大型高性能30Mn5钢锻造轮带的制作
2020-06-06赵丽美尚贺军李玲
赵丽美,尚贺军,李玲
1 概述
随着回转窑等设备技术要求的不断提升,以及环保要求的不断提高,大型轮带的制作正逐步从原来的铸造毛坯转为锻造毛坯。随着THP10-12000油压机和RAW2500/1250-16000/3000辗环机的投用,我公司开始制作越来越多的大型环形、筒形锻件产品。近期,我公司承接了某型30Mn5钢锻造轮带产品,通过一系列的努力,产品得以顺利交付。
2 某型30Mn5钢锻造轮带的制作过程
轮带又称滚圈,其作用是把筒体的全部重力(包括耐火砖、内部装置和物料等的重力)传递给托轮,并使筒体能在托轮上平稳地回转,因此轮带要具有足够的强度、刚度和耐疲劳性能。
2.1 明确技术要求
某型轮带产品的交货尺寸和形状如图1所示,其他技术要求如表1所示。该产品所用材质原为德国标准DIN 17205[1]中的GS-30Mn5,该产品原始设计的制作工艺采用的是铸造毛坯。目前,随着大型油压机和辗环机等锻造成形设备的投入使用以及环轧技术水平的不断提高,我公司已具备了制作直径16m以内、高度3m以内的环形和筒形锻件的能力。从表1可以看出,客户对轮带产品(成品截面尺寸为575mm×837mm)的力学性能要求较高。为确保大型锻造轮带产品的质量可以完全满足客户的技术要求,经与客户研究,决定将轮带由铸造件改为锻造件,该产品采用钢锭加热→锻造制坯→环轧成形→锻后热处理→粗车→超声波检测(UT)→调质→取样检测→精车→终检→包装发货的工艺流程进行制作。

图1 某型轮带产品的尺寸和形状
2.2 优化设计30Mn5钢锻件
该轮带产品所用GS-30Mn5钢及其相近的中国标准牌号30Mn2钢[2]的化学成分要求如表2所示。从表2可以看出,锻件用钢的30Mn2与铸钢的GS-30Mn5牌号相比,其碳含量要求一致,30Mn2的硅含量要求更严格,且锰含量略高于GS-30Mn5。为满足客户对产品的技术要求,我们针对钢锭的化学成分进行了优化设计。
2.2.1 提高碳含量,严格控制碳含量要求的范围
30Mn5钢本质上属于低合金的普通碳锰钢,锻件的主要关键技术指标(强度和表面硬度)需要有一定的碳含量加以保证。
2.2.2 适当增加硅含量
硅元素主要以固熔强化的方式影响钢的性能,因此,在技术要求允许的情况下,适当增加硅含量,有利于大型锻件满足强度和硬度要求。
2.2.3 适当增加锰含量,严格控制锰含量要求的范围
锰是碳锰钢的主要合金强化元素,在客户技术要求达标的基础上,适当提高锰含量要求,有助于满足大型锻造轮带的技术要求。
2.2.4 严格控制磷和硫含量
为了降低大型锻造轮带淬火过程中开裂的风险,有必要严格控制有害元素磷和硫。

表1 某型30Mn5轮带产品的技术要求

表2 GS-30Mn5及30Mn2的化学成分(质量分数之比),%
2.3 锻造成形
大型锻造轮带采用精炼钢锭为原料,经整体加热后,先滚圆,再利用剁刀切除水口和冒口,确保足够的去除量。再经镦粗、冲孔、扩孔,获得初制坯(如图2所示),确保制坯过程锻造比≥4:1。回炉加热后,利用RAW2500/1250-16000/3000辗环机环轧成形。该辗环机设备具有轧制能力强、尺寸控制精度高等特点,可确保大型锻造轮带在矩形环轧过程中充分锻透,成形精准。在矩形环轧过程中,我们将轧制比λ[3]控制在1.5以上,利于大型锻造轮带获得较好的力学性能。

图2 大型锻造30Mn5轮带初制坯尺寸
2.4 锻后热处理
大型锻造轮带产品锻造成形后,待其空冷至室温进行锻后正火处理,以消除锻造应力,细化内部组织和晶粒,为下一步粗加工和淬火回火处理做好准备,处理工艺如图3所示。
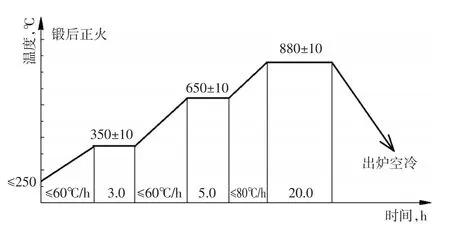
图3 大型锻造轮带锻后正火处理工艺

图4 大型锻造轮带调质处理工艺
2.5 调质处理
经锻后处理的大型锻造轮带产品,粗车之后进行超声波检测,检测结果显示,该产品内部缺陷水平完全满足客户技术要求。随后,该产品转入热处理工序进行调质处理,工艺曲线如图4所示。我们选择水为淬火介质,有利于提高其淬透性。回火完成后,为避免在工件内部形成过大应力,同时防止形成回火脆性,回火出炉后采取空冷的方式进行冷却。
2.6 力学性能检测
大型锻造轮带本体力学性能检测主要包括表面硬度、拉伸性能和冲击性能检测。轮带的使用寿命与表面硬度,特别是与外圆的表面硬度密切相关。由于轮带与托轮之间存在相对运动,其主要失效形式之一就是由于接触应力引起的剥落。因此,轮带表面的硬度均匀性对轮带的使用寿命有较大影响。
本次制作的大型锻造轮带产品,其表面硬度检测部位为外圆均布四个方向(0°、90°、180°、270°),每个方向沿着轴向依次检测上、中、下三点,检测结果如表3所示。从表3可以看出,大型锻造轮带外圆表面硬度均匀性比较好,硬度最大值为218HB,最小值为201HB,平均值为209HB。

表3 大型锻造轮带外圆表面硬度检测结果
大型锻造轮带本体进行了加高,我们从本体截取了样环(如图5)并从样环上每间隔120°进行了取样检测,其检测结果如表4所示。从表4可以看出,大型锻造轮带本体拉伸性能完全满足客户技术要求,在室温和-20℃下的冲击性能也很好,远高于德国标准DIN 17205中GS-30Mn5铸钢件的冲击性能要求,各不同部位取样检测结果离散性很小,表明大型锻造轮带整体力学性能的均匀性很好。利用便携式金相显微镜对轮带表面显微组织进行观测,显示锻造30Mn5钢轮带经正火和调质处理后,其显微组织为铁素体+回火索氏体,组织均匀性很好(如图6所示)。

表4 大型锻造轮带本体取样检测结果

图5 大型锻造30Mn5钢轮带本体取样示意图

图6 大型锻造30Mn5钢轮带显微组织(铁素体+回火索氏体)
3 结语
以成分优化的30Mn5钢锭为原料,采用环轧成形的大型锻造轮带,经880℃正火、860℃水冷淬火和520℃回火处理后,其外圆表面硬度检测结果为201~218HB,表面硬度均匀。其本体拉伸性能完全满足客户技术要求,在室温和-20℃下的冲击性能远高于德国标准DIN 17205的技术要求。
