算带材出口厚度。然后用出口设定厚度与出口计算厚度相减得出厚度差值,就得到了一个质量流控制器差值用于进行MFC AGC 控制。MFC 质量流控制系统可有效改善铝板带箔铝箔厚差瞬间突跳、低频段厚差波动与高频段厚差振荡等技术难题。
3 铝板带箔冷轧机MFC质量流控制系统技术方案
为提升铝板带箔冷轧机厚差控制精度和控制能力,改善铝板带箔轧制过程中厚差波动对铝箔成品率的影响,在我国某高新技术企业铝板带箔冷轧机增加了MFC质量流控制系统。具体技术方案为:
(1)在铝板带箔冷轧机入口侧加装X 射线测厚仪,用于实时检测反馈冷轧机轧制过程中铝板带箔入口侧厚度。射线测厚仪关键技术参数指标包括厚度检测采样时间1ms、平均响应时间2ms、检测精度为测量厚度的±0.1%、测量噪声为测量厚度的±0.1%、测量漂移为测量厚度的±0.1%、数字分辨率为1 μm、测量气隙为100-200mm。
(2)在铝板带箔冷轧机入口侧、出口侧加装激光测速仪,用于实时检测反馈冷轧机轧制过程中铝板带箔入口侧、出口侧线速度。激光测速仪关键技术参数指标包括速度测量范围1m/min-12000m/min、测量线性精度优于0.05%、测量加速度范围>500米/秒平方、测量刷新速度>20000/秒、测量响应时间<300μs。
(3)对铝板带箔冷轧机设备机前装置进行技术改造,增加入口测厚仪安装轨道和测速仪安装机构,使其具备冷轧机MFC 质量流控制系统所需测速仪、测厚仪设备的安装运行条件。
(4)在铝板带箔冷轧机加入MFC 质量流控制系统功能,利用激光测速仪与X射线测厚仪准确测量出带材的入口厚度、入口长度、出口长度,然后用MFC质量流控制功能程序进行铝板带箔自动厚度控制。实现铝板带箔成品0.1mm厚度轧制过程中厚差控制在±1.5%以内。冷轧机质量流控制功能程序如图1所示。
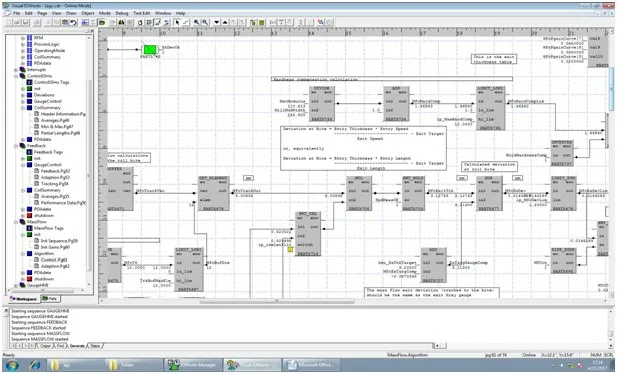
图1 冷轧机质量流控制功能程序图
通过在铝板带箔冷轧机中加入MFC质量流控制系统,提升了铝板带箔厚差控制精度和控制能力,实现了铝板带箔厚度高质量高精度全自动控制。
4 铝板带箔冷轧机MFC质量流控制系统技术应用效果
铝板带箔厚差高精度自动控制铝加工行业高质量发展过程中的技术难题,通过在铝板带箔冷轧机加入MFC 质量流控制系统,有效改善了铝板带箔厚差瞬间突跳、低频段厚差波动与高频段厚差振荡的技术问题。实际应用效果对比如下:
(1)铝板带箔冷轧机未投入MFC 质量流控制系统前,在轧制铝卷870411在第5道次的过程中,经过1 个道次轧制,铝板带箔厚差波动由±0.8%(3Sigma)放大至±1.2%(3Sigma),厚差波动放大了50%。
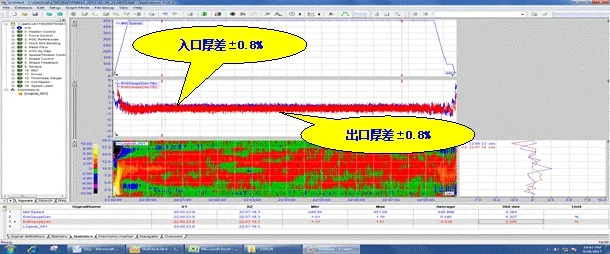
图2 投入MFC质量流控制的铝卷87039811在第5道次轧制PDA数据
(2)铝板带箔冷轧机投入MFC 质量流控制系统后,在轧制铝卷870311在第5道次的过程中,从PDA数据(图2)中可以看出,经过1 个道次轧制,铝板带箔厚差波动由入口厚差±0.8%(3Sigma)到出口厚差±0.8%(3Sigma),未出现厚差波动放大趋势。铝板带箔厚差控制和板形控制效果良好。
铝板带箔冷轧机加入MFC质量流控制系统研究设计,经过在铝加工高新技术企业的实践应用,可有效提升了铝板带箔厚差控制能力,铝板带箔厚差控制精度由±2.5%(2sigma)提升至±1.5%(2sigma),达到了同行业领先水平。